Otwarta Biblioteka - otwarta biblioteka informacji edukacyjnych. Notatki do wykładu Podstawowe pojęcia z zakresu tolerancji i lądowań wykład
Precyzja produkcji części sprzęt radioelektroniczny
Dokumentacja rysunkowa i projektowa
W trakcie pracy nad projektem kursu studenci wykonują rysunek montażowy (lub rysunek ogólny widok) konstrukcje obudów przyrządów i rysunki robocze dwóch części.
Rysunek złożeniowy jest rysowany na standardowej kartce papieru A3. , A4. Najpierw określane jest odpowiednie położenie rzutów konstrukcji obudowy urządzenia, niezbędne widoki i przekroje, a następnie dobierana jest skala rysunku. Ze względu na niewielkie rozmiary przyrządów półprzewodnikowych zaleca się wybór skali 5:1, 10:1. Rysunek montażowy pokazuje wymiary całkowite i przyłączeniowe, pozycje zespołów montażowych, części i produkty standardowe. Następnie sporządzana jest dla niego specyfikacja.
Rysunki robocze części wykonujemy na standardowych arkuszach papieru A4 (ze względu na mały rozmiar części). Zalecana skala rysunku to 10:1, 20:1. Na rysunku każdej części zapisuje się wszystkie niezbędne wymiary, ograniczają odchylenia wymiarów liniowych, kształtu i położenia powierzchni oraz chropowatości powierzchni części. Więcej szczegółów na temat dokładności produkcji części i ustawiania odchyleń granicznych można znaleźć w dalszej części 6.4. Rysunek wskazuje materiał części, rodzaje powłok ochronnych itp. Podczas wykonywania rysunków montażowych i rysunków roboczych części niezwykle ważne jest kierowanie się ESKD GOST 2.104-68, GOST 2.108-68, GOST 2.109-73.
Nota wyjaśniająca i rozliczeniowa, sporządzona na arkuszach papieru formatu 210x297 w szczelnej oprawie, z kartą tytułową w przepisowej formie i oprawie, musi zawierać następujące elementy:
● zadanie do projektu kursu;
● opis urządzenia;
● obliczanie wytrzymałości wyprowadzeń urządzenia od obciążenia bezwładnościowego;
● obliczanie wytrzymałości wyprowadzeń urządzenia przy dynamicznym działaniu zewnętrznym;
● obliczenia naprężeń termicznych w obudowie przyrządu;
● wnioski;
● spis wykorzystanej literatury;
Wymiary rzeczywistego produktu zawsze mają odchylenia od rzeczywistych (nominalnych) parametrów. Obecnie dopuszczalne odchylenia wymiarów liniowych, kształtu i względnego położenia powierzchni, a także chropowatości powierzchni części, regulują odpowiednie normy. Parametry i ich tolerancje są podane w Dokumentacja techniczna zgodnie z zasadami określonymi również w normach. Zgodność z wymaganiami norm przy sporządzaniu dokumentów technicznych jest obowiązkowa.
Dopuszczalne odchyłki wymiarów gładkich elementów części i pasowania, powstające podczas łączenia tych elementów. Konieczne jest, aby rzeczywiste wymiary części produktu były zachowane między dwiema dopuszczalnymi wartościami granicznymi wymiarów, których różnica stanowi tolerancję. Dla wygody wskazany jest rozmiar nominalny, a każdy z dwóch rozmiarów granicznych jest określony przez jego odchylenie od tego rozmiaru nominalnego. Wartość bezwzględną i znak odchylenia uzyskuje się odejmując rozmiar nominalny od odpowiedniego rozmiaru granicznego (ryc. 6.9).
Ryż. 6.9.
Na ryc. Przykład 6.9 oba odchylenia wału mają znak ujemny (pole tolerancji wału znajduje się pod linią zerową i w pewnej odległości od niej), a oba odchylenia otworu są dodatnie (pole tolerancji otworu znajduje się powyżej linii zerowej i w pewnej odległości z tego).
GOST 25347-82 zapewnia pewną pozycję pól tolerancji dla otworów i wałów w stosunku do linii zerowej. Na ryc. 6.10 pokazuje takie względne pozycje i niektóre pola tolerancji dla dowolnego rozmiaru w jednym przedziale rozmiarów nominalnych (ponad 6 do 10 mm) szóstej i dziewiątej klasy. Na tym rysunku linie ciągłe pokazują pola podane w GOST 25347-82, linie kropkowane to te, które nie są wskazane w tabelach GOST 25347-82 (nie są zalecane do użytku), ale obliczone zgodnie z zasadami GOST 25347 -82.
Rozmiar rzeczywisty - rozmiar ustalony przez pomiar z dopuszczalnym błędem.
Rozmiary graniczne — dwa maksymalne dopuszczalne rozmiary, pomiędzy którymi musi znajdować się rzeczywisty rozmiar lub które mogą być równe.
Ryż. 6.10
Rozmiar nominalny - rozmiar, w stosunku do którego określane są rozmiary graniczne i który służy również jako punkt wyjścia dla odchyleń. Podczas projektowania produktów wymiary nominalne uzyskuje się na podstawie obliczeń lub wybiera projektant. Z reguły powinny leżeć w serii standardowych wymiarów liniowych GOST 6636-69 *.
Górne odchylenie to algebraiczna różnica między największą granicą a rozmiarami nominalnymi.
Odchylenie dolne - algebraiczna różnica między najmniejszą granicą a rozmiarami nominalnymi.
tolerancja ( 1T) jest wartością bezwzględną różnicy algebraicznej między górnym i dolnym odchyleniem. Do otworu: TO=ES-EI; dla szybu: TO=tak-ei, gdzie ES I EI- odchylenia górne i dolne otworu; tak I ei– ugięcia górnego i dolnego wału.
Pole tolerancji - pole ograniczone odchyleniami górnymi i dolnymi. Jest on określany przez wartość tolerancji i główne odchylenie, wskazujące położenie tolerancji względem linii zerowej. Standardowe pola tolerancji dla wałów i otworów podano w tabelach GOST 25347-83.
Główne odchylenie to odchylenie najbliższe linii zerowej. Jego wartość zależy od wielkości nominalnej i położenia pola tolerancji i nie zależy od jakości (rys. 6.10).
Jakość - zestaw tolerancji odpowiadający temu samemu stopniowi dokładności dla wszystkich rozmiarów nominalnych.
Wał - termin używany w odniesieniu do zewnętrznych (zakrytych) elementów części.
Otwór to termin używany w odniesieniu do wewnętrznych (pokrywających) elementów części.
Wał główny to wał, którego górne odchylenie wynosi zero (pole n na ryc. 6.10).
Głównym otworem jest otwór, którego dolna odchyłka wynosi zero (pole H na rys. 6.10).
Terminy „wał” i „otwór” odnoszą się nie tylko do powierzchni cylindrycznych, ale także do elementów części o innym kształcie (na przykład ograniczonych do dwóch powierzchni płaskich lub zakrzywionych).
Lądowanie - charakter połączenia części, określony przez wielkość szczelin lub powstałych w nim zakłóceń, które są różnicą wielkości „dziurki” i „wałka” przed połączeniem. Lądowanie określa swobodę względnego ruchu połączonych części lub stopień oporu ich wzajemnego ruchu, a także dokładność względnego położenia połączonych części. Biorąc pod uwagę zależność od położenia pól tolerancji otworu i szybu, powstają lądowania:
●ze szczeliną, (przy której w połączeniu przewidziana jest szczelina - (pole tolerancji otworu znajduje się nad polem tolerancji wału), na przykład jak na Rys. 6.9);
● z pasowaniem ciasnym, (przy którym zapewnione jest pasowanie ciasne w połączeniu - pole tolerancji otworu znajduje się pod polem tolerancji wału);
●przejściowy, (w którym można uzyskać zarówno szczelinę, jak i pasowanie z wciskiem - pola tolerancji otworu i wału nakładają się częściowo lub całkowicie).
W systemie otworów iw systemie szybowym z reguły stosuje się pasowania.
● spoczniki w systemie otworowym – spoczniki, w których powstają różne szczeliny i wciski poprzez połączenie różnych szybów z otworem głównym;
● podesty i układ szybowy - podesty, w których różne szczeliny i wciski uzyskuje się poprzez połączenie różnych otworów z szybem głównym.
Jeżeli elementy części z polami tolerancji otworu głównego i wału głównego są ze sobą połączone, pasowanie można przypisać zarówno jednemu, jak i drugiemu układowi.
Z uwagi na fakt, że przy zastosowaniu systemu wałków do wykonania i kontroli dokładnych otworów wymagana jest większa liczba specjalnych narzędzi skrawających i pomiarowych, w zdecydowanej większości przypadków stosuje się pasowania w systemie otworów.
Jednocześnie dla wszystkich lądowań dla danego rozmiaru nominalnego wykonuje się te same otwory i różne wały, które mają pewne dopuszczalne odchylenia dla każdego lądowania.
Podesty w systemie szybowym zwykle muszą być stosowane w dwóch przypadkach:
1) gdy przy tej samej średnicy wałka wymagane jest uzyskanie różnych pasowań dla kilku części o tej samej nominalnej wielkości otworu;
2) gdy część jest zamontowana na rolce lub w gnieździe, już przygotowana do zamontowania w układzie szybowym. Jednocześnie lądowanie wszystkich innych części zamontowanych na wale o tej samej średnicy musi być również wykonane w układzie szybowym.
W każdym połączeniu możliwe jest uzyskanie różnych szczelin lub wcisków w zależności od losowych rzeczywistych wymiarów wału i otworu w tolerancji. Im wyższe wymagania co do dokładności połączenia i pewności charakteru złącza, tym dokładniej muszą być wykonane części w nim zawarte, czyli tym mniejsze powinny być tolerancje wymiarów otworu i wału . Tolerancje dla rozmiarów do 500 mm określa się zgodnie z GOST 25346-82 w następujący sposób:
1. Cały zakres rozmiarów podzielony jest na przedziały (w mm) do 3, powyżej 3 do 6, powyżej 6 do 10 itd.
2. Tolerancja jest taka sama dla każdego rozmiaru nominalnego w przedziale i zależy od dokładności (jakości).
Przyjęto 19 kwalifikacji (01; 0; 1; 2, ... 16, 17). Do tworzenia różnych lądowań (połączeń o określonym charakterze kojarzenia części) w inżynierii mechanicznej i oprzyrządowaniu stosuje się kwalifikacje od 5 do 12. Cechy 14 ... 17 służą do ograniczania odchyleń niepasujących (wolnych) rozmiarów, kwalifikacje 01 ... 4 - do produkcji kalibrów.
GOST 25346-82 przewiduje 28 rodzajów podstawowych odchyleń (pozycje pola tolerancji względem linii zerowej) dla wałów i otworów. Wartość odchyleń podstawowych zależy od wielkości nominalnej i nie zależy od jakości (wartości tolerancji). Główne odchylenia są oznaczone literami alfabetu łacińskiego:
● dla otworów: A, B, C, CD, D, E, EF, FG, G, H, J, Js, K, M, N, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC;
● dla wałów: a, b, c, cd, d, e, ef, f, fg, g, h, j, js, k, m, n, p, r, s, t, u, v, x, y, z, za, zb, zc.
Część tych podstawowych odchyleń z jednym rozmiarem nominalnym dla kwalifikacji 6 i 9 pokazano na ryc. 6.10.
Główne odchylenia są obliczane zgodnie z metodologią opisaną przez GOST 25346-82 g, zgodnie z dwiema zasadami:
1) Zasadniczo główne odchylenia otworu i wału, oznaczone tą samą literą, muszą być na przykład symetryczne względem linii zerowej g I g(rys. 6.10);
2) Specjalną zasadą jest to, że dwa odpowiadające pasowania w układzie otworów i w układzie szybowym, w których otwór danej jakości jest połączony z szybem najbliższej dokładniejszej jakości (np. H7/n6 i N7/h6 ), muszą mieć takie same szczeliny i szczelność. Zasada obowiązuje dla odstępów wymiarowych powyżej 3 mm.
Na każdym rysunku roboczym wszystkie wymiary, które mają być wykonane zgodnie z tym dokumentem, muszą mieć wskazania dopuszczalnych odchyleń.
Odchylenia graniczne wymiarów są wskazywane na jeden z trzech sposobów (GOST 2.307-68):
1) w warunkowych wyznaczonych polach tolerancji zgodnie z GOST 25347-82 (na przykład 8 h 7; 5F 8; 12js 7);
2) wartości liczbowe odchyleń granicznych w milimetrach. Przy odchyleniach asymetrycznych są one oznaczone w następujący sposób: góra - u góry, dół - u dołu bezpośrednio po rozmiarze nominalnym czcionką mniejszą niż główna (na przykład 5 +0,03; ).
Przy odchyleniu symetrycznym jest to wskazane czcionką główną (na przykład 8 ± 0,007). Oznaczenia odchyleń muszą kończyć się cyfrą znaczącą, chyba że odchylenia górne i dolne mają różną liczbę miejsc po przecinku (na przykład );
3) łącząc pierwszą i drugą metodę, a wartości liczbowe odchyleń są zapisywane w nawiasach po symbolach (na przykład 8 h 7 (+0.015) ; 5F ; 12js 7 (±0,009).
Tam, gdzie to konieczne, rysunki montażowe wskazują, które pasowanie należy przeprowadzić w tej lub innej parze. W tym przypadku naklejany jest nominalny wymiar współpracujący, który jest taki sam dla obu współpracujących elementów (otwór i wałek), a zaraz za nim oznaczenia pól tolerancji dla każdego elementu, zaczynając od otworu, następują np.:
Lub 8 h 7-g 6 lub 8 h 7/g 6 .
●na rysunkach szczegółów 18 h 8; 18F 7;
●na rysunkach montażowych 18 h 8/F 7.
Dodatkowo należy podać wartości liczbowe dopuszczalnych odchyleń w następujących przypadkach:
● jeśli rozmiar nominalny nie mieści się w zakresie preferowanych liczb GOST 6636-69 * (na przykład 39 h 7 (+0.025));
● Dla wszystkich podstawowych tolerancji otworów z wyjątkiem h(na przykład, gdy spoczniki nie znajdują się w systemie otworów).
Na rysunku roboczym części wymiary fazowania, promienie zaokrąglenia i gięcia można podać bez tolerancji; szerokość i głębokość rowków dla wyjścia narzędzia; strefy o różnej chropowatości tej samej powierzchni; strefy obróbki cieplnej, powłoki, wykończenia, pofałdowania, nacięcia, średnice powierzchni pofałdowanych i naciętych, a także wymiary odniesienia (np. wielkość przedmiotu obrabianego, jeśli nie zmienia się zgodnie z tym rysunkiem).
Warto powiedzieć, że dla kilku rozmiarów o tej samej stosunkowo niskiej dokładności dopuszczalne odchylenia nie są ustawione przy każdym z nich, ale ogólny napis znajduje się na polu rysunku (patrz poniżej).
Rysunki montażowe powinny również wskazywać wartości nominalne i dopuszczalne odchylenia wymiarów wykonane zgodnie z tym dokumentem (na przykład wymiary określające względne położenie spawanych części lub wymiary uzyskane przez regulację) jak wszystkie wymiary łączące.
Wymiary gabarytowe na rysunkach montażowych podane są bez odchyłek granicznych.
Odchylenia graniczne wymiarów o nieokreślonych tolerancjach są określone przez normę GOST 25670-83, która dotyczy gładkich elementów części metalowych przetwarzanych przez cięcie i jest zalecana dla części metalowych przetwarzanych w inny sposób, jeśli tolerancje są określone w ogólnym zapisie.
Nieokreślone odchylenia graniczne wymiarów liniowych, z wyjątkiem promieni zaokrągleń i fazowań, można przypisać albo zgodnie z kwalifikacjami GOST 25346-82, albo zgodnie z klasami dokładności GOST 25670-83. Wartości liczbowe odchyleń granicznych według klas dokładności są ustalane przez zgrubne zaokrąglenie wartości liczbowych odchyleń według kwalifikacji. W tabeli. 6.17 pokazuje przybliżoną zgodność między klasami dokładności i kwalifikacjami.
Nieokreślone odchyłki graniczne promieni zaokrągleń, fazek i naroży ustalane są w zależności od klasy jakości lub dokładności nieokreślonych odchyłek granicznych wymiarów liniowych.
Tabela 6.17
Tabela 6.18
| Wymiary liniowe, promienie naroży i fazowania | rogi | ||||||
| Przedział wielkości, mm | Odchylenia graniczne, mm | Odstęp długości mniejszego boku narożnika | Ogranicz odchylenia | ||||
| wymiary liniowe | promienie zaokrągleń i fazek | ang. jednostki | mm na 100 mm długości | ||||
| ± | Minus T 2 | +T 2 | |||||
| 0,3 do 0,5 | - | - | - | ±0,1 | Do 10 | ±10 | 1,8± |
| Ponad 0,5 do 1 | ±0,1 | Minus 0,2 | +0.2 | ||||
| Powyżej 1 do 3 | ± 0,2 | ||||||
| Ponad 3 do 6 | ±0,1 | Minus 0,2 | +0.2 | ±0,3 | |||
| Ponad 6 do 10 | ± 0,2 | Minus 0,4 | +0.4 | ±0,5 | Ponad 10 do 40 | ±30" | ±0,9 |
| Powyżej 10 do 18 | |||||||
| Powyżej 18 do 30 | |||||||
| Ponad 30 do 50 | ±0,3 | Minus 0,6 | +0.6 | ±1 | Ponad 40 do 160 | ±20' | ±0,6 |
| Ponad 50 do 80 | |||||||
| Ponad 80 do 120 | |||||||
| Ponad 120 do 180 | ±0,5 | Minus | +1 | ±2 | Ponad 160 do 500 | ±10' | ±0,3 |
| Ponad 180 do 250 | |||||||
| Ponad 250 do 350 | |||||||
| Ponad 350 do 400 | ±0,8 | Minus 1,6 | +1.6 | ±1 | |||
| Ponad 400 do 500 |
W tabeli. 6.18 pokazuje wartości odchyleń granicznych wymiarów zgodnie z „średnią” klasą dokładności GOST 25670-83.
Przykład zalecanego ogólnego napisu na rysunkach projektów edukacyjnych: nieokreślone odchyłki graniczne wymiarów - wg h 14, n 14, ± T 2/2. Należy pamiętać, że takie rozwiązanie jest najbardziej uzasadnione dla wymiarów liniowych elementów uzyskanych poprzez cięcie. W przypadku większości dowolnych rozmiarów uzyskanych przez odlewanie, tłoczenie, prasowanie bardziej akceptowalne może być symetryczne ustawienie pola tolerancji dla wszystkich rozmiarów.
Po wielkości nominalnej na rysunkach symbole + T, minus T, oraz ± T/2 nie są ustawione. Jeżeli ogólny napis dla dużych tolerancji nie jest wykonany, to po rozmiarze nominalnym należy wskazać pole tolerancji dla kwalifikacji (na przykład 5 h czternaście). Dla wymiarów, które nie są związane z wałami lub otworami, w tym przypadku ustawiana jest tylko wartość liczbowa pola tolerancji klasy jakości lub dokładności przy układzie symetrycznym (na przykład 8 ± 0,18 lub 8 ± 0,2).
Tolerancje kształtu i położenia powierzchni. Podstawowe terminy i definicje podano w GOST 24642-81. Przedstawmy niektóre z nich.
Odchylenie kształtu - największa odległość od punktów powierzchni rzeczywistej (profilu) do powierzchni sąsiedniej (profilu) wzdłuż normalnej do powierzchni sąsiedniej (profilu).
Tolerancja formy - największa dopuszczalna wartość odchyłki formy.
Wspólna oś jest linią prostą, względem której największe odchylenie osi kilku rozpatrywanych powierzchni obrotowych na długości tych powierzchni ma wartość minimalną.
Odchylenie od równoległości płaszczyzn - różnica ∆ największej i najmniejszej odległości między płaszczyznami w obszarze znormalizowanym.
Odchylenie od płaszczyzny - największa odległość ∆ od punktów powierzchni rzeczywistej do sąsiedniej płaszczyzny w obrębie znormalizowanego obszaru.
Bicie promieniowe to różnica pomiędzy największą i najmniejszą odległością od punktów rzeczywistego profilu powierzchni obrotowej do osi podstawy w przekroju płaszczyzną prostopadłą do osi podstawy.
Bicie końcowe - różnica ∆ największej i najmniejszej odległości od punktów rzeczywistego profilu powierzchni czołowej do płaszczyzny prostopadłej do osi podstawy.
Odchylenie pozycyjne - największa odległość ∆ pomiędzy rzeczywistą lokalizacją elementu (jego środkiem, osią lub płaszczyzną symetrii) a jego nominalnym położeniem na obszarze znormalizowanym.
Tolerancja pozycji:
1) tolerancja w położeniu średnicowym - dwukrotność maksymalnej dopuszczalnej wartości odchylenia położenia elementu;
2) tolerancja w wyrażeniu promienia - największa dopuszczalna wartość odchylenia położenia elementu.
Zależna tolerancja położenia otworów gładkich - dla łączników - minimalna wartość tolerancji, ĸᴏᴛᴏᴩᴏᴇ, może być przekroczona przy wytwarzaniu wyrobów o wielkość odpowiadającą odchyleniu rzeczywistego wymiaru elementu w dół od największego dopuszczalnego wymiaru pręta i w górę od najmniejszego granicznego rozmiaru otworu.
Tolerancje kształtu i położenia powierzchni są przypisywane z reguły tylko wtedy, gdy odchylenia te powinny być mniejsze niż tolerancja rozmiaru liniowego. Gdy tolerancje kształtu i położenia nie są określone, zakłada się, że odchylenia mogą leżeć w granicach tolerancji rozmiaru liniowego.
Metody symbolizowania tolerancji kształtu i położenia powierzchni są brane pod uwagę przez normy ST SEV 368-76 i GOST 2.308-79.
Oznaki niektórych rodzajów tolerancji:
prostoliniowość -
płaskość
okrągłość O
cylindryczność /○/
równoległy //
Pozycyjny
prostopadłość ┴
przecięcia osi X
wyrównanie
koniec rytmu,
Bicie promieniowe
symetria ÷
Znak i wartość liczbową tolerancji oraz oznaczenie podstawy, z której dokonywany jest pomiar, wpisuje się w ramkę wykonaną za pomocą ciągłych cienkich linii lub linii o tej samej grubości z liczbami. Rama podzielona jest na dwa lub trzy pola. W pierwszym z nich podaje się znak tolerancji, w drugim - wartość tolerancji w milimetrach, w trzecim (jeśli jest to niezwykle ważne) - oznaczenie literowe podstawy (podstaw), jeśli rama nie jest połączona z poczerniałymi trójkąt przylegający do podstawy.
Na ryc. 6.11 pokazuje najprostsze przypadki wyznaczania tolerancji. Znak α wskazuje, że tolerancja jest zależna. Wysokość znaków w ramkach i zaczernionych trójkątach równobocznych jest równa wysokości liczb wymiarowych. Szerokość oprawki jest dwukrotnie większa od wysokości szpilki.
Przy wykonywaniu otworów na łączniki odległość między osiami rzeczywistych otworów w łączonych częściach, jak każdy inny wymiar liniowy, nie może być równa wielkości nominalnej. Podczas montażu części otwory te nie są całkowicie wyrównane. Jeżeli odchylenie odległości środka od Wartość nominalna minimum, wówczas uzyskuje się jak najściślejsze dopasowanie łączonych otworów iw powstałej szczelinie umieszcza się pręt mocujący (śruby, kołki, nity itp.) z wymaganym luzem.
GOST 14140-81 określa metodologię określania tolerancji położenia T w ujęciu średnicowym, tj. dwukrotność maksymalnej dopuszczalnej odległości między rzeczywistym położeniem osi otworu a jego położeniem nominalnym. Zawiera tabele, według których na podstawie wartości tej tolerancji można ustawić dopuszczalne odchyłki wymiarów koordynujących osie otworów.
Ryż. 6.11
Chropowatość powierzchni. Dowolna powierzchnia ciało stałe, bez względu na to, jak starannie i bez względu na to, jaką metodą zostanie wykonana, ma mikro-chropowatość. Nieregularności tych nie należy mylić z makronierównościami, które tworzą falistość i zniekształcenie kształtu powierzchni (np. odchylenie od płaskości, walcowatość itp.).
Przy wzroście dziesiątki i setki razy profil przekroju (np. normalny do powierzchni nominalnej określonej w dokumentacji technicznej) przedstawiany jest w postaci podobnej do pokazanej na rys. 6.12.
długość podstawy L służy do podkreślania nierówności, które charakteryzują chropowatość powierzchni. W obrębie podstawy długości L odchylenie standardowe profilu do linii środkowej jest minimalne; tak– odchylenie profilu; na p- wysokość występu profilu, V to głębokość wgłębienia profilu.
Chropowatość powierzchni ocenia się na podstawie wielkości i kształtu mikronierówności w przekroju normalnym (GOST 25142-82).
Pomiary dokonywane są na długości podstawy L wybrane zgodnie z określoną metodologią. GOST 2789-73 * ustala kilka parametrów chropowatości, z których najczęściej stosuje się Rz I Ra.
Wysokość nierówności profilu o dziesięć punktów Rz- średnia wartość bezwzględna sum wysokości pięciu największych występów profilu i głębokości pięciu największych zagłębień profilu w obrębie długości podstawy (patrz rys. 6.12):
Odchylenie profilu średniej arytmetycznej Ra– średnia arytmetyczna z wartości bezwzględnych odchyłek profilu w obrębie długości podstawowej:
Ra= lub w przybliżeniu Ra = .
W projektach szkoleniowych, jeśli nie ma dla nich specjalnych wymagań, zaleca się ograniczenie do wskazania tylko jednego z tych dwóch parametrów chropowatości powierzchni i tylko ich wartości maksymalnych dla każdej z 14 klas chropowatości zgodnie z GOST 2789-73 * , patrz tabela. 6.11 (symbol Ra pominięte w notacji).
Chropowatość jest przypisywana w zależności od wymagań dotyczących połączenia lub dla wygląd części lub z wybranego procesu technologicznego formowania powierzchni. Dla wszystkich powierzchni wykonanych zgodnie z tym rysunkiem należy wskazać chropowatość. W oznaczeniach chropowatości powierzchni stosuje się znaki trzech typów:
√ - gdy nie określono sposobu uzyskania powierzchni (preferowany znak);
√ - gdy powstaje przez usunięcie warstwy materiału;
√ - gdy powierzchnia jest uzyskiwana bez usunięcia warstwy materiału lub gdy powierzchnia ta nie jest ukształtowana zgodnie z tym rysunkiem.
Wymiary znaku są wskazane w następujący sposób:
gdzie h- wysokość cyfr numerów wymiarowych na rysunku, h = 1.5 h. Znak umieszcza się punktem na wyznaczonej powierzchni na zewnątrz na materiale lub (również) na linii pomocniczej od tej powierzchni. Parametr i jego wartość określa się zgodnie z rys. 6.13, a, b.
Tabela 6.19
| Klasa szorstkości | Maksymalna wartość parametru zgodnie z GOST 2789-73 * |
| Rz 320 | |
| Rz 160 | |
| Rz 80 | |
| Rz 40 | |
| Rz 20 | |
| 2.5 | |
| 1.25 | |
| 0.63 | |
| 0.32 | |
| 0.16 | |
| 0.08 | |
| 0.04 | |
| Rz 0.1 | |
| Rz 0.05 |
Jeśli duża liczba powierzchni ma tę samą chropowatość, to w prawym górnym rogu rysunku oznaczenie podobne do pokazanego na ryc. 6.13, D. Oznacza to, że powierzchnie, dla których chropowatość nie jest wskazana na rysunku, nie powinny być bardziej chropowate. Rz 40.
W przypadku małych otworów chropowatość zaznacza się na linii pomiarowej (patrz również rys. 6.13).
Oznaczenie chropowatości jest szczegółowo określone w GOST 2.309-85.
a B C
Ryż. 6.13
Zalecenia dotyczące doboru pasowań, pól tolerancji i chropowatości powierzchni. W dużej mierze zapewniona jest wysoka jakość i niezawodność całego produktu oraz każdej jego części właściwy wybór tolerancje wykonania i chropowatości powierzchni części.
Aby uzyskać taką lub inną jakość powierzchni, która zapewnia na przykład niezbędne właściwości sprzężenia części, stosuje się różne procesy technologiczne. W tabeli. 6.20 pokazuje możliwości procesów kształtowania zarówno niesprzężonych, jak i współpracujących powierzchni części metalowych. Przy łączeniu dwóch części stosuje się podstawowe odchylenia od ALE(ale) zanim g(g) umożliwia lądowanie z przerwą, od J(J) zanim n(n) - przejściowy od P(P) zanim Z(x) z napięciem. Aby zmniejszyć złożoność i koszt produktów w przedsiębiorstwach, liczba stosowanych lądowań jest ograniczona. W produkcji metalowych części sprzętu elektronicznego do połączeń stałych, pasowanie z wciskiem, takie jak h 7/r6, h 8/s7, do części z włókna szklanego - h 8/ty 8. Warto wspomnieć, że do połączeń stałych części z tworzyw sztucznych zaleca się stosować tylko pasowania przejściowe tego typu h 8/do 8, h 9/do 9, h 10/do 10. Nie zaleca się lądowań grubszych niż 11 klasa.
Tabela 6.20
| Proces technologiczny | Dokładność wymiarów liniowych, kwalifikacje | Chropowatość | ||||
| zwyczajny | zwiększony | |||||
| Odlew | w formach piaskowych | Rz 160 | ||||
| Modele traconego wosku | Rz 20 | |||||
| W chłodnej formie | Rz 40 | |||||
| Pod presją | Rz 20 | |||||
| tłoczenie na zimno | wyrąb | Średnice | Rz 40 | |||
| Długości | ||||||
| półki | ||||||
| Z zamiataniem | 2,5 | |||||
| pochylenie się | ± T 3 */2 | ± T 2 */2 | ||||
| Obrócenie | 12…14 | Rz 20…0,63 | ||||
| Przemiał | 12…14 | Rz 40…0,63 | ||||
| Cięcie zapasów | szlifowanie | 2,5…0,16 | ||||
| wiercenie | Rz 40 | |||||
| Zastosowanie | 0,63 | |||||
| Wytaczanie otworów | ||||||
| Tolerancja kształtu i położenia, mm | ||||||
| Płaskie powierzchnie odniesienia | 0,05…0,03 // 0,1…0,02 ┴ 0,1…0,05 na 100 mm | 2,5 | ||||
* Na rysunku wskaż wartość liczbową.
Wszystkie współpracujące powierzchnie metalowe muszą mieć chropowatość nie większą niż klasa 6 ( Ra 2.5); niepasujące w pakietach mikroukłady i inne produkty półprzewodnikowe zwykle mają klasę 5 ( Rx 20). W miejscu kontaktu ze szkłem powierzchnia metalowa musi mieć 5-7 klasę czystości ( Rz 20 … - Ra 1.25).
Chropowatość szkła to zwykle 25 mikronów (piąta klasa a dokładniej), chropowatość części plastikowych to 6-9 klas. Części ceramiczne i cermetalowe po spiekaniu mają wymiary z tolerancjami 10-12 stopni i chropowatością powierzchni Ra 2,5.
W produkcji urządzeń półprzewodnikowych i mikroukładów kładzie się wysokie wymagania na czystość powierzchni podkładek stykowych do podłączania przewodów (musi to być co najmniej 8 - 9 klasa ( Ra 0,63...0,32) a szczególnie wysoka - do czystości powierzchni podłoży, która po polerowaniu powinna odpowiadać 14 klasie ( Rz 0.05).
W przypadkach o ekstremalnym znaczeniu produkcyjnym rysunki określają tolerancje kształtu i położenia powierzchni, które są częścią tolerancji wymiarowej: przy normalnej dokładności spoiny „60%; w połączeniach o podwyższonej dokładności „40%; w stawach precyzyjnych „25%. Dla powierzchni cylindrycznych tolerancja kształtu ogranicza odchylenia promienia i dlatego wynosi odpowiednio 30, 20 i 12% tolerancji rozmiaru.
Pytania postawione na wykładzie:6.1 Podstawowe pojęcia
6.2 System tolerancji dla gładkich wiązań cylindrycznych
6.3 Oznaczenie pól tolerancji i zalecenia dotyczące wyboru
kwalifikacje
6.4 Odchylenia graniczne na rysunkach
6.5 O tolerancjach zależnych
6.7 Tolerancje dla gwintów metrycznych
6.8 Lokalizacja pól tolerancji, stopnie dokładności i ich
oznaczenia
6.9 Pola tolerancji
6.10 Tolerancje dla kół zębatych walcowych
6.1 Podstawowe pojęcia
Wymienność umożliwia całkowitą wymianęczęści i zespoły przez wszelkie podobne części i zespoły, nie
naruszanie warunków pracy maszyny lub urządzenia, mechanizmu itp.
Pełna wymienność zapewnia montaż mechanizmów
i sprzęt bez żadnych operacji udoskonalania, regulacji
lub regulacja szczegółów (tj. dla wszystkich określonych parametrów).
Z pełną wymiennością, poszczególne części lub zespoły
przyjeżdżają na linie montażowe, z których wykończone
produkty. Niepełna zamienność, gdy dla jednostki
parametry, części i zespoły nie są wymienne.
Ujednolicony międzynarodowy system tolerancji i lądowań jest
warunek bezpieczeństwa:
wymienność części, zespołów i maszyn;
jednolite wykonanie dokumentacji technicznej;
jedna flota narzędzi, kalibrów i innych wymiarów
wyposażenie technologiczne. Na obróbka skrawaniem partie części jednorodnych
niemożliwe do uzyskania dokładnie tego samego rozmiaru.
Każdy przedmiot będzie miał wymiary nieco inne niż
inne.
Przyczyny odchylenia rozmiaru są różne. Zależą od
jakość materiału, zużycie narzędzi i osprzętu,
warunki mocowania w oprawie, wahania temperatury podczas
przetwarzanie itp.
Odchylenie wymiarowe jest bardzo ważne
łączenie części ze sobą. Dzięki nowoczesnej technologii,
kiedy w produkcji mechanizmów i urządzeń szeroko,
stosowane jest przenoszenie produkcji, części współpracujące
muszą być połączone ze sobą bez dodatkowych
przetwarzanie i układanie ich na moście.
Nieuniknione wahania wielkości i inny charakter
połączenia są podsumowane w jednym systemie tolerancji i lądowań.
6.2 System tolerancji dla gładkich wiązań cylindrycznych
Główne systemy to dwa systemy lądowania: systemotwory i system szybowy.
System otworów charakteryzuje się tym, że w nim dla wszystkich
lądowania o tej samej jakości dokładności, o których mowa;
i ta sama średnica nominalna, limit rozmiarów otworów
pozostają stałe i osiągane są różne lądowania
odpowiednia zmiana wymiarów granicznych wału.
Nominalny rozmiar połączenia jest najmniejszy
limit rozmiaru otworu.
System szybowy charakteryzuje się tym, że w nim na wszystkie lądowania
o tej samej jakości dokładności, o której mowa w tym samym
przy tej samej średnicy nominalnej pozostają wymiary graniczne wału
stały i uzyskuje się inny charakter połączenia
odpowiednia zmiana wymiarów granicznych otworu.
Nominalny rozmiar połączenia jest największy
limit rozmiaru wału. We wszystkich standardowych lądowaniach systemu
odchylenie dna otworu wynosi zero. Wykonanie połączeń w systemie otworów jest bardziej ekonomiczne niż w
układ wałków, ilość wierteł, rozwiertaków i
przeciągacze, więc ten system otrzymał w inżynierii mechanicznej
dominująca dystrybucja.
System szybowy jest stosowany tylko w przypadkach, gdy szyb jest
gotowy produkt, ze względów technologicznych.
Aby uzyskać wymienne części, konieczne jest, aby
odchylenia ich wymiarów mieściły się w granicach wskazanych na rysunku.
Rozmiar nominalny jest głównym rozmiarem obliczeniowym (ryc. 6.1).
Ryż. 6.2 - schemat połączeń 6.3 - schemat połączeń z przerwą. z pociągnięciem.
Rzeczywisty rozmiar to ten, któryuzyskane przez bezpośredni pomiar.
Rozmiary graniczne nazywane są rozmiarami, pomiędzy
które mogą się zmieniać w rzeczywistym rozmiarze. Jeden z
z nich nazywa się największym limitem rozmiaru, drugi -
najmniej.
Tolerancja to różnica między największym a
najmniejsze granice.
Górne odchylenie to różnica między największymi
oraz rozmiar i rozmiar nominalny.
Dolne odchylenie to różnica między najmniejszym
rozmiar graniczny i rozmiar nominalny.
Luka jest dodatnią różnicą między średnicą
otwór i wał, tworząc wolność ich krewnych
ruchy (ryc. 6.2)
Największa luka to różnica między największymi
ograniczyć rozmiar otworu i najmniejszy limit
rozmiar wału. Najmniejsza przerwa to różnica między najmniejszą
limit rozmiaru otworu i największy limit
rozmiar wału.
Napięcie wstępne to ujemna różnica między średnicą
średnica otworu i wału przed montażem, tworzenie po montażu
połączenia stałe (rysunek 6.3).
Największą (w wartości bezwzględnej) ingerencję nazywa się
różnica między najmniejszym limitem rozmiaru otworu a
największy rozmiar wału.
Najmniejsza (w wartości bezwzględnej) interferencja nazywa się
różnica między największym limitem rozmiaru otworu a
najmniejszy rozmiar wału.
Obie części łączące mają nominalny rozmiar wału i otworu
powinno być takie samo. Nazywa się to rozmiarem nominalnym.
znajomości.
Lądowanie określa charakter połączenia dwóch wstawionych w
inne szczegóły i zapewnia do pewnego stopnia ze względu na:
różnica w rzeczywistych wymiarach części, swoboda ich krewnych
ruch lub siłę ich stałego połączenia. Z kolei każdy z systemów podzielony jest na kwalifikacje.
Liczba kwalifikacji różni się w zależności od zakresu
rozmiary nominalne.
Jakość - zestaw tolerancji odpowiadający
ten sam stopień dokładności dla wszystkich rozmiarów nominalnych.
Selekcje pól tolerancji dla elementów współpracujących są ustawione
różne dla trzech zakresów wielkości nominalnych.
Poniżej znajdują się akceptowane zakresy rozmiarów i odpowiadające im
ich kwalifikacje.
Dla rozmiarów:
a) małe - do 1 mm, akceptowanych jest 15 kwalifikacji od 01, 0, 1, 2, ... 13.
b) średnie - od 1 do 500 mm 19 kwalifikacji są akceptowane
od 01, 0, 1, 2, …17.
c) duże - powyżej 500 mm 19 kwalifikacji są akceptowane
od 01, 0, 1, 2, …17.
Wszystkie rozmiary od 1 do 500 mm podzielone są na 12 przedziałów. W
tolerancje i odchylenia każdego przedziału dla wszystkich rozmiarów są akceptowane
to samo. Oblicza się je ze średniej średnicy dla danego
interwał. Dla pasowań z wciskiem stosuje się odstępy od 17 do 19. Ten
zrobione tak, aby nie uzyskać ekstremalnych rozmiarów przedziału
zbyt duże napięcie. Aby zapobiec nieuzasadnionej różnorodności tolerancji
i nasadzeń oraz poprawić wyniki ekonomiczne
ustawiona jest następująca sekwencja wyboru pól
tolerancje:
1. Najpierw zastosuj preferowane marginesy
tolerancje;
2. jeśli niemożliwe jest zapewnienie konstruktywnego i
wymagania technologiczne ze względu na preferowane dziedziny
tolerancje, inne pola tolerancji z głównych
wybór;
3. w indywidualnych, uzasadnionych technicznie przypadkach, jeżeli:
zastosowanie pól tolerancji głównej selekcji nie może
spełnić wymagania produktu
dozwolone są dodatkowe pola tolerancji.
W szczególności rzędy pól tolerancji głównej selekcji
preferowane, dobrze dostosowane do zaleceń ISO
1829 – 70.Wszystko pasuje, zarówno w systemie otworów, jak i w systemie szybowym
dzielą się na trzy grupy:
lądowanie z luką, które charakteryzują się obecnością między
gwarantowane powierzchnie współpracujące (najmniejsze)
luka, dająca możliwość względnego
ruchome części. Ta grupa obejmuje również przesuwne
lądowania, na których najmniejsza przerwa wynosi zero;
pasowanie z wciskiem, charakteryzujące się obecnością pomiędzy
łączenie powierzchni przed montażem gwarantowane
(najmniejsza) szczelność, która zapobiega względnemu
ruchome części po montażu;
lądowania przejściowe, umożliwiające zarówno luki, jak i szczelność.
Lądowanie przejściowe to lądowanie, w którym możesz:
uzyskaj zarówno prześwit, jak i napięcie wstępne. Przeznaczone są do
stałe, ale odłączane połączenia i zapewniają
dobre centrowanie współpracujących części.
Lista i oznaczenia wszystkich lądowań akceptowanych w różnych
kwalifikacje, patrz STSEV 144 - 75, STSEV 145 - 75 lub
literatura referencyjna. 6.3 Oznaczenie pól tolerancji i zalecenia dotyczące wyboru
kwalifikacje
Położenie pola tolerancji względem linii zerowej,
w zależności od wielkości nominalnej, oznaczanej w systemie ISO
litery alfabetu łacińskiego: duże dla dziury i
małe litery na wał.
Oznaczono pole tolerancji otworu głównego w systemie ISO
literę H, a wał główny h. Pola tolerancji wałów j, j, k, m, n i
otwory J, J, K, M, N są zaprojektowane tak, aby tworzyć główne
lądowania przejściowe.
Do projektanta przy wyborze jakości połączenia i rodzaju podestu
Potrzebuję wiedzieć:
konieczny charakter koniugacji;
warunki pracy: drgania, żywotność, wahania
temperatura itp.;
zapewnienie wymienności;
Koszt produkcji. Gatunki 01, 0, 1 przeznaczone są do płytek wzorcowych.
Gatunki od 2 do 4 - dla bardzo precyzyjnych produktów.
W kwalifikacjach od 5 do 13 podane są tolerancje dla krycia
rozmiary części.
Cechy od 12 do 17 mają zastosowanie do nieskoniugowanych
rozmiary części.
Nie wszystkie obrzydliwe
kwalifikacje (w przedziale od 12 do 17). Po pierwsze
zaleca się rozważenie ograniczenia
odchylenia graniczne dla kwalifikacji 12, 14 i 16.
Tolerancje dla 13, 15 i 17 kwalifikacji w praktyce zagranicznej
jest wybierana rzadziej, podobnie jak w naszej branży.
W przypadku nieodpowiedzialnych niepasujących rozmiarów zaleca się
zaakceptuj następujący układ pól tolerancji:
dla otworów - plus (oznaczony literą H);
dla wałów - minus (oznaczony literą h);
dla rozmiarów niezwiązanych z otworami i wałami -
symetryczny (oznaczony przez JT/2 lub t/2).
6.4 Odchylenia graniczne na rysunkach
Można określić odchylenia graniczne wymiarów liniowychna rysunkach na jeden z trzech sposobów:
1. symbole pól tolerancji według STSEV 145 - 75,
na przykład 18H7, 12e8;
2. wartości liczbowe odchyleń granicznych, na przykład 18,
12 ;
3. symbole pól tolerancji ze wskazaniem po prawej stronie
w nawiasie wartości liczbowe odchyleń granicznych,
np. 18H7(0,018), 12e8().
Wybór takiej lub innej metody stosowania limitu
odchylenia mogą być ograniczone w zakresie regulacyjnym i technicznym
dokumenty branżowe.
Należy wskazać graniczne odchylenia wymiarów
bezpośrednio po wymiarach nominalnych. Ogólny zapis maksymalnych odchyłek wymiarów z
nieokreślone tolerancje muszą zawierać warunkowe
oznaczenie odchyłek granicznych wymiarów liniowych w
zgodnie z GOST 23346 - 82 (dla odchyleń w kwalifikacjach)
lub zgodnie z GOST 25670 - 83 (dla odchyleń według klas dokładności).
Symetryczne odchylenia graniczne przypisane zgodnie z
kwalifikacje należy oznaczyć JT/2 z numerem
jakość.
Oznaczenia jednostronnych odchyleń granicznych dla
kwalifikacje nadawane tylko dla okrągłych otworów i wałków
uzupełniony znakiem średnicy ().
Przykłady ogólnych zapisów odpowiadających opcjom GOST
25670 - 83 dla 14 klas jakości lub dokładności podano w
stół.
Notatka. Dopuszcza się zapis o nieokreślonym limicie
odchyłki wymiarowe uzupełnić słowami objaśniającymi,
na przykład:
„Nieokreślone odchyłki graniczne wymiarów: H14, h14, t /2”.
Przykład symbolu tolerancji i pasowań na rysunkach w układzie otworów i wałów pokazano na rys. 6.4. Górny
oznaczenie odnosi się do systemu otworów, dolny symbol odnosi się do systemuwał.
Dwa otwory nie Jeden lub więcej otworów połączonych z podstawami połączonymi z podstawami
Dwie dziury sąpowiązany z bazą
Numer wariantu
1
2
3
Jedna lub więcej dziur
związane z bazą
Przykład nagrywania warunkowego
oznaczenia
H14, h14, t/2 lub H14, h14, JT14/2
+t, –t, t/2
t /2 lub JT14/2
Ryż. 6.6 - Trzy lub więcej otworów nie połączonych z podstawami
6.5 O tolerancjach zależnych
Zależna jest tolerancja lokalizacji, której wartośćzależy nie tylko od określonego odchylenia granicznego, ale także od
rzeczywiste wymiary rozpatrywanych powierzchni.
Innymi słowy, zależne tolerancje lokalizacji są związane z
szczeliny między współpracującymi powierzchniami. Konstruktor
wymagane jest umieszczenie na rysunku wartości minimalnych
tolerancje odpowiadające najmniejszym możliwym odstępom
(patrz rysunek 6.5).
6.6 Oznaczenia odchyłek kształtu i położenia powierzchni
Na symbol dane tolerancjikształty i układy powierzchni są wskazane w:
rama prostokątna, podzielona na dwie lub trzy części w
które są umieszczone:
w pierwszym - znak odchylenia;
w drugim - maksymalne odchylenie w milimetrach;
w trzecim - oznaczenie literowe podstawy lub inne
powierzchnia, której dotyczy odchylenie lokalizacji;
jeśli jest kilka baz, wprowadź wszystkie ich oznaczenia.
Wysokość ramki powinna przekraczać wielkość czcionki o 2–3 mm.
Niedopuszczalne jest przekraczanie ramy żadnymi liniami. rama
umieszczone poziomo. Podstawa normalizacji i odchylenia ilościowego
kształt i układ powierzchni to podstawa
sąsiednie linie proste, powierzchnie i profile.
Powierzchnia nominalna to powierzchnia idealna,
których wymiary i kształt odpowiadają określonym
wymiary nominalne i kształt nominalny.
Przylegająca powierzchnia - powierzchnia, która ma
kształt nominalnej powierzchni stykającej się z
prawdziwa powierzchnia i znajdująca się na zewnątrz
materiał części, aby odchylenie od jego najbardziej
zdalny punkt do rzeczywistej powierzchni w obrębie
znormalizowany obszar miał wartość minimalną.
Do pomiaru odchyłek kształtu sąsiednich
powierzchnie zastosuj powierzchnie kontrolne
płytki, linijki, sprawdziany.
Odchylenie kształtu to odchylenie kształtu rzeczywistego
element z postaci nominalnej, oszacowany
największa odległość od punktów rzeczywistego elementu
normalny do sąsiedniego elementu. Tolerancja kształtu to największa wartość odchylenia
kształt, czyli największa odległość od punktów rzeczywistych
powierzchni do przylegającej powierzchni wzdłuż normalnej.
Odchylenie powierzchni wynosi
odchylenie rzeczywistej lokalizacji elementu
rozważana powierzchnia, oś lub płaszczyzna
symetria od położenia nominalnego.
Aby ocenić dokładność lokalizacji powierzchni
przypisać bazę.
Baza to powierzchnia, jej tworząca lub punkt,
definiowanie powiązania części z płaszczyzną lub osią,
względem których określone są tolerancje lokalizacji.
Jeśli podstawa jest powierzchnią obrotową lub nitką,
wtedy oś jest traktowana jako podstawa.
Tolerancja lokalizacji to granica, która ogranicza
dopuszczalna wartość odchyleń lokalizacji
powierzchnie. Wartości liczbowe odchyleń kształtu i położenia
powierzchnie są wybierane zgodnie z GOST 24643-81. Zainstalowane 16
stopnie dokładności kształtu i rozmieszczenia powierzchni.
Chropowatość powierzchni
Powierzchnie uzyskane przez obróbkę na cięciu metali
maszyn lub w inny sposób mają naprzemienne występy i
zagłębienia o różnych wysokościach i kształtach oraz stosunkowo niewielkie
wymiary w wysokości i rozstawie. Chropowatość powierzchni w
w połączeniu z innymi cechami określa stan
powierzchni i jest, wraz z dokładnością formy, jednym z
podstawowe cechy geometryczne jakości powierzchni
Chropowatość powierzchni to zbiór nierówności
długość podstawy. Chropowatość powierzchni to zbiór nierówności
powierzchnie ze stosunkowo małymi krokami w obrębie
długość podstawy.
Chropowatość powierzchni niezależnie od materiału i metody
produkcja może być oceniana przez jednego lub więcej
parametry:
Ra - odchylenie średniej arytmetycznej,
Rz jest wysokością nierówności profilu o 10 punktów (5
występy i 5 zagłębień),
Rmax to maksymalna wysokość nierówności,
Smin - średni krok nieprawidłowości,
S to średni krok lokalnych występów,
tp to względna długość odniesienia profilu.
Parametr Ra reprezentuje najbardziej kompletną informację, it
jest głównym z parametrów wysokości chropowatości
i jest przypisany do wszystkich sprzężonych i czysto przetworzonych
niesąsiadujące powierzchnie części. Wymagania dotyczące chropowatości powierzchni są określone przez
określenie parametru chropowatości (lub kilku
parametrów), jego wartość liczbową (największą,
najmniejszy, nominalny), a także, w razie potrzeby,
długość podstawy i kierunek nierówności.
Według GOST 2.309-73 (z poprawką nr 3 z 2002 r.)
chropowatość powierzchni jest wskazana na rysunku dla wszystkich
powierzchnie części, które są wykonywane zgodnie z tym rysunkiem.
6.7 Tolerancje dla gwintów metrycznych
Obowiązują tolerancje dla gwintów metrycznych zgodnie z GOST 16093 - 70do gwintów metrycznych o średnicach 1 - 600 mm z profilem i
podstawowe wymiary według GOST 9150 - 59.
Norma ustala graniczne odchylenia gwintów w
przesuwne lądowania z lukami.
6.8 Lokalizacja pól tolerancji, stopnie dokładności i ich
oznaczenia Położenie pól tolerancji gwintu w stosunku do nominalnego
profil jest określony przez odchylenie główne - górne dla śrub i
dno - na orzechy.
GOST został opracowany z uwzględnieniem zaleceń ISO R965 i CMEA RS2272 - 69.
Ustalone są następujące serie podstawowych relacji, oznaczone:
litery alfabetu łacińskiego (małe - za śrubę i wielkie - za
nakrętki): dla gwintów śrubowych - h, g, e, d; do gwintów nakrętek - H, G.
Ustalone są następujące stopnie wytrzymałości, które określają tolerancje
średnice gwintów śrub i nakrętek i oznaczone cyframi:
Średnice śrub:
stopień dokładności
zewnętrzny
4; 6;
8;
środkowy
4; 6;
7; 8
Średnice nakrętek:
stopień dokładności
wnętrze
5;
6; 7;
środkowy
4; 5;
6; 7.
Oznaczenie pola tolerancji średnicy gwintu składa się z liczby,
wskazujący stopień dokładności oraz literę oznaczającą główny
odchylenie.
Na przykład: 6h, 6g, 6h. Oznaczenie pola tolerancji gwintu składa się z oznaczenia pola
tolerancja średniej średnicy umieszczonej na pierwszym miejscu, oraz
oznaczenie pola tolerancji średnicy zewnętrznej dla śrub i
wewnętrzny - do nakrętek.
Na przykład: Jeżeli oznaczenie pola tolerancji średnicy na wierzchołkach gwintu
pokrywają się z oznaczeniem pola tolerancji średniej średnicy, to jest w
powtarza się oznaczenie pola tolerancji dla gwintu HC.
Na przykład:
Oznaczenie tolerancji gwintu jest zgodne z oznaczeniem rozmiaru
wątki.
Przykłady oznaczenia pól tolerancji:
gwinty grubozwojne - śruby M12 - 6g; nakrętki M12 - 6H;
gwinty drobnozwojne - śruby M12 1 - 6g; nakrętki M12 1 - 6H;
śruby z obowiązkowym zaokrągleniem wnęki - M12 - g - R.
Okucia części gwintowanych są oznaczone ułamkiem, w liczniku którego
wskazać oznaczenie pola tolerancji nakrętki, aw mianowniku -
oznaczenie pola tolerancji śrub.
Na przykład: M12 - 6H / 6g; M12 1 - 6H / 6g.
6.9 Pola tolerancji
Pola tolerancji gwintuKlasa dokładności
dokładny
śruby
orzechy
4h
4H5H
środkowy
6h; 6g;6e; 6d
5H6H; 6H; 6G
Zgodnie z wymaganiami dotyczącymi dokładności gwintu
połączenia, pola tolerancji dla śrub i nakrętek ustalane są w trzech klasach dokładności:
drobne, średnie i grube.
Zalecenie ISO R965 zawiera następujące wskazówki dotyczące wyboru klas
Precyzja:
klasa "precyzyjna" - dla gwintów precyzyjnych, gdy minimum
fluktuacja charakteru lądowania;
klasa „średnia” - do ogólnego użytku;
klasa "surowa" - dla przypadków, w których może wystąpić produkcja
trudności np. przy gwintowaniu w prętach gorącowalcowanych lub w długich
ślepe otwory.
W uzasadnionych przypadkach dopuszcza się stosowanie pól tolerancji, które:
utworzony przez kombinację pól tolerancji o różnych klasach dokładności średnio
średnica i średnica występów (zewnętrzna średnica śrub lub wewnętrzna)
średnica nakrętki). Na przykład: dla śrub - 4h 6h; 8h 6h; 8g 6g; dla nakrętek - 5H, 7H6H.
6.10 Tolerancje dla kół zębatych walcowych
Dokładność wykonania przekładni jest regulowanaodpowiednie GOST zapewniające ich
szacunki z dwudziestoma stopniami dokładności i dla każdego z nich
ustalone standardy dokładności kinematycznej, gładkości
praca i kontakt zębów kół i kół zębatych.
Najdokładniejsze stopnie 1–3 są obiecujące i
klasy 11 i 12 dotyczą kół zębatych zgrubnych i tolerancji w
nie określono najdłuższego czasu.
Normy dokładności kinematycznej określają wartość sumy
błąd kąta obrotu napędzanego koła zębatego
za jedną rewolucję lidera.
Zasady płynnej pracy koła określają wartość
składowe błędu całkowitego kąta obrotu slave
bieg, powtarzany wiele razy w jednym obrocie.
Normy kontaktu zębów określają kompletność dopasowania bocznego
powierzchnie współpracujących zębów kół w trakcie ruchu
zęby przekładni. Normy luzów bocznych w przekładniach z nieregulowanym
odległości między środkami (w przypadku nieobecności)
selektory i kompensatory luzu) określają wartości
martwe ruchy.
Koła zębate mechanizmów przekładni muszą mieć 7
(do V=10 m/s) lub 7. (do V=6 m/s) stopień dokładności. Na
zwiększone wymagania dotyczące dokładności ruchu
koła są wykonane z 6 stopniem dokładności.
Do kół zębatych walcowych zgodnie z STSEV 642 - 77 (przy m<1 мм)
ustala się pięć typów wiązań: H, G, F, E i D,
określenie wartości gwarantowanego prześwitu bocznego j min
(rys. 6a) i cztery rodzaje tolerancji dla niego T, wskazane w
rosnąco h, g, f, e. Tolerancja e jest używana do
koledzy E i D.
STSEV 641 - 77 (przy m 1 mm) ustala sześć typów
wiązania: H, E, D, C, B, A (rysunek 6, b) i osiem typów
tolerancje luzu bocznego T: h, d, c, b, a, x, y, z.
Ryż. 6.6 - Rodzaje interfejsów i wartość gwarantowanych prześwitów bocznych w przekładni przy m<1 мм(а) и m>1 mm (b).
Ryż. 6.6 - Rodzaje koniugacji i wartości gwarantowanychluzy boczne w skrzyni biegów przy m<1 мм(а) и m>1 mm (b). Połączenie H ma gwarantowany luz boczny j min = 0.
Błędy w produkcji kół zębatych i kół zębatych zależą od
określony stopień dokładności. Prześwit boczny jest określony
rodzaj koniugacji zgodnie z normami dla każdego typu.
Koła zębate z modułem m<1 и нерегулируемым расположением осей,
posiadający 7 stopień dokładności, zgodnie ze wszystkimi trzema normami z
koła są oznaczone następująco: 7– G (STSEV 642 –
77); przy m 1 mm, ten sam stopień dokładności i koniugacji D: 7 - D (STSEV
641 – 77).
W przekładniach, które wykorzystują różne materiały korpusu
i koła zębate i pracujące ze znacznymi wibracjami
temperatury, wymagane są interfejsy z gwarantowanym prześwitem,
wykluczenie zacinania się transmisji ze spadkiem w centrum
odległości.
Do kół zębatych o stabilnym reżimie temperaturowym, z
ten sam współczynnik temperaturowy rozszerzalności liniowej
obudowa i koła zębate, użyj interfejsu H.
Na biegach wstecznych obecność luzu bocznego powoduje błąd
ruch napędzanego koła, a także pojawienie się dodatkowego
obciążenia dynamiczne, co często jest niepożądane.
Wymiary na rysunkach
Wstęp
W środowisku masowej produkcji ważne jest, aby: wymienność te same szczegóły. Wymienność pozwala na wymianę części zamiennej, która uległa uszkodzeniu podczas pracy mechanizmu. Nowa część musi dokładnie pasować do części zastępowanej pod względem rozmiaru i kształtu.
Głównym warunkiem wymienności jest wykonanie części z pewną dokładnością. Jaka powinna być dokładność wykonania części, wskaż na rysunkach dopuszczalne odchylenia graniczne.
Powierzchnie, wzdłuż których połączone są części, nazywane są sprzężony . W połączeniu dwóch części, które są połączone jedna w drugą, wyróżnia się powierzchnię żeńską i zakrytą. Najczęstsze w inżynierii mechanicznej są połączenia o cylindrycznych i płaskich równoległych powierzchniach. W połączeniu cylindrycznym powierzchnia otworu pokrywa powierzchnię wału (ryc. 1, a). Powierzchnia zamykająca nazywa się otwór pokrycie - wał . Te same warunki otwór I wał konwencjonalnie używany w odniesieniu do wszelkich innych niecylindrycznych powierzchni otaczających i pokrytych (ryc. 1, b).
Ryż. 1. Wyjaśnienie terminów otwór I wał
Lądowanie
Każda operacja montażu części polega na konieczności połączenia lub, jak mówią, Zakład jeden szczegół do drugiego. Stąd w technologii wyrażenie lądowanie wskazać charakter połączenia części.
Zgodnie z terminem lądowanie zrozumieć stopień mobilności zmontowanych części względem siebie.
Istnieją trzy grupy spoczników: z przerwą, z pasowaniem ciasnym i przejściowym.
Lądowania z odprawą
Luka nazwij różnicę między rozmiarami otworu D i wału d, jeśli rozmiar otworu jest większy niż rozmiar wału (ryc. 2, a). Szczelina zapewnia swobodny ruch (obrót) wałka w otworze. Dlatego nazywane są lądowania z przerwą mobilne lądowania. Im większa szczelina, tym większa swoboda ruchu. Jednak w rzeczywistości przy projektowaniu maszyn z ruchomymi podestami wybiera się taką szczelinę, która zminimalizuje współczynnik tarcia wału i otworu.

Ryż. 2. Lądowania
Lądowania zakłócające
W przypadku tych pasowań średnica otworu D jest mniejsza niż średnica wału d (rys. 2, b). W rzeczywistości połączenie to można wykonać pod ciśnieniem, gdy część żeńska (otwór) jest rozgrzana i (lub) część męska (trzpień) jest chłodzona.
Lądowania zakłócające są nazywane stałe lądowania , ponieważ wzajemny ruch połączonych części jest wykluczony.
lądowania przejściowe
Te lądowania nazywane są przejściowymi, ponieważ przed montażem wału i otworu nie można powiedzieć, co będzie w połączeniu - szczelina lub pasowanie ciasne. Oznacza to, że w przypadku pasowań przejściowych średnica otworu D może być mniejsza, większa lub równa średnicy wału d (rys. 2, c).
Tolerancja rozmiaru. Pole tolerancji. Jakość dokładności Podstawowe pojęcia
Wymiary na rysunkach części określają ilościowo wielkość geometrycznych kształtów części. Wymiary podzielone są na nominalne, rzeczywiste i graniczne (rys. 3).
Rozmiar nominalny - jest to główny obliczony rozmiar części, biorąc pod uwagę jej cel i wymaganą dokładność.
Nominalna wielkość przyłącza – jest to wspólny (ten sam) rozmiar otworu i wałka, które tworzą połączenie. Nominalne wymiary części i połączeń nie są wybierane arbitralnie, ale zgodnie z GOST 6636-69 „Normalne wymiary liniowe”. W rzeczywistej produkcji, przy wytwarzaniu części, nie można zachować wymiarów nominalnych i dlatego wprowadza się pojęcie wymiarów rzeczywistych.
rzeczywisty rozmiar - jest to rozmiar uzyskany podczas produkcji części. Zawsze różni się od nominalnego w górę lub w dół. Dopuszczalne granice tych odchyleń ustala się za pomocą wymiarów granicznych.
Wymiary graniczne wywoływane są dwie wartości graniczne, pomiędzy którymi musi znajdować się rzeczywisty rozmiar. Większa z tych wartości nazywa się największy limit rozmiaru, mniejszy - najmniejszy limit rozmiaru. W codziennej praktyce na rysunkach części zwyczajowo wskazuje się wymiary graniczne za pomocą odchyleń od nominalnych.
Odchylenie graniczne - jest to algebraiczna różnica między wielkością graniczną a nominalną. Rozróżnij odchylenia górne i dolne. Odchylenie górne jest algebraiczną różnicą między największym limitem rozmiaru a rozmiarem nominalnym. niżej odchylenie jest algebraiczną różnicą między najmniejszym limitem rozmiaru a rozmiarem nominalnym.
Wielkość nominalna służy jako punkt wyjścia dla odchyleń. Odchylenia mogą być dodatnie, ujemne lub zerowe. W tabelach norm odchylenia podane są w mikrometrach (µm). Na rysunkach odchylenia są zwykle podawane w milimetrach (mm).
Rzeczywiste odchylenie - jest to algebraiczna różnica między rzeczywistymi i nominalnymi rozmiarami. Część jest uważana za zdatną, jeśli prawidłowe odchylenie sprawdzanego rozmiaru mieści się między górnym i dolnym odchyleniem.
Tolerancja rozmiaru - jest to różnica między największymi i najmniejszymi rozmiarami granicznymi lub wartość bezwzględna różnicy algebraicznej między górnym i dolnym odchyleniem.
Pod jakość zrozumieć zestaw tolerancji, które różnią się w zależności od rozmiaru rozmiaru nominalnego. Ustalono 19 kwalifikacji odpowiadających różnym poziomom dokładności w produkcji części. Dla każdej kwalifikacji budowane są rzędy pól tolerancji
Pole tolerancji jest polem ograniczonym odchyleniem górnym i dolnym. Wszystkie pola tolerancji dla otworów i wałów są oznaczone literami alfabetu łacińskiego: dla otworów - wielkimi literami (H, K, F, G itp.); dla wałów - małe litery (h, k, f, g itp.).

Ryż. 3. Wyjaśnienie terminów
Wykład
Temat #5 Tolerancje i lądowania
Wstęp
W procesie opracowywania produktu (maszyny, agregatu, agregatu) należy wyjść z określonego poziomu standaryzacji i unifikacji, który wyznaczają współczynniki stosowalności, powtarzalności i unifikacji międzyprojektowej. Wraz ze wzrostem wartości tych współczynników wzrasta efektywność ekonomiczna opracowywanego produktu w procesie jego produkcji i eksploatacji. Aby podnieść poziom standaryzacji i unifikacji, już na etapie projektowania produktu konieczne jest stosowanie większej liczby komponentów produkowanych przez przemysł oraz dążenie do rozsądnego ograniczenia rozwoju komponentów oryginalnych. Jednocześnie głównym zagadnieniem w procesie rozwoju jest dokładność wymiennych części, zespołów i komponentów, przede wszystkim pod względem parametrów geometrycznych.
Wymienność części, zespołów i zespołów umożliwia przeprowadzenie agregacji jako jednej z metod standaryzacji, uporządkowanie dostaw części zamiennych, ułatwienie napraw, zwłaszcza w trudnych warunkach, sprowadzając je do prostej wymiany zużytych części.
Wymienność- właściwość niezależnie wytwarzanych części do zajmowania miejsca w zespole montażowym bez dodatkowej obróbki mechanicznej lub ręcznej podczas montażu, przy jednoczesnym zapewnieniu normalnego działania montowanych produktów (zespoły, mechanizmy).
Z samej definicji wymienności wynika, że jest ona warunkiem podziału produkcji, tj. samodzielna produkcja części, komponentów, zespołów, które są kolejno składane w zespoły montażowe, a zespoły montażowe we wspólny system (mechanizm, maszyna, urządzenie). Montaż można przeprowadzić na dwa sposoby: z montażem lub bez montażu zmontowanych części lub zespołów montażowych. Montaż bez okucia znajduje zastosowanie w produkcji masowej i liniowej, a z okuciem - w produkcji jednostkowej i małoseryjnej. W przypadku montażu bez montażu części muszą być wykonane z wymaganą dokładnością. Jednak wymienność nie jest zapewniona przez samą dokładność parametrów geometrycznych. Niezbędne jest, aby materiał, trwałość części, zespołów i podzespołów były zgodne z przeznaczeniem i warunkami eksploatacji produktu końcowego. Ta wymienność nazywa się funkcjonalny, a wymienność geometryczna jest szczególnym rodzajem wymienności funkcjonalnej.
Wymienność jest pełna i niekompletna, zewnętrzna i wewnętrzna.
Całkowita wymienność pozwala uzyskać określone wskaźniki jakości bez dodatkowych operacji w procesie montażu.
Na niepełna zamienność podczas montażu zespołów montażowych i produktów końcowych dozwolone są operacje związane z doborem i regulacją niektórych części i zespołów montażowych. Pozwala na uzyskanie określonych wskaźników technicznych i operacyjnych gotowych produktów z mniejszą dokładnością części. Jednocześnie wymienność funkcjonalna powinna być tylko pełna, a geometryczna - zarówno pełna, jak i niekompletna.
Wymienność zewnętrzna- jest to wymienność jednostek i komponentów pod względem parametrów eksploatacyjnych i wymiarów przyłączeniowych. Na przykład wymiana silnika elektrycznego. Jego parametrami eksploatacyjnymi będą - moc, prędkość, napięcie, prąd; wymiary przyłączeniowe obejmują średnice, ilość i rozmieszczenie otworów w nogach silnika elektrycznego itp.
Wymienność wewnętrzna zapewnia dokładność parametrów niezbędnych do montażu części w zespoły, a zespołów w mechanizmy. Na przykład wymienność łożysk kulkowych lub rolek łożysk tocznych, zespoły wałów napędowych i napędzanych skrzyni biegów itp.
Zasady wymienności dotyczą części, zespołów montażowych, komponentów i produktów końcowych.
Wymienność zapewnia dokładność parametrów produktu, w szczególności wymiarów. Jednak w procesie produkcyjnym nieuchronnie pojawiają się błędy, których wartości liczbowe znajdują się we wzorze
gdzie X jest podaną wartością rozmiaru (parametru);
Xi to rzeczywista wartość tego samego parametru.
Błędy dzielą się na systematyczne, losowe i brutto(chybi).
Wpływ błędów losowych na dokładność pomiaru można ocenić metodami teorii prawdopodobieństwa i statystyki matematycznej. Liczne eksperymenty wykazały, że rozkład błędów losowych najczęściej jest zgodny z prawem rozkładu normalnego, który charakteryzuje się krzywą Gaussa (rysunek 1).
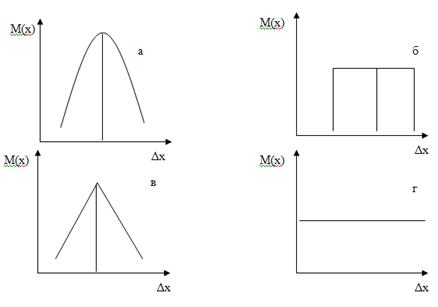
Rysunek 1 - Prawa rozkładu błędów losowych
a - normalny; b - Maxwell; c - trójkąt (Simpson); g - równie prawdopodobne.
Maksymalna rzędna krzywej odpowiada średniej wartości danego rozmiaru (dla nieograniczonej liczby pomiarów nazywa się to oczekiwaniem matematycznym i jest oznaczane przez M(X).
Błędy losowe lub odchylenia są wykreślane wzdłuż osi x. Odcinki równoległe do osi y wyrażają prawdopodobieństwo wystąpienia błędów losowych odpowiedniej wartości. Krzywa Gaussa jest symetryczna względem maksymalnej rzędnej. Dlatego też odchylenia od tej samej wartości bezwzględnej, ale o różnych znakach, są równie możliwe. Z kształtu krzywej wynika, że małe odchylenia (w wartości bezwzględnej) występują znacznie częściej niż duże, a pojawienie się bardzo dużych odchyleń jest praktycznie nieprawdopodobne. Dlatego dopuszczalne błędy są ograniczone do pewnych wartości granicznych (V jest praktycznym polem rozrzutu błędów przypadkowych, równym różnicy między największym i najmniejszym zmierzonym wymiarem w partii części). Wartość określa się na podstawie warunku wystarczającej dokładności przy optymalnych kosztach wytworzenia produktów. Przy regulowanym polu bezpańskim nie więcej niż 2,7% przypadkowych błędów może przekroczyć limity. Oznacza to, że na 100 obrobionych części nie może być więcej niż trzy wadliwe. Dalsza redukcja odsetka pojawiania się wadliwych produktów pod względem technicznym i ekonomicznym nie zawsze jest wskazana, ponieważ. prowadzi do nadmiernego wzrostu praktycznego pola błądzącego, a w konsekwencji do zwiększenia tolerancji i zmniejszenia dokładności produktów. Kształt krzywej zależy od metod przetwarzania i pomiaru produktów; dokładne metody dają krzywą 1 mającą pole błądzące V1; krzywa 2, dla której V2
W zależności od przyjętego procesu technologicznego, wielkości produkcji i innych okoliczności, błędy losowe mogą być rozłożone nie zgodnie z prawem Gaussa, ale zgodnie z prawem równoprawdopodobnym (rys. 1b), zgodnie z prawem trójkąta (rys. 1c), zgodnie z prawo Maxwella (rys. 1d) itp. Środek grupowania błędów losowych może pokrywać się ze współrzędną średniej wielkości (rys. 1a) lub przesunięciem względem niej (rys. 1d).
Całkowite wyeliminowanie wpływu przyczyn powodujących błędy w obróbce i pomiarze jest niemożliwe, możliwe jest jedynie zmniejszenie błędu poprzez zastosowanie bardziej zaawansowanych procesów technologicznych obróbki. Dokładność wielkości (dowolnego parametru) nazywamy stopniem zbliżenia wielkości rzeczywistej do wielkości zadanej, czyli dokładność rozmiaru zależy od błędu. Wraz ze spadkiem błędu zwiększa się dokładność i odwrotnie.
W praktyce wymienność zapewnia ograniczenie błędów. Przy malejących błędach rzeczywiste wartości parametrów, w szczególności wymiarów, zbliżają się do podanych. Przy małych błędach rzeczywiste wymiary różnią się tak mało od podanych, że ich błąd nie wpływa negatywnie na wydajność produktów.
2. Tolerancje i lądowania. Pojęcie jakości
Główne terminy i definicje są ustalane przez GOST 25346, GOST 25347, GOST 25348 ustalają tolerancje i pasowania dla rozmiarów mniejszych niż 1 mm, do 500 mm, powyżej 500 do 3150 mm.
Wzory (7) i (8) pochodzą z następujących rozważań. Jak wynika ze wzorów (2) i (3), największe i najmniejsze wielkości graniczne są równe sumie wielkości nominalnej i odpowiedniego odchylenia granicznego:
![]() (9)
(9)
![]() (10)
(10)
Podstawiając do wzoru (5) wartości wymiarów granicznych ze wzoru
Redukując podobne wyrażenia, otrzymujemy wzór (7). Podobnie wyprowadza się wzór (8).

Rysunek — Pola tolerancji otworu i szybu podczas lądowania z przerwą (odchylenia otworu są dodatnie, odchyłki szybu są ujemne)
Tolerancja jest zawsze wartością dodatnią, niezależnie od sposobu jej obliczenia.
PRZYKŁAD. Oblicz tolerancję dla wymiarów granicznych i odchyleń. Dane: = 20,010 mm; = 19,989 mm; = 10 µm; = -11 µm.
jeden). Tolerancję obliczamy poprzez wymiary graniczne według wzoru (6):
Td = 20,010 - 19,989 = 0,021 mm
2). Tolerancję dla odchyleń granicznych obliczamy według wzoru (8):
Td = 10 - (-11) = 0,021 mm
PRZYKŁAD. Zgodnie z podanymi symbolami wału i otworu (wał - , otwór 20), określ wymiary nominalne i graniczne, odchylenia i tolerancje (w mm i mikronach).
2.2 Jednostki tolerancji i pojęcie kwalifikacji
Dokładność wymiarowa jest określona przez tolerancję - wraz ze spadkiem tolerancji dokładność wzrasta i na odwrót.
Każda metoda technologiczna obróbki części charakteryzuje się uzasadnioną ekonomicznie optymalną dokładnością, jednak praktyka pokazuje, że wraz ze wzrostem wielkości wzrastają trudności technologiczne w obróbce części o małych tolerancjach, a tolerancje optymalne nieznacznie wzrastają w niezmienionych warunkach obróbki. Zależność między ekonomicznie osiągalną dokładnością a wymiarami jest wyrażona przez wartość warunkową zwaną jednostką tolerancji.
Jednostka tolerancji() wyraża zależność tolerancji od wielkości nominalnej i służy jako podstawa do określenia tolerancji standardowych.
Jednostkę tolerancji µm oblicza się ze wzorów:
dla rozmiarów do 500 mm
dla rozmiarów od 500 do 10000 mm
gdzie jest średnia średnica wału w mm.
W powyższych wzorach pierwszy termin uwzględnia wpływ błędów przetwarzania, a drugi wpływ błędów pomiarowych i temperaturowych.
Wymiary, nawet o tej samej wartości, mogą mieć różne wymagania dotyczące dokładności. Zależy to od konstrukcji, przeznaczenia i warunków pracy części. Dlatego wprowadzono koncepcję jakość .
jakość- charakterystyka dokładności wykonania części, określona przez zestaw tolerancji odpowiadający temu samemu stopniowi dokładności dla wszystkich rozmiarów nominalnych.
Tolerancję (T) dla kwalifikacji, z pewnymi wyjątkami, określa wzór
gdzie a jest liczbą jednostek tolerancji;
i(I) - jednostka tolerancji.
Według systemu ISO dla rozmiarów od 1 do 500 mm, 19 kwalifikacji. Każdy z nich rozumiany jest jako zestaw tolerancji, które zapewniają stałą względną dokładność dla określonego zakresu rozmiarów nominalnych.
Tolerancje 19 kwalifikacji w porządku malejącym dokładności są uszeregowane: 01, 0, 1, 2, 3,..17 i warunkowo oznaczają IT01, IT0, IT1 ... IT17. tutaj IT to tolerancje otworu i wału, co oznacza „tolerancję ISO”.
W ramach jednej jakości „a” jest stałe, dlatego wszystkie rozmiary nominalne w każdej jakości mają ten sam stopień dokładności. Jednak tolerancje tej samej jakości dla różnych rozmiarów nadal się zmieniają, ponieważ wraz ze wzrostem rozmiaru wzrasta jednostka tolerancji, co wynika z powyższych wzorów. Podczas przechodzenia od kwalifikacji o wysokiej precyzji do kwalifikacji o niskiej precyzji tolerancje rosną ze względu na wzrost liczby jednostek tolerancji, dlatego w różnych kwalifikacjach zmienia się dokładność tych samych wymiarów nominalnych.
Z powyższego wynika, że:
Jednostka tolerancji zależy od wielkości i nie zależy od przeznaczenia, warunków pracy i metod obróbki części, to znaczy jednostka tolerancji pozwala ocenić dokładność różnych rozmiarów i jest ogólną miarą dokładności lub skalą tolerancji różnych kwalifikacje;
Tolerancje tych samych rozmiarów w różnych kwalifikacjach są różne, ponieważ zależą od liczby jednostek tolerancji „a”, to znaczy kwalifikacje określają dokładność tych samych rozmiarów nominalnych;
Różne sposoby obróbki części mają pewną ekonomicznie osiągalną dokładność: toczenie „zgrubne” umożliwia obróbkę części z tolerancjami zgrubnymi; do obróbki z bardzo małymi tolerancjami stosuje się szlifowanie dokładne itp., dlatego kwalifikacje faktycznie określają technologię obróbki części.
Zakres kwalifikacji:
Gatunki od 01 do 4 są wykorzystywane do produkcji płytek wzorcowych, sprawdzianów i liczników, części przyrządów pomiarowych i innych wyrobów o wysokiej precyzji;
Jakości od 5 do 12 są wykorzystywane do produkcji części, które głównie tworzą wiązania z innymi częściami różnych typów;
Wartości od 13 do 18 są używane dla parametrów części, które nie tworzą wiązań i nie mają decydującego wpływu na wydajność produktów.Odchylenia graniczne są określane przez GOST 25346-89.
Konwencjonalne oznaczenie pól tolerancji dla GOST 25347-82.
Symbol odchyleń granicznych i lądowań
Odchylenia graniczne wymiarów liniowych są wskazane na rysunkach przez warunkowe (literowe) oznaczenia pól tolerancji lub wartości liczbowe odchyleń granicznych, a także oznaczenia literowe pól tolerancji z jednoczesnym wskazaniem wartości liczbowych odchyleń granicznych w nawiasach na prawy (ryc. 5.6, a...c). Lądowania i maksymalne odchylenia wymiarów części pokazanych na złożonym rysunku są oznaczone ułamkiem: w liczniku - oznaczenie literowe lub wartość liczbowa maksymalnego odchylenia otworu lub oznaczenie literowe wskazujące jego wartość liczbową w nawiasach do po prawej, w mianowniku - podobne oznaczenie pola tolerancji wału (ryc. 5.6, d, e). Czasami, aby wskazać lądowanie, wskazane są maksymalne odchylenia tylko jednej z współpracujących części (ryc. 5.6, mi).
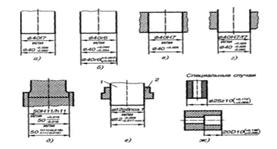
Ryż. 5.6. Przykłady oznaczenia pól tolerancji i lądowań na rysunkach
W legendzie pól tolerancji obowiązkowe jest wskazanie wartości liczbowych odchyleń granicznych w następujących przypadkach: dla rozmiarów nieuwzględnionych w serii normalnych wymiarów liniowych, na przykład 41,5 H7 (+0,025) ; przy przypisywaniu odchyleń granicznych, których symbole nie są przewidziane przez GOST 25347-82, na przykład dla części z tworzywa sztucznego (ryc. 5.6, g).
Odchylenia graniczne należy przypisać do wszystkich wymiarów wskazanych na rysunkach roboczych, w tym wymiarów niepasujących i nieodpowiedzialnych. Jeśli odchylenia graniczne dla rozmiaru nie zostaną przypisane, mogą wystąpić dodatkowe koszty (gdy dążą do uzyskania tego rozmiaru dokładniej niż to konieczne) lub wzrost masy części i nadmierne zużycie metalu.
W przypadku powierzchni składającej się z przekrojów o tym samym rozmiarze nominalnym, ale z różnymi maksymalnymi odchyleniami, granicę między tymi przekrojami narysowano cienką linią ciągłą, a rozmiar nominalny z odpowiednimi maksymalnymi odchyleniami jest wskazany dla każdej sekcji osobno.
Dokładność gładkich elementów części metalowych, jeśli dla nich odchylenia nie są wskazane bezpośrednio po wymiarach nominalnych, ale są określone w ogólnym zapisie, są one znormalizowane albo przez kwalifikacje (od 12 do 17 dla rozmiarów od 1 do 1000 mm), oznaczone przez IT lub przez klasy dokładności (dokładne, średnie, szorstkie i bardzo szorstkie) ustalone przez GOST 25670-83. Tolerancje dla klas dokładności oznaczają t1, t2, t3 i t4 - odpowiednio dla klas dokładności - drobnej, średniej, szorstkiej i bardzo szorstkiej.
Nieokreślone odchylenia graniczne wymiarów wałów i otworów można przypisać zarówno jednostronnie, jak i symetrycznie; dla wymiarów elementów niezwiązanych z otworami i wałami przypisywane są tylko odchylenia symetryczne. Jednostronne odchylenia graniczne można przypisać zarówno kwalifikacjom (+ IT lub -IT), jak i klasom dokładności (± t / 2), ale jest to również dozwolone przez kwalifikacje (± T / 2). Jakość 12 odpowiada klasie dokładności "dokładna", jakość 14 - "średnia", jakość 16 - "gruba", jakość 17 - "bardzo gruba". Wartości liczbowe nieokreślonych odchyleń granicznych podano w GOST 25670-83. W przypadku wymiarów części metalowych obrabianych przez cięcie zaleca się przypisanie nieokreślonych odchyleń granicznych zgodnie z jakością 14 lub „średnią” klasą dokładności. Nieokreślone maksymalne odchylenia węzłów, promienie krzywizny i fazowania są przypisywane zgodnie z GOST 25670-83, w zależności od klasy jakości lub dokładności nieokreślonych maksymalnych odchyleń wymiarów liniowych.
Połączenie części (jednostek montażowych) musi zapewniać dokładność ich położenia lub ruchu, niezawodność działania i łatwość naprawy. W związku z tym na projekt połączeń można nałożyć różne wymagania. W niektórych przypadkach konieczne jest uzyskanie połączenia ruchomego ze szczeliną, w innych połączenie nieruchome z pasowaniem ciasnym.
Luka S nazywają różnicę w rozmiarach otworu i wałka, jeśli wymiar otworu jest większy niż wymiar wałka, tj. S= D- D.
ingerencja n nazywana różnicą wielkości otworu i wałka, jeśli wielkość wałka jest większa niż wielkość otworu. Przy podobnym stosunku średnic D I D napięcie wstępne można uznać za luz ujemny, tj.
n= - S= - (D- D) = D- D , (12)
Luzy i naprężenia zapewnia nie tylko dokładność wymiarów poszczególnych części, ale przede wszystkim stosunek wymiarów współpracujących powierzchni - dopasowanie.
lądowanie nazwij charakter połączenia części, określony przez wielkość luk lub powstałych w nim zakłóceń.
W zależności od umiejscowienia pól tolerancji otwory i szyb do lądowania dzielą się na trzy grupy:
Lądowanie z przerwą (zapewnij przerwę w połączeniu);
Lądowania zakłócające (zapewniają ingerencję w połączenie);
Spoczniki przejściowe (umożliwiają uzyskanie zarówno szczelin, jak i naprężeń w stawach).
Lądowania z luką charakteryzują się szczelinami marginalnymi - największymi i najmniejszymi. największa luka Smaks jest równa różnicy między największym ograniczeniem rozmiaru otworu a najmniejszym ograniczeniem rozmiaru wału. Najmniejszy prześwit Smin jest równa różnicy między najmniejszym granicznym rozmiarem otworu a największym granicznym rozmiarem wału. Lądowania z prześwitem obejmują również lądowania, w których dolna granica pola tolerancji otworu pokrywa się z górną granicą pola tolerancji wału.
Aby uzyskać pasowanie z wciskiem, średnica wału przed montażem musi koniecznie być większa niż średnica otworu. W stanie zmontowanym średnice obu części w strefie styku są wyrównane. Największa szczelność Nmax równa różnicy między największym rozmiarem granicznym wału a najmniejszym rozmiarem granicznym otworu. Najmniejsze obciążenie wstępne Nmin jest równa różnicy między najmniejszym granicznym rozmiarem wału a największym granicznym rozmiarem otworu.
Nmax=dmax-Dmin; Nmin=dmin-Dmaks.
Wciski graniczne, a także prześwity graniczne są wygodnie obliczane na podstawie odchyleń granicznych:
![]()
![]() , (13)
, (13)
Lądowania przejściowe. Główną cechą pasowań przejściowych jest to, że w połączeniach części należących do tej samej partii można uzyskać szczeliny lub wciski. Lądowania przejściowe charakteryzują się największymi przerwami i największą interferencją.
Na podstawie obliczeń wyciągamy następujące wnioski:
Ponieważ luzy ujemne są równe interferencjom dodatnim i odwrotnie, należy określić wartości pasowania przejściowego Smaks I Nmax wystarczy obliczyć obie luki graniczne lub obie graniczne interferencje;
Z poprawnymi obliczeniami Smin lub Nmin koniecznie okaże się ujemny, a w wartościach bezwzględnych będzie równy odpowiednio Nmax lub Smaks.
tolerancja dopasowania TP równa się sumie tolerancji otworu i wału. W przypadku lądowań z prześwitem tolerancja lądowania jest równa tolerancji prześwitu lub różnicy między prześwitami granicznymi:
TP =TS= Smaks- Smin , (14)
Podobnie można udowodnić, że dla pasowań z wciskiem tolerancja pasowania jest równa tolerancji wciskania lub różnicy wcisków:
TP =TN= Nmax- Nmin , (15)
3.1 Pasuje do systemu otworów i systemu szybów
Część, w której położenie pola tolerancji nie zależy od rodzaju pasowania, nazywana jest główną częścią układu. Część główna to część, której pole tolerancji jest podstawą tworzenia pasowań ustalonych w tym systemie tolerancji i pasowań.
Główny otwór- otwór, którego odchyłka dolna jest równa zeru EI = 0. Dla otworu głównego odchyłka górna jest zawsze dodatnia i równa tolerancji ES = 0 = T; pole tolerancji znajduje się powyżej linii zerowej i jest skierowane na zwiększenie rozmiaru nominalnego.
Podstawowy wał- wał, którego odchylenie górne jest równe zeru es = 0. Na wale głównym Td = 0(ei) = pole tolerancji znajduje się poniżej linii zerowej i jest skierowane na zmniejszenie wymiaru nominalnego.
W zależności od tego, która z dwóch współpracujących części jest główna, systemy tolerancji i pasowania obejmują dwa rzędy pasowań: pasowania w systemie otworów - różne szczeliny i wciski uzyskuje się poprzez połączenie różnych wałów z otworem głównym; spoczniki w układzie szybowym - różne szczeliny i wciski uzyskuje się łącząc różne otwory z szybem głównym.
W systemie wałków limity rozmiaru otworu dla każdego pasowania są różne, a do obróbki potrzebne będą trzy zestawy specjalnych narzędzi. Lądowania układu szybowego są używane przy łączeniu kilku części z gładkim wałem (szpilką) do różnych lądowań. Na przykład w oprzyrządowaniu precyzyjne osie o małej średnicy (poniżej 3 mm) są często wykonywane z gładkich, kalibrowanych prętów.
Aby uzyskać różnorodne pasowania w systemie otworów, potrzeba znacznie mniej specjalnych narzędzi do obróbki otworów. Z tego powodu system ten ma dominujące zastosowanie w inżynierii mechanicznej.
do tego
Sprawdziany do gładkich części cylindrycznych. Wskaźniki są głównym środkiem kontroli części. Służą do ręcznego sterowania i są szeroko stosowane w automatycznej kontroli części. Wskaźniki zapewniają wysoką niezawodność kontroli.
W zależności od przeznaczenia skrajni dzielą się na dwie główne grupy: skrajni robocze – przelotowe R-PR oraz nieprzejezdne – R-NOT; manometry kontrolne - K-RP, K-NE i K-I.
Sprawdziany robocze PR i NOT przeznaczone są do kontroli wyrobów w procesie ich wytwarzania. Kalibry te są używane przez pracowników i inspektorów działu kontroli jakości producenta.
Kalibry robocze nazywane są ograniczającymi, ponieważ ich wymiary odpowiadają granicznym wymiarom kontrolowanych części. Mierniki graniczne pozwalają określić, czy rzeczywiste wymiary części mieszczą się w tolerancji. Część jest uważana za dobrą, jeśli przechodzi przez rowek przepustowy i nie przechodzi w przepust bez przepustu.
Nominalne wymiary kalibrów to wymiary, które powinny mieć kalibry, gdyby zostały wykonane z perfekcyjną dokładnością. W tych warunkach rozmiar nominalny wspornika przelotowego będzie równy największemu rozmiarowi granicznemu wału, a rozmiar nominalny wspornika nieprzelotowego będzie równy najmniejszemu rozmiarowi granicznemu wału. Nominalny rozmiar korka przelotowego będzie równy najmniejszemu granicznemu rozmiarowi otworu, a nominalny rozmiar zaślepki nieprzelotowej będzie równy największemu granicznemu rozmiarowi otworu.
Wymagania dotyczące kontroli to: być wysoce produktywnym; czas potrzebny na kontrolę powinien być jak najkrótszy czas potrzebny do wyprodukowania części; kontrola musi być niezawodna i opłacalna ekonomicznie.
Ekonomiczna wykonalność kontroli zależy od kosztu narzędzi kontrolnych, odporności na zużycie powierzchni pomiarowych oraz wielkości zwężenia tabelarycznego pola tolerancji części.

Na przykład największe zawężenie pola tolerancji uzyskuje się, gdy rzeczywiste wymiary kalibrów pokrywają się z ich maksymalnymi wymiarami znajdującymi się w polu tolerancji części.
Tolerancja tabelaryczna zawężona o kalibry nazywana jest tolerancją produkcyjną. Tolerancja rozszerzona ze względu na kalibry nazywana jest gwarantowaną. Im mniejsza produkcyjna, tym droższa produkcja części, zwłaszcza w dokładniejszych jakościach.
Przyrządy graniczne sprawdzają przydatność części z tolerancją TO 6 zanim TO 17, zwłaszcza w produkcji masowej i na dużą skalę.
Zgodnie z zasadą Taylora wtyki i pierścienie przelotowe mają pełne kształty i długości równe długościom współpracującym, a sprawdziany nieprzelotowe często mają kształt niepełny: na przykład zamiast pierścieni stosuje się zszywki, a wtyki niekompletne w kształcie przekroju i skrócone w kierunku osiowym. Ścisłe przestrzeganie zasady Taylora wiąże się z pewnymi praktycznymi niedogodnościami.
Wskaźniki kontrolne DO-ORAZ służy do montażu przymiarów-wsporników nastawnych oraz kontroli nieregulowanych przymiarów-wsporników, które są nieprzejezdne i służą do wycofania z eksploatacji z powodu zużycia przelotowych wsporników roboczych. Pomimo małej tolerancji sprawdzianów kontrolnych nadal zniekształcają one ustalone pola tolerancji dla produkcji i zużycia sprawdzianów roboczych, dlatego jeśli to możliwe, nie należy stosować sprawdzianów kontrolnych. Celowe jest, zwłaszcza w produkcji małoseryjnej, zastąpienie sprawdzianów kontrolnych miarami mierniczymi lub zastosowanie uniwersalnych przyrządów pomiarowych.
GOST 24853-81 dla gładkich mierników ustala następujące tolerancje produkcyjne: h- sprawdziany robocze (korki) do otworów (rys. 5.9, a) (Hs- te same kalibry, ale ze sferycznymi powierzchniami pomiarowymi); H\ - sprawdziany (wsporniki) do wałków (rys. 5.9, b); HP- sprawdziany kontrolne do zszywek.
Dla sprawdzianów przechodzących, które zużywają się podczas procesu kontrolnego, oprócz tolerancji produkcyjnej, przewidziana jest tolerancja zużycia. Dla rozmiarów do 500 mm mierniki zużycia PR z tolerancją do TO 8 włącznie, może wykraczać poza pole tolerancji części o kwotę w na korki i y1 na zszywki; dla sprawdzianów PR z tolerancjami od TO 9 do IT17 zużycie jest ograniczone przez granicę przejścia, tj. y = 0 I y1=0. Należy zauważyć, że pole tolerancji zużycia odzwierciedla średnie możliwe zużycie kalibru.
Dla wszystkich pól tolerancji sprawdzianów przepustowych h (h s) i H1 przesunięte wewnątrz pola tolerancji wyrobu o wartość z dla sprawdzianów trzpieniowych oraz z1 do sprawdzianów zaciskowych.
Przy rozmiarach nominalnych powyżej 180 mm pole tolerancji kalibru nieprzelotowego przesuwa się również wewnątrz pola tolerancji części o wartość a dla wtyczek i a] dla wsporników, tworząc tzw. strefę bezpieczeństwa wprowadzoną w celu kompensacji błędu w sprawdzaniu odpowiednio kalibrów otworów i wałków. Pole tolerancji kalibrów NIE dla rozmiarów do 180 mm symetrycznie i odpowiednio = 0 i l = 0.
Przesunięcie pól tolerancji kalibrów i granic zużycia ich stron mijania wewnątrz pola tolerancji części pozwala wyeliminować możliwość zniekształcenia charakteru lądowań i zapewnić uzyskanie wymiarów odpowiednich części w granicach ustalone pola tolerancji.
Zgodnie ze wzorami GOST 24853-81 określa się wymiary wykonawcze kalibrów. Wykonawczy wywołanie granicznych wymiarów kalibru, zgodnie z którymi produkowany jest nowy kaliber. Aby określić te wymiary na rysunku, nawiasy podają najmniejszy rozmiar graniczny z dodatnim odchyleniem; dla korka i sprawdzianu kontrolnego - ich największy limit rozmiaru z ujemną odchyłką.
Podczas oznaczania kalibru nominalny rozmiar części, dla której przeznaczony jest kaliber, oznaczenie literowe pola tolerancji produktu, wartości liczbowe maksymalnych odchyleń produktu w milimetrach (na kalibrach roboczych), rodzaj kalibru (na przykład PR, NIE, K-ORAZ) oraz znak towarowy producenta.
Wniosek
W dzisiejszej sesji poruszyliśmy następujące tematy:
Ogólne informacje o zamienności.
Tolerancje i lądowania. Pojęcie jakości.
Wybór systemu lądowań, tolerancje i kwalifikacje.
Zadanie do samodzielnej nauki
(1 godzina na samokształcenie)
Pełne notatki z wykładów.
Zdobądź literaturę:
Główny
Dodatkowy
1. Sergeev A.G., Latyshev M.V., Teregerya V.V. Normalizacja, metrologia, certyfikacja. Instruktaż. - M.: Logos, 2005. 560 s. (s. 355-383)
2. Podwyżki I.M. Normalizacja, metrologia i certyfikacja. Podręcznik. 4 wyd. –M.: Jurajt. 2004. 335 s.
3. Eksploatacja broni wojsk chemicznych i środków ochrony. Instruktaż. VAHZ, płyta wiórowa. 1990. (Inw. 2095).
4. Kontrola jakości rozwoju i produkcji broni i sprzętu wojskowego. Edytowane przez A.M. Smirnowa. płyta wiórowa 2003. 274 s. (Inw. 3447).
W trakcie kursu bądź przygotowany na:
1. Odpowiedz na pytania nauczyciela.
Prześlij zeszyty ćwiczeń z opracowanymi pytaniami zgodnie z zadaniem.
Literatura
obróbka części zamienności
1. Normalizacja, metrologia, certyfikacja. Wyd. Smirnowa AM VU RHBZ, DSP, 2001. 322 s. (Inw. 3460).
2. Sergeev A.G., Latyshev M.V., Teregerya V.V. Normalizacja, metrologia, certyfikacja. Instruktaż. – M.: Logos, 2005. 560 s.
3. Technologia metali. Podręcznik. Wyd. V.A. Bobrowski. -M. Wydawnictwo wojskowe. 1979, 300 s.
Podczas montażu 2 części, które są połączone jedna w drugą, rozróżniają pokryty I pokrycie powierzchnie, których znaczenie wynika z nazwy.
Powierzchnia zamykająca nazywa się otwór pokryty - wał.
Na przykład wewnętrzna cylindryczna powierzchnia tulei i powierzchnia rowka są powierzchniami żeńskimi, otworami; zewnętrzna cylindryczna powierzchnia tulei i powierzchnia klucza - powierzchnie męskie, wały.
Różnica między wymiarami powierzchni żeńskiej i męskiej (pomiędzy wymiarami otworu i trzonu) określa charakter połączenia szczegóły lub lądowanie, tj. większy lub mniejszy stopień ruchomości części lub stopień wytrzymałości połączeń (w przypadku połączeń stałych).
Jeżeli rozmiar otworu D jest większy niż rozmiar wału d, to dodatnia różnica między nimi, charakteryzująca stopień ruchliwości (swoboda ruchu względnego) nazywa się Luka S:
S = D - d; Dud; S0. (3.8)
Jeżeli rozmiar wału d jest większy niż rozmiar otworu D, wówczas nazywana jest dodatnia różnica między nimi, charakteryzująca stopień wytrzymałości połączenia ingerencja N:
N = d – D; d D; N0. (3.9)
Napięcie wstępne (w razie potrzeby) można wyrazić jako luz ujemny i odwrotnie:
S=-N;N=-S. (3.10)
Rozmiar nominalny - główny szacunkowy rozmiar, zaokrąglony w górę do normy. Nominalne wymiary otworu i pasowanego wału zaznaczono na rysunku i liczono od niego odchylenia, które podano w tabeli norm dla tolerancji.
Wymiary nominalne (po zaokrągleniu po obliczeniach wytrzymałości, sztywności, stabilności ...) są wybierane zgodnie z GOST 6636-69 * „Normalne wymiary liniowe”. Stosowanie tylko standardowych wymiarów liniowych prowadzi do zmniejszenia standardowych wymiarów wykrojów, cięcia, narzędzi pomiarowych oraz obniżenia kosztów produkcji.
Według GOST dostępny jest zakres rozmiarów od 0,001 do 20000 mm, zbudowany na podstawie preferowanych liczb. Ustala się cztery rzędy rozmiarów, rosnące w postępie geometrycznym ze znaczącym =;  ;
;
 ;
;
 . Rzędy są oznaczone Ra5, Ra10, Ra20, Ra40. Największa liczba rozmiarów w ostatnim rzędzie, najmniejsza - w pierwszym. Przy wyborze nominałów każdy poprzedni rząd powinien być preferowany względem następnego.
. Rzędy są oznaczone Ra5, Ra10, Ra20, Ra40. Największa liczba rozmiarów w ostatnim rzędzie, najmniejsza - w pierwszym. Przy wyborze nominałów każdy poprzedni rząd powinien być preferowany względem następnego.
Rzeczywisty rozmiar zwany rozmiarem uzyskanym w wyniku pomiaru z dopuszczalnym błędem.
Wymiary, pomiędzy którymi musi być (lub być równa) rzeczywista wielkość towaru w partii, nazywamy limitem - odpowiednio maksymalny limit D max , d max i najmniejszy limit D min , d min .
Dla uproszczenia na rysunkach i tabelach zamiast wymiarów granicznych są ustawione odpowiednie odchylenia graniczne - górne i dolne.
Odchylenie górne(ES, es) to algebraiczna różnica między największym limitem rozmiaru a nominalnym rozmiarem stawu.
ES = D max - d n s; (3.11)
es = d max - d n s, (3.12)
gdzie d n s jest nominalną średnicą połączenia.
Niższe odchylenie(EI, ei) - różnica algebraiczna pomiędzy najmniejszą wielkością graniczną a wielkością nominalną połączenia:
EI = D min - d n s; (3.13)
ei = d min - d n s. (3.14)
Odchylenia mogą być dodatnie, ujemne lub zerowe.
Tolerancja rozmiaru T to różnica między rozmiarami granicznymi:
T D \u003d D max - D min; (3.15)
T d \u003d d max - d min. (3.16)
Tolerancja - wartość jest zawsze dodatnia, więc jest wskazywana w dokumentach bez znaku.
Zastępując w wyrażeniach (3.15) i (3.16) wartości wymiarów granicznych, wyrażonych w postaci odchyleń i wartości nominalnej, określamy:
T D \u003d (ES + d n s) - (EI + d n s) \u003d ES - EI; (3.17)
T d \u003d (es + d n s) - (ei + d n s) \u003d es - ei. (3.18)
Tolerancja jest równa różnicy odchyleń granicznych (z własnym znakiem!).
Tolerancja charakteryzuje dokładność rozmiaru. Im mniejsza tolerancja, tym wyższa dokładność, tym mniejszy możliwy zakres zmian wielkości w partii i odwrotnie. Wartość tolerancji wpływa na właściwości eksploatacyjne połączenia i produktu, a także złożoność produkcji i koszt części. Produkcja części o mniejszej tolerancji wymaga zastosowania dokładniejszego sprzętu, dokładnych przyrządów pomiarowych, osprzętu, odpowiednich trybów obróbki, co zwiększa koszt produktu.
Podczas montażu części (na przykład wał jest połączony z tuleją) wykonanych z tolerancją można uzyskać różne pasowania w zależności od losowych kombinacji rozmiarów otworów i wałków. Zazwyczaj dzieli się je na lądowania z prześwitem (S), interferencją (N), przejściowymi (N-S).
pasowanie luzu nazywa się pasowaniem, w którym szczeliny są zapewnione we wszystkich połączeniach zespołu. ten lądowania z interferencją.
przejściowy zwane lądowaniem, w którym niektóre połączenia na zespole mają przerwy, a reszta - szczelność.
Każdy podest charakteryzuje się granicznymi (największymi, najmniejszymi) prześwitami lub ingerencjami, których wartość jest określona przez graniczne wymiary części.
Najmniejsza szczelina S min w połączeniu powstaje, gdy wał o rozmiarze d max jest instalowany w otworze o rozmiarze D min:
S min = D min -d maks (3.19)
S min \u003d (EI + d n s) - (es + d n s) \u003d EI - es. (3.20)
Największa szczelina S max w połączeniu zostanie uzyskana, jeśli wał o najmniejszym wymiarze granicznym d min zostanie zainstalowany w otworze o największym wymiarze granicznym D max:
S max = D max -d min (3.21)
S max \u003d (ES + d n s) - (ei + d n s) \u003d ES - ei. (3.22)
Podobnie,
N min \u003d d min - D max \u003d ei - ES \u003d - S max; (3.23)
N max \u003d d max - D min \u003d eS - EI \u003d - S min. (3.24)
Średni prześwit lub wcisk jest równy:
S c (N c) =  .
(3.25)
.
(3.25)
Odstęp lub zakres wcisku określa luz, wcisk lub tolerancję pasowania (TS, T N).
tolerancja dopasowania(Т S, T N) - różnica między luzami ograniczającymi lub interferencją:
TS = (T N) = S max (N max) - S min (N min). (3.26)
W tym wyrażeniu zamiast S max , S min podstawiamy ich wartości wg (3.20), (3.22):
T S \u003d (ES - ei) - (EI - es) \u003d (ES - EI) + (es - ei) \u003d T D + T d. (3.27)
Zatem tolerancja pasowania jest równa sumie tolerancji otworu i wału.
Podobnie,
T N \u003d N max - N min \u003d T D + T d. (3.28)
Wyobraź sobie, że istnieje partia tulei i wałków, które trzeba zmontować. W tej partii tulei o największych wymiarach D max będzie bardzo małe (np. 1 na 100 sztuk), podobnie w partii wałów o najmniejszych wymiarach, d min również będzie małe (np. 1 ze 100). Naturalne jest założenie, że monter, wybierając części i montując połączenia bez selekcji, raczej nie weźmie jednocześnie części o wymiarach D max i d min (prawdopodobieństwo tego zdarzenia dla naszego przykładu wynosi 1/1001/100 = 1/ 10 4). Prawdopodobieństwo takiego zdarzenia jest bardzo małe, więc w zespole praktycznie nie będzie złączy o szczelinie równej S max. Z tych samych powodów w zespole praktycznie nie będzie połączeń ze szczeliną równą S max.
W celu określenia wielkości największego  i najmniej
i najmniej  (probabilistyczne) luki wynikające z montażu, podejdziemy do tego problemu inżynierskiego z punktu widzenia teorii prawdopodobieństwa.
(probabilistyczne) luki wynikające z montażu, podejdziemy do tego problemu inżynierskiego z punktu widzenia teorii prawdopodobieństwa.
Zakładamy, że rozkład wymiarów części jest zgodny z normalnym prawem, a tolerancja wykonania jest równa zakresowi wymiarów podczas produkcji, tj. T = 6. Zakładamy również, że nie ma doboru części podczas montażu (montaż jest losowy).
Wiadomo, że złożenie (kombinacja) dwóch praw normalnych również daje prawo normalne. Dlatego rozkład wartości luzu (zakłóceń) jest zgodny z prawem normalnym.
Z toku teorii prawdopodobieństwa wiadomo, że matematyczne oczekiwanie sumy zmiennych losowych jest równe sumie ich matematycznych oczekiwań. Rzeczywiste wymiary części są zmiennymi losowymi, których matematyczne oczekiwania będą zbliżone do średnich rozmiarów w partii.
Matematyczne oczekiwanie sumy losowych rozmiarów to matematyczne oczekiwanie luki:
M S = M D + M -d . (3.29)
S c = D c - d c , (3.30)
gdzie S c , D c , d c to średnie wartości wymiarów szczeliny, otworu i wału.
Wariancja sumy niezależnych zmiennych losowych jest równa sumie ich wariancji. Wariancja D to odchylenie standardowe do kwadratu:
D S = DD + D d; (3.31)
 .
(3.32)
.
(3.32)
Następnie, biorąc T = 6, otrzymujemy:
TS =  .
(3.33)
.
(3.33)
Z prawdopodobieństwem P = 0,9973 wartości rzeczywistych luk będą mieścić się w zakresie:
Wtedy największa luka probabilistyczna będzie równa:
 ,
(3.35)
,
(3.35)
oraz najmniejsza luka probabilistyczna:
 .
(3.36)
.
(3.36)
Wyrażenia (3.35) i (3.36) są przybliżone (wcześniej określono warunki ich uzyskania). Dokładniej, wartości te zostaną określone w sekcji „Łańcuchy wymiarowe”.
Aby uprościć obliczenia tolerancji i lądowań, stosuje się układ pól tolerancji. Konstrukcje na nich są wykonywane w stosunku do linii nominalnej, oznaczonej jako 0 - 0. Linie o rozmiarach granicznych i nominalnych są oddzielone od jednej granicy.
Dlatego linie o wymiarach większych niż nominalne będą znajdować się powyżej linii 0 - 0, a linie o wymiarach mniejszych niż nominalne będą poniżej.
W górę od linii 0 - 0 na wybranej skali wykazują odchylenia dodatnie, w dół - ujemne. Dwie linie o maksymalnych wymiarach lub maksymalnych odchyleniach otworu i trzonu tworzą dwa pola tolerancji, które są oznaczone jako prostokąty (skala prostokąta jest dowolna na długości). Pole tolerancji to strefa zmiany rozmiaru, zamknięta między liniami odchylenia górnego i dolnego (lub odpowiednich wymiarów). Pole tolerancji jest pojęciem szerszym niż tolerancja. Charakteryzuje się nie tylko wartością tolerancji, ale także położeniem względem nominału. Różne (według lokalizacji) pola tolerancji mogą mieć tę samą tolerancję.
W lądowaniach z przerwą pole tolerancji otworu znajduje się powyżej pola tolerancji wału, w przypadku pasowań ciasnych pole tolerancji otworu powinno znajdować się poniżej pola tolerancji wału. W przejściowych lądowaniach pola tolerancji muszą się pokrywać.