Нээлттэй номын сан - боловсролын мэдээллийн нээлттэй номын сан. Лекцийн тэмдэглэл Хүлцэл ба буух тухай үндсэн ойлголтууд лекц
Эд анги үйлдвэрлэх нарийвчлал радио электрон төхөөрөмж
Зураг, дизайны баримт бичиг
Курсын төсөл дээр ажиллах явцад оюутнууд угсралтын зураг (эсвэл зураг ерөнхий үзэл) багажийн орон сууцны барилга байгууламж ба ажлын зураг хоёр хэсэг.
Угсралтын зургийг стандарт А3 цаасан дээр зурсан. , А4. Нэгдүгээрт, төхөөрөмжийн орон сууцны бүтцийн хэтийн төлөвийн тохиромжтой байршил, шаардлагатай үзэл бодол, хэсгүүдийг тодорхойлж, дараа нь зургийн масштабыг сонгоно. Хагас дамжуулагч төхөөрөмжүүд нь жижиг хэмжээтэй тул 5: 1, 10: 1 масштабыг сонгохыг зөвлөж байна. Угсралтын зураг нь ерөнхий болон холбогч хэмжээс, угсрах нэгжийн байрлал, эд анги, стандарт бүтээгдэхүүнийг харуулав. Үүний дараа техникийн нөхцөлийг боловсруулдаг.
Эд ангиудын ажлын зургийг А4 цаасны стандарт хуудсан дээр (хэсгүүдийн жижиг хэмжээтэй тул) хийдэг. Санал болгож буй зургийн масштаб нь 10:1, 20:1 байна. Хэсэг бүрийн зураг дээр шаардлагатай бүх хэмжээсийг буулгаж, шугаман хэмжээс, гадаргуугийн хэлбэр, байршил, хэсгийн гадаргуугийн тэгш бус байдлын хувьд хазайлтыг хязгаарлана. Үйлдвэрлэлийн эд ангиудын нарийвчлал, хязгаарын хазайлтыг тохируулах талаар дэлгэрэнгүй мэдээллийг 6.4-ээс үзнэ үү. Уг зураг нь эд ангиудын материал, хамгаалалтын бүрхүүлийн төрлүүд гэх мэтийг заана. Угсралтын зураг, эд ангиудын ажлын зураг зурахдаа ESKD ГОСТ 2.104-68, ГОСТ 2.108-68, ГОСТ 2.109-73 стандартыг баримтлах нь туйлын чухал юм.
210x297 форматтай цаасан дээр нягт хавтастай, тогтоосон маягтын гарчигтай, хавтасласан тооцоо, тайлбар тэмдэглэл нь дараахь элементүүдийг агуулсан байх ёстой.
● курсын төслийн даалгавар;
● төхөөрөмжийн тодорхойлолт;
● инерцийн ачааллаас үүсэх төхөөрөмжийн хүчийг тооцоолох;
● динамик гадаад үйл ажиллагааны дор төхөөрөмжийн дамжуулагчийн бат бэхийн тооцоо;
● багажийн хайрцагт дулааны хүчдэлийн тооцоо;
● дүгнэлт;
● ашигласан уран зохиолын жагсаалт;
Бодит бүтээгдэхүүний хэмжээсүүд нь бодит (нэрлэсэн) параметрүүдээс үргэлж хазайлттай байдаг. Өнөөдөр шугаман хэмжээс, гадаргуугийн хэлбэр, харьцангуй байрлалын зөвшөөрөгдөх хазайлт, түүнчлэн хэсгийн гадаргуугийн тэгш бус байдлыг холбогдох стандартаар зохицуулдаг. Параметрүүд болон тэдгээрийн хүлцэлийг доор харуулав техникийн баримт бичигмөн стандартад заасан дүрмийн дагуу. Техникийн баримт бичгийг бэлтгэхдээ стандартын шаардлагыг дагаж мөрдөх нь заавал байх ёстой.
Эдгээр элементүүдийг холбох үед үүссэн эд анги ба тохируулгын гөлгөр элементүүдийн хэмжээсийн зөвшөөрөгдөх хазайлт. Бүтээгдэхүүний хэсгүүдийн бодит хэмжээсийг хэмжээсийн зөвшөөрөгдөх хоёр хязгаарын хооронд байлгах шаардлагатай бөгөөд тэдгээрийн ялгаа нь хүлцлийг бүрдүүлдэг. Тохиромжтой болгохын тулд нэрлэсэн хэмжээг зааж өгсөн бөгөөд хоёр хязгаарлах хэмжээ тус бүрийг энэ нэрлэсэн хэмжээнээс хазайлтаар тодорхойлно. Үнэмлэхүй утга ба хазайлтын тэмдгийг харгалзах хязгаарын хэмжээнээс нэрлэсэн хэмжээг хасах замаар олж авна (Зураг 6.9).
Цагаан будаа. 6.9.
Зураг дээр. 6.9 Жишээ нь, босоо амны хазайлт хоёулаа сөрөг тэмдэгтэй (босоо амны хүлцлийн талбар нь тэг шугамын доор, түүнээс тодорхой зайд байрладаг), нүхний хазайлт хоёулаа эерэг байна (нүхний хүлцлийн талбар нь тэг шугамаас дээш, тодорхой зайд байрладаг) Үүнээс).
ГОСТ 25347-82 нь тэг шугамтай харьцуулахад нүх ба босоо амны хүлцлийн талбаруудын тодорхой байрлалыг өгдөг. Зураг дээр. 6.10-д 6, 9-р ангийн нэрлэсэн хэмжээтэй (6-аас 10 мм-ээс дээш) ижил интервал дотор ямар ч хэмжээтэй ийм харьцангуй байрлал, зарим хүлцлийн талбаруудыг харуулав. Энэ зураг дээр цул шугамууд нь ГОСТ 25347-82-д өгөгдсөн талбаруудыг харуулсан бөгөөд тасархай шугамууд нь ГОСТ 25347-82-ын хүснэгтэд заагаагүй (тэдгээрийг ашиглахыг зөвлөдөггүй), гэхдээ ГОСТ 25347-ийн дүрмийн дагуу тооцоолсон шугамууд юм. -82.
Бодит хэмжээ - зөвшөөрөгдөх алдаатай хэмжилтээр тогтоосон хэмжээ.
Хязгаарлалтын хэмжээ - хамгийн их зөвшөөрөгдөх хоёр хэмжээ, тэдгээрийн хооронд бодит хэмжээ байх ёстой эсвэл тэнцүү байж болно.
Цагаан будаа. 6.10
Нэрлэсэн хэмжээ - хязгаарын хэмжээг тодорхойлсон хэмжээ бөгөөд энэ нь мөн хазайлтын эхлэлийн цэг болдог. Бүтээгдэхүүний дизайн хийхдээ нэрлэсэн хэмжээсийг тооцооллоор олж авдаг эсвэл дизайнераар сонгоно. Дүрмээр бол тэдгээр нь ГОСТ 6636-69 * стандарт шугаман хэмжигдэхүүнд багтах ёстой.
Дээд хазайлт нь хамгийн том хязгаар ба нэрлэсэн хэмжээ хоорондын алгебрийн зөрүү юм.
Доод хазайлт - хамгийн бага хязгаар ба нэрлэсэн хэмжээ хоорондын алгебрийн зөрүү.
хүлцэл ( 1Т) нь дээд ба доод хазайлтын хоорондох алгебрийн зөрүүний үнэмлэхүй утга юм. Нүхний хувьд: IT=ES-Э.И; босоо амны хувьд: IT=es-ei, хаана ESболон Э.И- нүхний дээд ба доод хазайлт; esболон ei– босоо амны дээд ба доод хазайлт.
Хүлцлийн талбар - дээд ба доод хазайлтаар хязгаарлагдсан талбар. Энэ нь хүлцлийн утга ба үндсэн хазайлтаар тодорхойлогддог бөгөөд тэг шугамтай харьцуулахад хүлцлийн байрлалыг заана. Босоо ам ба нүхний стандарт хүлцлийн талбарыг ГОСТ 25347-83-ийн хүснэгтэд заасан болно.
Гол хазайлт нь тэг шугамтай хамгийн ойр байгаа хазайлт юм. Түүний утга нь хүлцлийн талбайн нэрлэсэн хэмжээ, байршлаас хамаардаг бөгөөд чанараас хамаардаггүй (Зураг 6.10).
Чанар - бүх нэрлэсэн хэмжээтэй ижил нарийвчлалын зэрэгт тохирсон хүлцлийн багц.
Босоо ам - эд ангиудын гаднах (бүрхэгдсэн) элементүүдийг илэрхийлэх нэр томъёо.
Нүх гэдэг нь эд ангиудын дотоод (бүрхэх) элементүүдийг илэрхийлэх нэр томъёо юм.
Үндсэн босоо ам нь дээд хазайлт нь тэг (зураг 6.10-ийн n талбар) босоо ам юм.
Үндсэн нүх нь доод хазайлт нь тэг (Зураг 6.10 дахь H талбар) нүх юм.
"Босоо ам", "нүх" гэсэн нэр томъёо нь зөвхөн цилиндр гадаргууд хамаарахаас гадна өөр хэлбэрийн хэсгүүдийн элементүүдийг (жишээлбэл, хоёр хавтгай эсвэл муруй гадаргуугаар хязгаарладаг) илэрхийлдэг.
Буух - холболтын өмнөх "нүх" ба "босоо ам" -ын хэмжээнүүдийн ялгаа нь үүссэн цоорхой эсвэл хөндлөнгийн оролцоогоор тодорхойлогддог хэсгүүдийн холболтын шинж чанар. Буух нь холбох хэсгүүдийн харьцангуй хөдөлгөөний эрх чөлөө эсвэл тэдгээрийн харилцан хөдөлгөөнд үзүүлэх эсэргүүцлийн зэрэг, түүнчлэн холбогдсон хэсгүүдийн харьцангуй байрлалын нарийвчлалыг тодорхойлдог. Нүх ба босоо амны хүлцлийн талбайн байршлаас хамаарч буултууд үүсдэг.
● цоорхойтой, (холболтод зай завсар өгөгдсөн үед - (нүхний хүлцлийн талбар нь босоо амны хүлцлийн талбар дээр байрладаг), жишээлбэл, 6.9-р зураг шиг);
● хөндлөнгийн тохируулгатай, (үүнд хөндлөнгийн тохируулга нь холболтод хангагдана - нүхний хүлцлийн талбар нь босоо амны хүлцлийн талбарын доор байрладаг);
●шилжилтийн, (үүнд цоорхой ба хөндлөнгийн тохируулга хоёуланг нь олж авах боломжтой - нүх ба босоо амны хүлцлийн талбарууд хэсэгчлэн эсвэл бүрэн давхцдаг).
Нүхний систем болон босоо амны системд дүрмээр тохируулагчийг ашигладаг.
● нүхний систем дэх буулт - янз бүрийн босоо амыг үндсэн нүхэнд холбох замаар янз бүрийн цоорхой, хөндлөнгийн оролцоо үүсдэг;
● буух ба босоо амны систем - үндсэн босоо ам руу янз бүрийн нүхийг холбох замаар янз бүрийн цоорхой, хөндлөнгийн оролцоог олж авсан буулт.
Хэрэв үндсэн нүх ба гол босоо амны хүлцлийн талбар бүхий эд ангиудын элементүүд хоорондоо холбогдсон бол угсралтыг нэг болон бусад системийн аль алинд нь холбож болно.
Босоо тэнхлэгийн системийг ашиглахдаа нарийн нүх гаргах, хянахын тулд илүү олон тооны тусгай зүсэх, хэмжих хэрэгсэл шаардлагатай байдаг тул ихэнх тохиолдолд нүхний системд тохируулга ашигладаг.
Үүний зэрэгцээ, өгөгдсөн нэрлэсэн хэмжээтэй бүх буултанд ижил нүх, өөр өөр босоо амууд хийгдсэн бөгөөд тэдгээр нь буух бүрт тодорхой зөвшөөрөгдөх хазайлттай байдаг.
Босоо амны систем дэх буултыг ихэвчлэн хоёр тохиолдолд хэрэглэнэ.
1) булны ижил диаметртэй ижил нэрлэсэн нүхний хэмжээтэй хэд хэдэн хэсэгт өөр өөр тохируулга авах шаардлагатай үед;
2) тэнхлэгийн системд суурилуулахын тулд аль хэдийн хийсэн хэсгийг булны эсвэл суудал дээр суурилуулсан үед. Үүний зэрэгцээ ижил диаметртэй бул дээр суурилуулсан бусад бүх хэсгүүдийн буултыг босоо амны системд хийх ёстой.
Ямар ч тохиолдолд хүлцлийн хүрээнд босоо ам ба нүхний санамсаргүй бодит хэмжээнээс хамааран өөр өөр завсарлага эсвэл хөндлөнгийн оролцоог олж авах боломжтой. Холболтын нарийвчлал, интерфейсийн шинж чанарт тавигдах шаардлага өндөр байх тусам түүнд багтсан хэсгүүдийг илүү нарийвчлалтай хийх ёстой, өөрөөр хэлбэл нүх ба босоо амны хэмжээсийн хүлцэл бага байх ёстой. . 500 мм хүртэлх хэмжээтэй хүлцлийг ГОСТ 25346-82 стандартын дагуу тодорхойлно. дараах байдлаар:
1. Хэмжээний бүх хүрээг 3 хүртэлх, 3-аас дээш 6, 6-аас дээш 10 гэх мэт интервалд (мм-ээр) хуваана.
2. Хүлцэл нь интервал доторх ямар ч нэрлэсэн хэмжээтэй адил тохируулагдсан бөгөөд нарийвчлал (чанар) -аас хамаарна.
19 мэргэшлийг хүлээн авсан (01; 0; 1; 2, ... 16, 17). Механик инженерчлэл, багаж хэрэгсэлд янз бүрийн буулт (хосолсон хэсгүүдийн тодорхой шинж чанартай холболт) үүсгэхийн тулд 5-аас 12-р хүртэлх мэргэшлийг ашигладаг. Чанарууд 14-р ... 17-д тохирохгүй (үнэгүй) хэмжээ, мэргэшлийн 01-р ... 4-ийн хазайлтыг хязгаарлахад ашигладаг - калибрын үйлдвэрлэлд зориулагдсан.
ГОСТ 25346-82 нь босоо ам, нүхний 28 төрлийн үндсэн хазайлтыг (тэг шугамтай харьцуулахад хүлцлийн талбайн байрлал) заасан байдаг. Үндсэн хазайлтын утга нь нэрлэсэн хэмжээнээс хамаардаг бөгөөд чанараас (хүлцлийн утга) хамаардаггүй. Гол хазайлтыг латин цагаан толгойн үсгээр тэмдэглэв.
● нүхэнд: A, B, C, CD, D, E, EF, FG, G, H, J, Js, K, M, N, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC;
● босоо амны хувьд: a, b, c, cd, d, e, ef, f, fg, g, h, j, js, k, m, n, p, r, s, t, u, v, x, y, z, za, zb, zc.
6, 9-р зэрэглэлийн нэг нэрлэсэн хэмжээтэй эдгээр үндсэн хазайлтын нэг хэсгийг Зураг дээр үзүүлэв. 6.10.
Үндсэн хазайлтыг ГОСТ 25346-82 г-д тодорхойлсон аргачлалын дагуу хоёр дүрмийн дагуу тооцоолно.
1) Дүрмээр бол ижил үсгээр тэмдэглэгдсэн нүх ба босоо амны гол хазайлт нь тэг шугамтай тэгш хэмтэй байх ёстой, жишээлбэл Гболон g(Зураг 6.10);
2) Тусгай дүрэм бол нүхний систем ба босоо амны системд бие биендээ тохирох хоёр холбох хэрэгсэл бөгөөд энэ чанарын нүх нь хамгийн ойрын нарийвчлалтай (жишээлбэл, H7 / n6 ба N7) босоо амтай холбогдсон байдаг. / h6), ижил цоорхой, нягт байх ёстой. Дүрэм нь 3 мм-ээс дээш хэмжээсийн интервалд хүчинтэй.
Аливаа ажлын зураг дээр энэ баримт бичгийн дагуу гүйцэтгэх бүх хэмжээсүүд нь зөвшөөрөгдөх хазайлтын заалттай байх ёстой.
Хэмжээний хязгаарын хазайлтыг гурван аргын аль нэгээр зааж өгсөн болно (ГОСТ 2.307-68):
1) ГОСТ 25347-82-ын дагуу нөхцөлт заасан хүлцлийн талбарт (жишээлбэл, 8) Х 7; 5е 8; 12js 7);
2) миллиметр дэх хязгаарын хазайлтын тоон утгууд. Тэгш бус хазайлттай бол тэдгээрийг дараах байдлаар заана: дээд талд - дээд талд, доод талд - үндсэн хэмжээнээс бага үсгийн фонтоор нэрлэсэн хэмжээнээс шууд доод талд (жишээлбэл, 5 +0.03; ).
Тэгш хэмтэй хазайлтаар үүнийг үндсэн үсгийн фонтоор зааж өгсөн болно (жишээлбэл, 8 ± 0.007). Дээд ба доод хазайлтууд нь аравтын бутархайн тоо өөр байхаас бусад тохиолдолд хазайлтын тэмдэглэгээ нь мэдэгдэхүйц тоогоор төгсөх ёстой (жишээлбэл, );
3) эхний болон хоёр дахь аргыг хослуулан, хазайлтын тоон утгыг тэмдгийн дараа хаалтанд бичнэ (жишээлбэл, 8). Х 7 (+0.015) ; 5е ; 12js 7 (±0.009)).
Шаардлагатай бол угсралтын зураг нь аль нэгийг нь нэг эсвэл өөр хосоор нь холбохыг зааж өгнө. Энэ тохиолдолд холболтын нэрлэсэн хэмжээг наасан бөгөөд энэ нь хосолсон элементийн (нүх ба босоо ам) хоёуланд нь адилхан бөгөөд үүний дараа шууд нүхнээс эхлэн элемент бүрийн хүлцлийн талбаруудын тэмдэглэгээг дагаж мөрдөнө, жишээлбэл:
Эсвэл 8 Х 7-g 6 эсвэл 8 Х 7/g 6 .
●зураг дээр 18 Х 8; 18е 7;
●угсрах зураг дээр 18 Х 8/е 7.
Нэмж дурдахад дараах тохиолдолд зөвшөөрөгдөх хазайлтын тоон утгыг өгнө.
● хэрэв нэрлэсэн хэмжээ нь сонгосон тоонуудын хүрээнд ороогүй бол ГОСТ 6636-69 * (жишээлбэл, 39 Х 7 (+0.025));
● Бусад бүх үндсэн нүхний хүлцлийн хувьд Х(жишээлбэл, буулт нь нүхний системд байхгүй үед).
Хэсгийн ажлын зураг дээр хазайлтын хэмжээ, дугуйрсан радиус, гулзайлтын хэмжээг хүлцэлгүйгээр зааж өгч болно; багажнаас гарах ховилын өргөн ба гүн; ижил гадаргуугийн янз бүрийн тэгш бус байдлын бүсүүд; дулааны боловсруулалтын бүс, бүрээс, өнгөлгөө, атираат, ховил, атираат ба ховилын гадаргуугийн диаметр, түүнчлэн жишиг хэмжээсүүд (жишээлбэл, ажлын хэсгийн хэмжээ, хэрэв энэ зургийн дагуу өөрчлөгдөөгүй бол).
Харьцангуй бага нарийвчлалтай хэд хэдэн хэмжээсийн хувьд зөвшөөрөгдөх хазайлтыг тус бүрийн ойролцоо тогтоогоогүй боловч зургийн талбар дээр ерөнхий бичээсийг оруулсан болно (доороос үзнэ үү).
Угсралтын зураг нь энэ баримт бичгийн дагуу хийгдсэн хэмжээсийн нэрлэсэн утга ба зөвшөөрөгдөх хазайлтыг (жишээлбэл, гагнах эд ангиудын харьцангуй байрлалыг тодорхойлдог хэмжээсүүд эсвэл тохируулга хийх замаар олж авсан хэмжээсүүдийг) зааж өгөх ёстой. бүх холболтын хэмжээсүүд шиг.
Угсралтын зураг дээрх ерөнхий хэмжээсийг хязгаарын хазайлтгүйгээр өгсөн болно.
Тодорхойгүй хүлцэл бүхий хэмжээсийн хязгаарын хазайлтыг ГОСТ 25670-83 стандартаар тогтоодог бөгөөд энэ нь зүсэх замаар боловсруулсан металл эд ангиудын гөлгөр элементүүдэд хамаарах бөгөөд хэрэв хүлцэлийг ерөнхий бүртгэлд заасан бол бусад аргаар боловсруулсан металл эд ангиудыг ашиглахыг зөвлөж байна.
Бөөрөнхий ба фазын радиусаас бусад шугаман хэмжээсийн тодорхойгүй хязгаарын хазайлтыг ГОСТ 25346-82 стандартын дагуу эсвэл ГОСТ 25670-83 нарийвчлалын ангиллын дагуу тодорхойлж болно. Нарийвчлалын ангиллын хязгаарын хазайлтын тоон утгыг мэргэшлийн дагуу хазайлтын тоон утгыг ойролцоогоор дугуйлж тогтооно. Хүснэгтэнд. 6.17-д нарийвчлалын ангилал ба мэргэшлийн хоорондох ойролцоо харьцааг харуулав.
Шугаман хэмжээсийн тодорхойгүй хязгаарын хазайлтын чанар эсвэл нарийвчлалын ангиллаас хамааран дугуйрсан радиус, ховил, булангийн тодорхойгүй хязгаарын хазайлтыг тогтооно.
Хүснэгт 6.17
Хүснэгт 6.18
| Шугаман хэмжээсүүд, булангийн радиусууд ба тэнхлэгүүд | булангууд | ||||||
| Хэмжээний интервал, мм | Хязгаарлалтын хазайлт, мм | Булангийн жижиг талын уртын интервал | Хязгаарлалтын хазайлт | ||||
| шугаман хэмжээсүүд | дугуйрсан радиус ба фазын радиус | ang. нэгж | 100 мм урт тутамд мм | ||||
| ± | Хасах т 2 | +т 2 | |||||
| 0.3-аас 0.5 хүртэл | - | - | - | ±0.1 | 10 хүртэл | ±10 | 1.8± |
| 0.5-аас 1-ээс дээш | ±0.1 | Хасах 0.2 | +0.2 | ||||
| 1-ээс 3-аас дээш | ±0.2 | ||||||
| 3-аас 6-аас дээш | ±0.1 | хасах 0.2 | +0.2 | ±0.3 | |||
| 6-аас 10-аас дээш | ±0.2 | Хасах 0.4 | +0.4 | ±0.5 | 10-аас 40 хүртэл | ±30" | ±0.9 |
| 10-18 хүртэл | |||||||
| 18-30-аас дээш | |||||||
| 30-50 гаруй | ±0.3 | Хасах 0.6 | +0.6 | ±1 | 40-160 гаруй | ±20' | ±0.6 |
| 50-80 гаруй | |||||||
| 80-аас 120-аас дээш | |||||||
| 120-180 гаруй | ±0.5 | Хасах | +1 | ±2 | 160-500 гаруй | ±10' | ±0.3 |
| 180-аас 250-аас дээш | |||||||
| 250-350 гаруй | |||||||
| 350-400 гаруй | ±0.8 | Хасах 1.6 | +1.6 | ±1 | |||
| 400-500 гаруй |
Хүснэгтэнд. 6.18-д ГОСТ 25670-83 "дундаж" нарийвчлалын ангиллын дагуу хэмжээсийн хязгаарын хазайлтын утгыг харуулав.
Боловсролын төслүүдийн зураг дээр санал болгож буй ерөнхий бичээсийн жишээ: хэмжээсийн тодорхойгүй хязгаарын хазайлт - дагуу Х 14, n 14, ± т 2/2. Ийм шийдэл нь зүсэх замаар олж авсан элементүүдийн шугаман хэмжээсийг хамгийн зөвтгөдөг гэдгийг санах нь зүйтэй. Цутгах, тамгалах, дарах замаар олж авсан ихэнх үнэ төлбөргүй хэмжээсүүдийн хувьд бүх хэмжээтэй хүлцлийн талбайн тэгш хэмтэй зохицуулалттай байх нь илүү тохиромжтой байж болох юм.
Зураг дээрх нэрлэсэн хэмжээнүүдийн дараа + тэмдэгтүүд байна т, хасах т, ба ± т/2 тохируулаагүй байна. Хэрэв том хүлцлийн ерөнхий бичээс хийгээгүй бол нэрлэсэн хэмжээнээс хойш мэргэшлийн хүлцлийн талбарыг зааж өгөх ёстой (жишээлбэл, 5). Харван дөрөв). Босоо ам, нүхтэй холбоогүй хэмжээсийн хувьд энэ тохиолдолд зөвхөн тэгш хэмтэй зохион байгуулалттай чанар эсвэл нарийвчлалын ангийн хүлцлийн талбарын тоон утгыг тогтооно (жишээлбэл, 8 ± 0.18 эсвэл 8 ± 0.2).
Гадаргуугийн хэлбэр, байршлын хүлцэл.Үндсэн нэр томъёо, тодорхойлолтыг ГОСТ 24642-81-д өгсөн болно. Тэдгээрийн заримыг нь толилуулъя.
Маягтын хазайлт - бодит гадаргуугийн цэгүүдээс (профайл) зэргэлдээх гадаргуу (профайл) хүртэлх хэвийн дагуу зэргэлдээх гадаргуу (профайл) хүртэлх хамгийн их зай.
Маягтын хүлцэл - маягтын хазайлтын хамгийн том зөвшөөрөгдөх утга.
Нийтлэг тэнхлэг нь шулуун шугам бөгөөд үүнтэй харьцуулахад эдгээр гадаргуугийн урт дахь эргэлтийн хэд хэдэн гадаргуугийн тэнхлэгүүдийн хамгийн том хазайлт нь хамгийн бага утгатай байна.
Хавтгайнуудын параллелизмээс хазайх - нормчлогдсон талбайн доторх хавтгайнуудын хоорондох хамгийн том ба хамгийн бага зайны зөрүү ∆.
Хавтгайгаас хазайх - нормчлогдсон талбайн доторх бодит гадаргуугийн цэгүүдээс зэргэлдээх хавтгай хүртэлх хамгийн том зай ∆.
Суурийн тэнхлэгт перпендикуляр хавтгайгаар огтлолын эргэлтийн гадаргуугийн бодит профилын цэгүүдээс суурь тэнхлэг хүртэлх хамгийн том ба хамгийн бага зайны зөрүүг радиаль гүйдэл гэнэ.
Төгсгөлийн урсгал - төгсгөлийн гадаргуугийн бодит профилын цэгүүдээс суурийн тэнхлэгт перпендикуляр хавтгай хүртэлх хамгийн том ба хамгийн бага зайны зөрүү ∆.
Байршлын хазайлт - элементийн бодит байршил (түүний төв, тэнхлэг эсвэл тэгш хэмийн хавтгай) ба нормчлогдсон талбайн нэрлэсэн байрлалын хоорондох хамгийн том зай ∆.
Байршлын хүлцэл:
1) диаметрийн байрлал дахь хүлцэл - элементийн байрлалын хазайлтын зөвшөөрөгдөх дээд хэмжээнээс хоёр дахин их;
2) радиусын илэрхийлэл дэх хүлцэл - элементийн байрлалын хазайлтын хамгийн том зөвшөөрөгдөх утга.
Гөлгөр нүхний байршлаас хамаарах хүлцэл - бэхэлгээний хувьд - хамгийн бага хүлцлийн утга болох ĸᴏᴛᴏᴩᴏᴇ, бүтээгдэхүүн үйлдвэрлэхэд элементийн бодит хэмжээ нь хамгийн том хязгаарын хэмжээнээс доош чиглэсэн хазайлттай тэнцэх хэмжээгээр хэтэрч болно. саваа ба хамгийн бага хязгаарлагдмал нүхний хэмжээнээс дээш.
Гадаргуугийн хэлбэр, байршлын хүлцэл нь дүрмээр бол эдгээр хазайлт нь шугаман хэмжээнээс бага байх тохиолдолд л тогтоогддог. Хэлбэр ба байршлын хүлцлийг заагаагүй тохиолдолд хазайлт нь шугаман хэмжээний хүлцэл дотор байж болно гэж үздэг.
Гадаргуугийн хэлбэр, байршлын хүлцлийг илэрхийлэх аргыг ST SEV 368-76 ба ГОСТ 2.308-79 стандартын дагуу харгалзан үздэг.
Зарим төрлийн хүлцлийн шинж тэмдэг:
шулуун байдал -
тэгш байдал
дугуй О
цилиндр хэлбэртэй /○/
Зэрэгцээ //
Байршил
перпендикуляр байдал ┴
X тэнхлэгийн уулзварууд
зэрэгцүүлэх
төгсгөлийн цохилт,
Радиаль урсац
тэгш хэм ÷
Хүлцлийн тэмдэг ба тоон утга, хэмжилт хийсэн суурийн тэмдэглэгээг тоонуудтай ижил зузаантай хатуу нимгэн шугам эсвэл шугамаар хийсэн хүрээнд оруулна. Хүрээ нь хоёр буюу гурван талбарт хуваагдана. Тэдгээрийн эхнийх нь хүлцлийн тэмдгийг, хоёрдугаарт - хүлцлийн утгыг миллиметрээр, гуравдугаарт (маш чухал бол) - суурийн (суурь) үсгийн тэмдэглэгээг, хэрэв хүрээ нь харлуулсан шугамтай холбогдоогүй бол. суурьтай зэргэлдээх гурвалжин.
Зураг дээр. 6.11-д хүлцлийг тодорхойлох хамгийн энгийн тохиолдлуудыг харуулав. α тэмдэг нь хүлцэл нь хамааралтай болохыг харуулж байна. Хүрээ болон ижил талт харласан гурвалжин доторх тэмдэгтүүдийн өндөр нь хэмжээст тоонуудын өндөртэй тэнцүү байна. Хүрээний өргөн нь зүүний өндрөөс хоёр дахин их байна.
Бэхэлгээний нүх гаргахдаа бусад шугаман хэмжээтэй адил холбох хэсгүүдийн жинхэнэ нүхний тэнхлэгүүдийн хоорондох зай нь нэрлэсэн хэмжээтэй тэнцүү байж болохгүй. Эд ангиудыг угсрахдаа эдгээр нүхнүүд бүрэн нийцдэггүй. Хэрэв төвийн зайнаас хазайлт нэрлэсэн үнэ цэнэдоод тал нь, дараа нь холбогдсон нүхнүүдийн хамгийн ойр таарч, шаардлагатай зайтай бэхэлгээний саваа (шураг, шон, тав гэх мэт) үүссэн цоорхойд байрлуулна.
ГОСТ 14140-81 нь байрлалын хүлцлийг тодорхойлох аргачлалыг тодорхойлсон Тдиаметрийн утгаараа, өөрөөр хэлбэл нүхний тэнхлэгийн бодит байршил ба түүний нэрлэсэн байршлын хоорондох зөвшөөрөгдөх дээд хэмжээнээс хоёр дахин их байна. Энэ нь хүлцлийн утгыг үндэслэн нүхний тэнхлэгүүдийг зохицуулах хэмжээсийн зөвшөөрөгдөх хазайлтыг тохируулах боломжтой хүснэгтүүдийг агуулдаг.
Цагаан будаа. 6.11
Гадаргуугийн барзгар байдал.Аливаа гадаргуу хатуу бие, хэчнээн болгоомжтой, ямар ч аргаар гүйцэтгэсэн ч бичил барзгаржилттай байдаг. Эдгээр жигд бус байдлыг гадаргуугийн хэлбэрийн долгион, гажуудлыг үүсгэдэг макро барзгаржилттай андуурч болохгүй (жишээлбэл, тэгш бус байдлаас хазайх, цилиндр хэлбэртэй гэх мэт).
Хэдэн арван, хэдэн зуу дахин ихсэх тусам хэсгийн профайлыг (жишээлбэл, техникийн баримт бичигт заасан нэрлэсэн гадаргуутай хэвийн) Зураг дээр үзүүлсэнтэй төстэй хэлбэрээр үзүүлэв. 6.12.
суурь урт Лгадаргуугийн барзгар байдлыг тодорхойлдог жигд бус байдлыг тодруулахад ашигладаг. Үндсэн уртын дотор Лпрофайлын дунд шугам хүртэлх стандарт хазайлт нь хамгийн бага; y- профайлын хазайлт; p- профилын цухуйсан өндөр, Внь профилын хөндийн гүн юм.
Гадаргуугийн барзгар байдлыг хэвийн хэсгийн (ГОСТ 25142-82) бичил тэгш бус байдлын хэмжээ, хэлбэрээр үнэлдэг.
Хэмжилтийг үндсэн уртаар хийдэг Лтодорхой аргачлалын дагуу сонгосон. ГОСТ 2789-73 * барзгар байдлын хэд хэдэн параметрүүдийг тогтоодог бөгөөд эдгээрээс хамгийн түгээмэл хэрэглэгддэг нь Rzболон Ра.
Профайлын тэгш бус байдлын өндөр арван оноо Rz- профилын хамгийн том таван цухуйсан өндрийн нийлбэр ба суурийн уртын доторх хамгийн том таван хонхорын гүний нийлбэрийн дундаж үнэмлэхүй утга (6.12-р зургийг үз):
Арифметик дундаж профайлын хазайлт Ра- үндсэн урт дахь профилын хазайлтын үнэмлэхүй утгын арифметик дундаж:
Ра=, эсвэл ойролцоогоор, Ра = .
Сургалтын төслүүдэд, хэрэв тэдгээрт тавигдах тусгай шаардлага байхгүй бол ГОСТ 2789-73 стандартын дагуу гадаргуугийн барзгаржилтын 14 ангилал тус бүрд эдгээр хоёр параметрийн зөвхөн нэгийг нь, зөвхөн тэдгээрийн хамгийн их утгыг зааж өгөхийг зөвлөж байна. , хүснэгтийг үзнэ үү. 6.11 (Тэмдэг Ратэмдэглэгээнээс хассан).
Барзгаржилтыг холболтод тавигдах шаардлагаас хамааран тогтоодог Гадаад төрхэд анги эсвэл сонгосон технологийн процессоос гадаргуу үүсэх. Энэ зургийн дагуу гүйцэтгэсэн бүх гадаргуугийн тэгш бус байдлыг зааж өгөх ёстой. Гадаргуугийн барзгар байдлыг тодорхойлохдоо гурван төрлийн тэмдгийг ашигладаг.
√ - гадаргууг олж авах аргыг заагаагүй үед (давуу тэмдэг);
√ - материалын давхаргыг арилгах замаар үүссэн үед;
√ - материалын давхаргыг арилгахгүйгээр гадаргууг олж авах эсвэл энэ зургийн дагуу энэ гадаргуу үүсэхгүй байх үед.
Тэмдгийн хэмжээсийг дараах байдлаар харуулав.
хаана h- зураг дээрх хэмжээст тоонуудын цифрүүдийн өндөр; Х = 1.5 h. Тэмдгийг материалын гаднах зориулалтын гадаргуу дээр эсвэл (мөн) энэ гадаргуугаас сунгах шугам дээр цэгээр байрлуулна. Параметр ба түүний утгыг зурагт заасны дагуу зааж өгсөн болно. 6.13, а, б.
Хүснэгт 6.19
| Барзгар байдлын анги | ГОСТ 2789-73 стандартын дагуу параметрийн хамгийн их утга * |
| Rz 320 | |
| Rz 160 | |
| Rz 80 | |
| Rz 40 | |
| Rz 20 | |
| 2.5 | |
| 1.25 | |
| 0.63 | |
| 0.32 | |
| 0.16 | |
| 0.08 | |
| 0.04 | |
| Rz 0.1 | |
| Rz 0.05 |
Хэрэв олон тооны гадаргуу нь ижил тэгш бус байдалтай байвал зургийн баруун дээд буланд Зураг дээр үзүүлсэнтэй төстэй тэмдэглэгээг байрлуулна. 6.13, г. Энэ нь зураг дээр барзгар байдлыг заагаагүй гадаргуу нь илүү барзгаргүй байх ёстой гэсэн үг юм. Rz 40.
Жижиг нүхний хувьд хэмжилтийн шугам дээр барзгар байдлыг тэмдэглэнэ (6.13-р зургийг үз).
Барзгар байдлын тэмдэглэгээг ГОСТ 2.309-85-д нарийвчлан тодорхойлсон болно.
a B C
Цагаан будаа. 6.13
Тохиромжтой байдал, хүлцлийн талбар, гадаргуугийн тэгш бус байдлыг сонгох зөвлөмж.Бүхэл бүтэн бүтээгдэхүүн, түүний хэсэг тус бүрийн өндөр чанар, найдвартай байдал нь ихээхэн баталгаатай байдаг зөв сонголтүйлдвэрлэлийн хүлцэл ба эд ангиудын гадаргуугийн тэгш бус байдал.
Жишээлбэл, эд ангиудыг холбоход шаардлагатай шинж чанарыг хангадаг гадаргуугийн нэг буюу өөр чанарыг олж авахын тулд янз бүрийн технологийн процессуудыг ашигладаг. Хүснэгтэнд. 6.20-д металл эд ангиудын нэгдмэл бус болон хосолсон гадаргууг хэлбэржүүлэх үйл явцын боломжуудыг харуулав. Хоёр хэсгийг холбохдоо үндсэн хазайлтыг ашиглана ГЭХДЭЭ(а) өмнө Г(g) зайтай газардах боломжтой болгодог, -аас Ж(ж) өмнө Н(n) - шилжилтийн П(х) өмнө З(х) хурцадмал байдал. Аж ахуйн нэгжүүдэд бүтээгдэхүүний нарийн төвөгтэй байдал, өртөгийг бууруулахын тулд ашигласан буултын тоог хязгаарладаг. Тогтмол холболтын электрон тоног төхөөрөмжийн металл эд анги үйлдвэрлэхэд интерференц гэх мэт Х 7/r6, Х 8/s7, шилэн эд ангиудын хувьд - Х 8/у 8. Хуванцар эд ангиудын тогтмол холболтын хувьд зөвхөн шилжилтийн төрлийн бэхэлгээг ашиглахыг зөвлөж байна. Х 8/-д 8, Х 9/-д 9, Х 10/-д 10. 11-р ангиас илүү бүдүүн буулт хийхийг зөвлөдөггүй.
Хүснэгт 6.20
| Технологийн процесс | Шугаман хэмжээсийн нарийвчлал, мэргэшил | Барзгар байдал | ||||
| жирийн | нэмэгдсэн | |||||
| Casting | элсэн хэвэнд | Rz 160 | ||||
| Алдагдсан лав загварууд | Rz 20 | |||||
| Хөргөх хэвэнд | Rz 40 | |||||
| Дарамтан дор | Rz 20 | |||||
| хүйтэн тамга | огтлох | Диаметрүүд | Rz 40 | |||
| Урт | ||||||
| ирмэгүүд | ||||||
| Шүүрдэх замаар | 2,5 | |||||
| гулзайлгах | ± т 3 */2 | ± т 2 */2 | ||||
| Эргэх | 12…14 | Rz 20…0,63 | ||||
| Тээрэмдэх | 12…14 | Rz 40…0,63 | ||||
| Хувьцаа огтлох | нунтаглах | 2,5…0,16 | ||||
| өрөмдлөг | Rz 40 | |||||
| Байрлуулалт | 0,63 | |||||
| Нүх уйтгартай | ||||||
| Хэлбэр ба байршлын хүлцэл, мм | ||||||
| Хавтгай лавлагаа гадаргуу | 0,05…0,03 // 0,1…0,02 ┴ 100 мм тутамд 0,1…0,05 | 2,5 | ||||
* Зураг дээр тоон утгыг заана уу.
Бүх хосолсон металл гадаргуу нь 6-р ангиас илүү барзгар биш байх ёстой ( Ра 2.5); Микро схем болон бусад хагас дамжуулагч бүтээгдэхүүний багцад тохирохгүй байх нь ихэвчлэн 5-р ангитай ( R xхорин). Шилэнд хүрэх үед металл гадаргуу нь 5-7-р ангиллын цэвэршилттэй байх ёстой ( Rz 20 … - Ра 1.25).
Шилэн барзгар байдал нь дүрмээр бол 25 микрон (5-р анги ба илүү нарийвчлалтай), хуванцар эд ангиудын барзгар байдал нь 6-9-р анги юм. Шаазан болон металл керамик эд ангиудыг ангижруулсны дараа 10-12 градусын хүлцэл, гадаргуугийн тэгш бус байдлын хэмжээстэй байна. Ра 2,5.
Хагас дамжуулагч төхөөрөмж, микро схемийг үйлдвэрлэхдээ холбогчийг холбоход зориулсан контактын дэвсгэрийн гадаргуугийн цэвэр байдалд өндөр шаардлага тавьдаг (энэ нь дор хаяж 8-9-р зэрэгтэй байх ёстой) Ра 0.63 ... 0.32) ба ялангуяа өндөр - өнгөлгөөний дараа 14-р зэрэгтэй тохирч байх ёстой субстратын гадаргуугийн цэвэр байдал ( Rz 0.05).
Үйлдвэрлэлийн онцгой ач холбогдолтой тохиолдолд зураг нь хэмжээ хүлцлийн нэг хэсэг болох гадаргуугийн хэлбэр, байршлын хүлцэлийг заасан байдаг: хэвийн нарийвчлалтай холболтод "60%; өндөр нарийвчлалтай холболтод "40%; өндөр нарийвчлалтай холболтод "25%. Цилиндр гадаргуугийн хувьд хэлбэрийн хүлцэл нь радиусын хазайлтыг хязгаарладаг тул хэмжээсийн хүлцлийн 30, 20, 12% -ийг эзэлдэг.
Лекцэнд тавигдсан асуултууд:6.1 Үндсэн ойлголтууд
6.2 Цилиндр хэлбэрийн гөлгөр холболтын хүлцлийн систем
6.3 Хүлцлийн талбаруудын тэмдэглэгээ, сонгох зөвлөмж
мэргэшил
6.4 Зураг дээрх зургийн хязгаарын хазайлт
6.5 Хамааралтай хүлцлийн тухай
6.7 Метрийн утаснуудын хүлцэл
6.8 Хүлцлийн талбаруудын байршил, нарийвчлалын зэрэг ба тэдгээрийн
тэмдэглэгээ
6.9 Хүлцлийн талбарууд
6.10 Дамжуулах арааны хүлцэл
6.1 Үндсэн ойлголтууд
Солих чадвар нь бүрэн солих боломжийг олгодогэд анги, угсралтыг ижил төстэй эд анги, угсралтаар биш
машин, төхөөрөмж, механизм гэх мэт үйл ажиллагааны нөхцлийг зөрчсөн.
Бүрэн солигдох чадвар нь механизмын угсралтыг баталгаажуулдаг
болон тоног төхөөрөмж ямар ч боловсронгуй болгох, холбох
эсвэл дэлгэрэнгүй зохицуулалт (жишээ нь бүх заасан параметрүүдийн хувьд).
Бүрэн солигдох боломжтой, бие даасан эд анги эсвэл угсралт
дууссан угсралтын шугам дээр ирэх
бүтээгдэхүүн. Хувь хүний хувьд бүрэн бус солигдох
параметр, эд анги, угсралтыг сольж болохгүй.
Хүлцэл ба буух олон улсын нэгдсэн систем нь
аюулгүй байдлын нөхцөл:
эд анги, угсралт, машиныг солих чадвар;
техникийн баримт бичгийн нэгдсэн гүйцэтгэл;
багаж хэрэгсэл, калибр болон бусад хэмжээстүүдийн нэг флот
технологийн тоног төхөөрөмж. At боловсруулахнэгэн төрлийн хэсгүүдийн багц
яг ижил хэмжээтэй авах боломжгүй.
Зүйл бүр хэмжээсээс арай өөр хэмжээтэй байна
өөр.
Хэмжээний хазайлтын шалтгаан нь өөр өөр байдаг. Тэд хамаардаг
материалын чанар, багаж хэрэгсэл, бэхэлгээний элэгдэл,
бэхэлгээний хавчих нөхцөл, температурын хэлбэлзэл
боловсруулах гэх мэт.
Хэмжээний хазайлт нь маш чухал юм
хэсгүүдийг хооронд нь холбох. Орчин үеийн технологиор,
механизм, тоног төхөөрөмжийг үйлдвэрлэхэд өргөн
үйлдвэрлэлийн дамжуулагчийг ашигладаг, холбох хэсгүүд
нэмэлтгүйгээр өөр хоорондоо угсарч байх ёстой
боловсруулах, тэдгээрийг гүүрэн дээр суурилуулах.
Хэмжээ, өөр өөр шинж чанарын зайлшгүй хэлбэлзэл
холболтыг хүлцэл ба буух нэг системд нэгтгэн харуулав.
6.2 Цилиндр хэлбэрийн гөлгөр холболтын хүлцлийн систем
Үндсэн системүүд нь хоёр буух систем юм: системнүх ба босоо амны систем.
Нүхний систем нь бүгдэд зориулагдсан гэдгээрээ онцлог юм
ижил чанарын буултыг нэг
мөн ижил нэрлэсэн диаметртэй, нүхний хэмжээг хязгаарлана
тогтмол хэвээр байх ба янз бүрийн буултад хүрдэг
босоо амны хязгаарлах хэмжээсийн харгалзах өөрчлөлт.
Нэрлэсэн холболтын хэмжээ нь хамгийн бага байна
нүхний хэмжээ хязгаар.
Босоо амны систем нь бүх буултанд зориулагдсан гэдгээрээ онцлог юм
ижил чанарын нарийвчлалтай, ижил гэж нэрлэдэг
ижил нэрлэсэн диаметртэй, босоо амны хязгаарлах хэмжээсүүд хэвээр байна
тогтмол, мөн холболтын өөр шинж чанарт хүрдэг
нүхний хязгаарлах хэмжээсийн харгалзах өөрчлөлт.
Нэрлэсэн холболтын хэмжээ нь хамгийн том нь юм
босоо амны хэмжээ хязгаар. Системийн бүх стандарт буултанд
нүхний ёроолын хазайлт нь тэг байна. Нүхний системд холболт хийх нь дотроосоо илүү хэмнэлттэй байдаг
босоо амны систем, өрөмдлөгийн тоо, хайгч ба
broaches, тиймээс энэ системийг механик инженерчлэлд хүлээн авсан
давамгайлсан хуваарилалт.
Босоо тэнхлэгийн системийг зөвхөн босоо амтай тохиолдолд л ашигладаг
технологийн шалтгаанаар эцсийн бүтээгдэхүүн.
Солих боломжтой эд ангиудыг авахын тулд үүнийг хийх шаардлагатай
тэдгээрийн хэмжээсийн хазайлт нь зурагт заасан хязгаарт багтсан байв.
Нэрлэсэн хэмжээ нь үндсэн тооцоолсон хэмжээ (Зураг 6.1).
Цагаан будаа. 6.2 - холболтын схем 6.3 - цоорхойтой холболтын диаграмм. татахаар.
Жинхэнэ хэмжээ нь тэр хэмжээ юмшууд хэмжилтээр олж авсан.
Хязгаарлалтын хэмжээг хэмжээ гэж нэрлэдэг, хооронд
Энэ нь бодит хэмжээгээр хэлбэлзэж болно. Нэг нь
Тэднийг хамгийн том хэмжээтэй хязгаар гэж нэрлэдэг, нөгөөг нь -
хамгийн багадаа.
Хүлцэл нь хамгийн том ба хоорондын ялгаа юм
хамгийн бага хязгаарууд.
Дээд хазайлт нь хамгийн том хоорондын зөрүү юм
болон хэмжээ, нэрлэсэн хэмжээ.
Доод хазайлт нь хамгийн бага хоорондын зөрүү юм
хязгаар хэмжээ ба нэрлэсэн хэмжээ.
Цоорхой нь диаметр хоорондын эерэг зөрүү юм
нүх ба босоо ам, хамаатан садныхаа эрх чөлөөг бий болгодог
хөдөлгөөн (Зураг 6.2)
Хамгийн том ялгаа нь хамгийн том ялгаа юм
нүхний хэмжээ, хамгийн бага хязгаар
босоо амны хэмжээ. Хамгийн бага ялгаа нь хамгийн бага ялгаа юм
хязгаар нүхний хэмжээ ба хамгийн том хязгаар
босоо амны хэмжээ.
Урьдчилан ачаалал нь диаметр хоорондын сөрөг зөрүү юм
угсрахаас өмнө нүх ба босоо амны диаметр, угсралтын дараа үүсгэх
тогтмол холболтууд (Зураг 6.3).
Хамгийн их (үнэмлэхүй утгаараа) хөндлөнгийн оролцоо гэж нэрлэдэг
хамгийн бага нүхний хэмжээ хязгаар хоорондын ялгаа ба
хамгийн том босоо амны хэмжээ.
Хамгийн бага (үнэмлэхүй утгаараа) хөндлөнгийн оролцоо гэж нэрлэдэг
хамгийн том нүхний хэмжээ хязгаар хоорондын ялгаа болон
хамгийн бага босоо амны хэмжээ.
Холболтын хоёр хэсэг нь нэрлэсэн босоо ам, цооногийн хэмжээтэй байна
адилхан байх ёстой. Үүнийг нэрлэсэн хэмжээ гэж нэрлэдэг.
холболтууд.
Буух нь нэг оруулсан хоёр холболтын шинж чанарыг тодорхойлдог
бусад дэлгэрэнгүй мэдээлэл болон улмаас тодорхой хэмжээгээр өгдөг
эд ангиудын бодит хэмжээсийн ялгаа, тэдгээрийн хамаатан садны эрх чөлөө
хөдөлгөөн эсвэл тэдгээрийн тогтмол холболтын хүч. Хариуд нь систем бүрийг мэргэшилд хуваадаг.
Мэргэшлийн тоо нь хүрээнээс хамаарч өөр өөр байдаг
нэрлэсэн хэмжээ.
Чанар - тохирох хүлцлийн багц
бүх нэрлэсэн хэмжээтэй ижил нарийвчлалын зэрэг.
Холбох элементүүдийн хүлцлийн талбаруудын сонголтыг тохируулсан
нэрлэсэн хэмжээтэй гурван мужид ялгаатай.
Хүлээн зөвшөөрөгдсөн хэмжээсийн хүрээ ба харгалзах хэмжээг доор харуулав
тэдний мэргэшил.
Хэмжээний хувьд:
a) жижиг - 1 мм хүртэл, 01, 0, 1, 2, ... 13-аас 15 мэргэшлийг хүлээн авна.
б) дунд - 1-ээс 500 мм хүртэл 19 мэргэшлийг хүлээн зөвшөөрдөг
01, 0, 1, 2, …17.
в) том - 500 мм-ээс дээш 19 мэргэшлийг хүлээн зөвшөөрдөг
01, 0, 1, 2, …17.
1-ээс 500 мм хүртэлх бүх хэмжээ нь 12 интервалд хуваагдана. Дотор
бүх хэмжээтэй интервалын хүлцэл, хазайлт тус бүрийг хүлээн зөвшөөрдөг
адилхан. Тэдгээрийг өгөгдсөн дундаж диаметрээс тооцоолно
интервал. Интерференц таарах 17-19 интервал байдаг. тэр
интервалын хэт их хэмжээ авахгүй байхаар хийсэн
хэт их хурцадмал байдал. Хүлцлийн үндэслэлгүй олон янз байдлаас урьдчилан сэргийлэх
болон тариалалт, эдийн засгийн үзүүлэлтүүдийг сайжруулах
талбар сонгох дараах дарааллыг тогтооно
хүлцэл:
1. Эхлээд давуу эрхээ ашиглана уу
хүлцэл;
2. бүтээлчээр хангах боломжгүй бол ба
давуу талбараас шалтгаалан технологийн шаардлага
хүлцэл, бусад хүлцлийн талбараас үндсэн
сонголт;
3. техникийн үндэслэл бүхий ганцаарчилсан тохиолдолд, хэрэв
үндсэн сонголтын хүлцлийн талбаруудыг ашиглах боломжгүй
бүтээгдэхүүний шаардлагыг хангах
нэмэлт хүлцлийн талбарыг зөвшөөрнө.
Үндсэн сонголтын хүлцлийн талбаруудын эгнээ, ялангуяа
илүүд үздэг, ISO-ийн зөвлөмжтэй сайн нийцсэн
1829 – 70.Нүхний систем болон босоо амны системд бүгд тохирно
гурван бүлэгт хуваагддаг:
хооронд байгаагаар тодорхойлогддог цоорхойтой буух
хосолсон гадаргуу нь баталгаатай (хамгийн жижиг)
харьцангуй боломжийг хангах цоорхой
хөдөлгөөнт хэсгүүд. Энэ бүлэгт гулсах зэрэг орно
хамгийн бага зөрүү нь тэг байх буух;
хоорондын оршихуйгаар тодорхойлогддог хөндлөнгийн тохируулга
холбохоос өмнө гадаргууг холбох баталгаатай
(хамгийн бага) харьцангуй саад болох битүүмжлэл
угсралтын дараа хөдлөх эд анги;
шилжилтийн буулт, зай завсар, битүүмжлэлийг хоёуланг нь зөвшөөрдөг.
Шилжилтийн буулт бол таны хийх боломжтой буулт юм
зөвшөөрөл болон урьдчилсан ачааллыг хоёуланг нь авах. Тэд зориулагдсан
тогтмол боловч салгаж болох холболт, хангах
хосолсон хэсгүүдийн сайн төвлөрөл.
Бүх буултуудын жагсаалт, тэмдэглэгээг янз бүрийн хэлбэрээр хүлээн зөвшөөрсөн
мэргэшлийн тухай, STSEV 144 - 75, STSEV 145 - 75-ыг үзнэ үү, эсвэл
лавлах уран зохиол. 6.3 Хүлцлийн талбаруудын тэмдэглэгээ, сонгох зөвлөмж
мэргэшил
Тэг шугамтай харьцуулахад хүлцлийн талбарын байрлал,
нэрлэсэн хэмжээнээс хамааран ISO системд тэмдэглэгдсэн
Латин цагаан толгойн үсгүүд: нүхний том үсэг ба
босоо амны жижиг үсэг.
ISO системийн гол нүхний хүлцлийн талбарыг тэмдэглэв
H үсэг, гол гол h. J, j, k, m, n, ба босоо амны хүлцлийн талбарууд
J, J, K, M, N нүхнүүд нь үндсэн нүхийг үүсгэх зориулалттай
шилжилтийн буулт.
Холболтын чанар, буух хэлбэрийг сонгохдоо дизайнерт
Мэдэх хэрэгтэй:
коньюгацийн зайлшгүй шинж чанар;
үйл ажиллагааны нөхцөл: чичиргээ, үйлчилгээний хугацаа, хэлбэлзэл
температур гэх мэт;
харилцан солилцох чадварыг хангах;
үйлдвэрлэлийн зардал. 01, 0, 1 чанар нь царигийн блокуудад зориулагдсан.
2-оос 4-р чанар - өндөр нарийвчлалтай бүтээгдэхүүний хувьд.
5-аас 13-р хүртэлх мэргэшлийн хувьд хосолсон хүлцлийг өгдөг.
хэсгийн хэмжээ.
12-оос 17-р шинж чанарууд нь нэгдмэл бус хүмүүст хамаарна
хэсгийн хэмжээ.
Бүгд бүдүүлэг биш
мэргэшил (12-оос 17-ны хооронд). Юуны өмнө
хязгаарлахыг анхаарч үзэхийг зөвлөж байна
12, 14, 16 мэргэшлийн хувьд хазайлтыг хязгаарлах.
Гадаад практикт 13, 15, 17-р мэргэшлийн хүлцэл
манай салбарын нэгэн адил ховор сонгогддог.
Хариуцлагагүй хэмжээтэй тохирохгүй байхын тулд үүнийг зөвлөж байна
хүлцлийн талбаруудын дараах зохицуулалтыг хүлээн зөвшөөр:
нүхний хувьд - нэмэх (H үсгээр тэмдэглэсэн);
босоо амны хувьд - хасах (h үсгээр тэмдэглэсэн);
нүх, босоо амтай хамааралгүй хэмжээсийн хувьд -
тэгш хэмтэй (JT/2 эсвэл t/2 гэж тэмдэглэсэн).
6.4 Зураг дээрх зургийн хязгаарын хазайлт
Шугаман хэмжээсийн хязгаарын хазайлтыг зааж өгч болнозураг дээр гурван аргын аль нэгээр:
1. STSEV 145 - 75 стандартын дагуу хүлцлийн талбаруудын тэмдэг,
жишээ нь 18H7, 12e8;
2. хязгаарын хазайлтын тоон утгууд, жишээлбэл 18,
12 ;
3. баруун талд заалт бүхий хүлцлийн талбаруудын тэмдэг
хязгаарын хазайлтын тоон утгыг хаалтанд,
жишээ нь 18H7(0.018), 12e8().
Хязгаарлалтын нэг буюу өөр аргыг сонгох
зохицуулалтын болон техникийн хувьд хазайлтыг хязгаарлаж болно
салбарын баримт бичиг.
Хэмжээний хязгаарын хазайлтыг зааж өгөх ёстой
нэрлэсэн хэмжээсийн дараа шууд. Хэмжээний хамгийн их хазайлтын ерөнхий бүртгэл
тодорхойгүй хүлцэл нь нөхцөлтэй байх ёстой
шугаман хэмжээсийн хязгаарын хазайлтыг тодорхойлох
ГОСТ 23346 - 82-ын дагуу (мэргэшлийн зөрүүний хувьд)
эсвэл ГОСТ 25670 - 83-ын дагуу (нарийвчлалын ангиллын хазайлтын хувьд).
-ийн дагуу хуваарилагдсан тэгш хэмийн хязгаарын хазайлт
мэргэшлийг JT / 2 гэсэн тоогоор зааж өгөх ёстой
чанар.
Нэг талын хязгаарын хазайлтын тэмдэглэгээ
зөвхөн дугуй нүх, босоо амны хувьд мэргэшсэн
диаметрийн тэмдгээр () нөхөгдөнө.
ГОСТ-ийн сонголтуудад тохирсон ерөнхий бүртгэлүүдийн жишээ
14 чанар буюу нарийвчлалын ангилалд 25670 - 83-ыг өгсөн
ширээ.
Анхаарна уу. Тодорхойгүй хязгаарын тухай бүртгэхийг зөвшөөрнө
хэмжээст хазайлтыг тайлбарлах үгсээр нэмж,
Жишээлбэл:
“Хэмжээний хязгаарын тодорхойгүй хазайлт: H14, h14, t /2”.
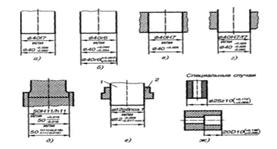
Нүх ба босоо амны систем дэх зураг дээрх хүлцэл ба тохируулгын тэмдгийн жишээг Зураг дээр үзүүлэв. 6.4. Дээд
тэмдэглэгээ нь нүхний системийг, доод тэмдэг нь системийг хэлнэбосоо ам.
Хоёр нүх биш Нэг буюу хэд хэдэн нүх нь суурьтай холбогдсон суурьтай холбогдсон
Хоёр нүх байнасуурьтай холбоотой
Хувилбарын дугаар
1
2
3
Нэг буюу хэд хэдэн нүх
суурьтай холбоотой
Нөхцөлт бичлэгийн жишээ
тэмдэглэгээ
H14, h14, t /2 эсвэл H14, h14, JT14/2
+t, –t, t/2
t /2 эсвэл JT14/2
Цагаан будаа. 6.6 - Суурьтай холбогдоогүй гурав ба түүнээс дээш цооног
6.5 Хамааралтай хүлцлийн тухай
Хамааралтай нь байршлын хүлцэл, түүний үнэ цэнэЗөвхөн заасан хязгаарын хазайлтаас гадна бас хамаарна
харгалзан үзсэн гадаргуугийн бодит хэмжээсүүд.
Өөрөөр хэлбэл, хамааралтай байршлын хүлцэл нь хамааралтай
хосолсон гадаргуугийн хоорондох зай. Барилгачин
зураг дээр хамгийн бага утгыг тавих шаардлагатай
боломжит хамгийн бага цоорхойд тохирсон хүлцэл
(6.5-р зургийг үз).
6.6 Гадаргуугийн хэлбэр, байршлын хазайлтын тэмдэглэгээ
At бэлэг тэмдэгхүлцлийн өгөгдөлгадаргуугийн хэлбэр, зохион байгуулалтыг-д заасан болно
хоёр буюу гурван хэсэгт хуваагдсан тэгш өнцөгт хүрээ
байрлуулсан байна:
эхнийх нь - хазайлтын шинж тэмдэг;
хоёр дахь нь - миллиметр дэх хамгийн их хазайлт;
гурав дахь нь - суурь эсвэл бусад үсгийн тэмдэглэгээ
байршлын хазайлттай холбоотой гадаргуу;
хэрэв хэд хэдэн суурь байгаа бол тэдгээрийн бүх тэмдэглэгээг оруулна уу.
Хүрээний өндөр нь үсгийн хэмжээнээс 2-3 мм-ээс их байх ёстой.
Хүрээг ямар ч шугамаар хөндлөн гарахыг хориглоно. хүрээ
хэвтээ байдлаар байрлуулсан. Хэвийн байдал ба тоон хазайлтын үндэс
гадаргуугийн хэлбэр, зохион байгуулалт нь зарчим юм
зэргэлдээх шулуун шугам, гадаргуу ба профиль.
Нэрлэсэн гадаргуу нь хамгийн тохиромжтой гадаргуу юм.
хэмжээ, хэлбэр нь заасан хэмжээтэй тохирч байна
нэрлэсэн хэмжээс ба нэрлэсэн хэлбэр.
Зэргэлдээх гадаргуу - гадаргуутай
харьцах нэрлэсэн гадаргуугийн хэлбэр
бодит гадаргуу ба гадна талд байрладаг
материалын хэсэг нь түүний хамгийн их хазайлтыг
доторх бодит гадаргуу руу алсын цэг
хэвийн болгосон талбай нь хамгийн бага утгатай байсан.
Зэргэлдээх хэлбэрийн хазайлтыг хэмжихэд зориулагдсан
гадаргуу нь хяналтын гадаргууг хэрэглэнэ
хавтан, шулуун, хэмжигч.
Хэлбэрийн хазайлт нь бодит байдлын хэлбэрийн хазайлт юм
нэрлэсэн хэлбэрээс элемент, тооцоолсон
бодит элементийн цэгүүдээс хамгийн их зай
зэргэлдээх элементийн хэвийн . Маягтын хүлцэл нь хазайлтын хамгийн том утга юм
хэлбэр, өөрөөр хэлбэл бодит цэгүүдээс хамгийн их зай
хэвийн дагуу зэргэлдээх гадаргуу руу гадаргууг.
Гадаргуугийн хазайлт нь
элементийн бодит байршлын хазайлт
гадаргуу, тэнхлэг эсвэл хавтгай гэж үздэг
нэрлэсэн байрлалаас тэгш хэм.
Гадаргуугийн байршлын нарийвчлалыг үнэлэх
суурь оноох.
Суурь нь гадаргуу, түүний үүсгэгч эсвэл цэг,
эд ангиудыг хавтгай эсвэл тэнхлэгт холбохыг тодорхойлох;
аль байршлын хүлцлийг тодорхойлсонтой харьцуулахад.
Хэрэв суурь нь эргэлтийн гадаргуу эсвэл утас байвал,
дараа нь тэнхлэгийг суурь болгон авна.
Байршлын хүлцэл нь хязгаарлах хязгаар юм
байршлын хазайлтын зөвшөөрөгдөх утга
гадаргуу. Маягтын хазайлт ба байршлын тоон утга
гадаргууг ГОСТ 24643-81 стандартын дагуу сонгоно. Суулгасан 16
хэлбэр, гадаргуугийн зохион байгуулалтын нарийвчлалын зэрэг.
Гадаргуугийн барзгар байдал
Металл зүсэлт дээр боловсруулах замаар олж авсан гадаргуу
машинууд, эсвэл өөр ээлжлэн цухуйсан ба
янз бүрийн өндөр, хэлбэрийн хотгорууд, харьцангуй бага
өндөр ба давирхай дахь хэмжээсүүд. Гадаргуугийн барзгар байдал
бусад шинж чанаруудтай хослуулан төлөв байдлыг тодорхойлдог
гадаргуу болон байна, маягтын нарийвчлалын хамт, нэг
гадаргуугийн чанарын үндсэн геометрийн шинж чанарууд
Гадаргуугийн барзгар байдал нь жигд бус байдлын цуглуулга юм
суурь урт. Гадаргуугийн барзгар байдал нь жигд бус байдлын цуглуулга юм
дотор нь харьцангуй жижиг алхам бүхий гадаргуу
суурь урт.
Материал ба аргаас үл хамааран гадаргуугийн тэгш бус байдал
үйлдвэрлэлийг нэг буюу хэд хэдэн үзүүлэлтээр үнэлж болно
параметрүүд:
Ra нь арифметик дундаж хазайлт,
Rz нь профилын тэгш бус байдлын өндөр 10 пунктээр (5
үзүүлбэр ба 5 хөндий),
Rmax нь зөрчлийн хамгийн их өндөр,
Смин - жигд бус байдлын дундаж алхам,
S нь орон нутгийн цухуйх дундаж алхам,
tp нь профайлын харьцангуй лавлагааны урт юм.
Ra параметр нь хамгийн бүрэн мэдээллийг илэрхийлдэг
барзгаржилтын өндрийн параметрүүдийн гол
бөгөөд энэ нь бүх коньюгат болон цэвэр боловсруулалтанд хуваарилагдсан
хэсгүүдийн зэргэлдээ бус гадаргуу. Гадаргуугийн тэгш бус байдлын шаардлагыг тодорхойлно
барзгар байдлын параметрийг тодорхойлох (эсвэл хэд хэдэн
параметрүүд), түүний тоон утга (хамгийн том,
хамгийн бага, нэрлэсэн), мөн шаардлагатай бол,
үндсэн урт ба жигд бус байдлын чиглэл.
ГОСТ 2.309-73 дагуу (2002 оны 3-р нэмэлт өөрчлөлтөөр)
Гадаргуугийн барзгар байдлыг бүхэлд нь зураг дээр зааж өгсөн болно
энэ зургийн дагуу гүйцэтгэсэн хэсгийн гадаргуу.
6.7 Метрийн утаснуудын хүлцэл
ГОСТ 16093 - 70 стандартын дагуу метрийн утаснуудын хүлцэл хамаарна1 - 600 мм диаметртэй метрийн утаснуудад профиль ба
ГОСТ 9150 - 59 стандартын дагуу үндсэн хэмжээсүүд.
Стандарт нь утаснуудын хязгаарын хазайлтыг тогтоодог
цоорхойтой гулсах буулт.
6.8 Хүлцлийн талбаруудын байршил, нарийвчлалын зэрэг ба тэдгээрийн
тэмдэглэгээ Утасны хүлцлийн талбаруудын нэрлэсэнтэй харьцуулахад байршил
Профайлыг гол хазайлтаар тодорхойлно - боолтны дээд хэсэг ба
доод - самрын хувьд.
ГОСТ-ийг ISO R965 ба CMEA RS2272 - 69-ийн зөвлөмжийг харгалзан боловсруулсан болно.
Дараахь үндсэн харилцааг тогтоосон, тэмдэглэв
Латин цагаан толгойн үсгүүд (жижиг үсэг - боолт, том үсгээр
самар): боолтны утаснуудын хувьд - h, g, e, d; самар утаснуудын хувьд - H, G.
Хүлцэлийг тодорхойлдог дараах хүч чадлын зэрэглэлийг тогтооно
боолт ба самарны утасны диаметрийг тоогоор тэмдэглэнэ:
Боолтны диаметр:
нарийвчлалын зэрэг
гадна
4; 6;
8;
дундаж
4; 6;
7; 8
Самар диаметр:
нарийвчлалын зэрэг
дотоод засал
5;
6; 7;
дундаж
4; 5;
6; 7.
Утасны диаметрийн хүлцлийн талбарын тэмдэглэгээ нь дараах тооноос бүрдэнэ.
нарийвчлалын зэрэглэлийг зааж, голыг заасан үсэг
хазайлт.
Жишээ нь: 6 цаг, 6 гр, 6 цаг. Утасны хүлцлийн талбарын тэмдэглэгээ нь талбайн тэмдэглэгээнээс бүрдэнэ
эхний ээлжинд байрлуулсан дундаж диаметрийн хүлцэл, мөн
боолт ба гадна диаметрийн хүлцлийн талбайн тэмдэглэгээ
дотоод - самрын хувьд.
Жишээлбэл: Хэрэв утаснуудын дээд хэсэгт диаметрийн хүлцлийн талбайн тэмдэглэгээ
дундаж диаметрийн хүлцлийн талбарын тэмдэглэгээтэй давхцаж, дараа нь энэ нь байна
HC утаснуудын хүлцлийн талбайн тэмдэглэгээ давтагдана.
Жишээлбэл:
Утасны хүлцлийн тэмдэглэгээ нь хэмжээсийн тэмдэглэгээг дагадаг
утаснууд.
Хүлцлийн талбаруудын тэмдэглэгээний жишээ:
бүдүүн давирхай утас - M12 боолт - 6г; самар M12 - 6H;
нарийн давирхай утас - M12 1 - 6г боолт; самар M12 1 - 6H;
хөндийг заавал дугуйлах боолт - M12 - g - R.
Урсгалтай хэсгүүдийн холбох хэрэгслийг тоологч хэсэгт нь бутархайгаар зааж өгсөн болно
самрын хүлцлийн талбарын тэмдэглэгээг зааж өгөх ба хуваарьт -
боолт хүлцлийн талбайн тэмдэглэгээ.
Жишээ нь: M12 - 6H / 6g; M12 1 - 6H / 6г.
6.9 Хүлцлийн талбарууд
Урсгалын хүлцлийн талбаруудНарийвчлалын ангилал
үнэн зөв
боолт
самар
4 цаг
4H5H
дундаж
6 цаг; 6г;6е; 6d
5H6H; 6H; 6G
Урсгалын нарийвчлалд тавигдах шаардлагын дагуу
Холболт, боолт, самрын хүлцлийн талбарыг нарийвчлалын гурван ангиллаар тогтооно.
нарийн, дунд, бүдүүн.
ISO R965 зөвлөмж нь анги сонгох талаар дараах удирдамжийг өгдөг
Нарийвчлал:
анги "нарийвчлал" - хамгийн бага үед нарийн утаснуудын хувьд
буух шинж чанарын хэлбэлзэл;
"дунд" анги - ерөнхий хэрэглээнд зориулагдсан;
анги "барзгар" - үйлдвэрлэл байж болох тохиолдолд
хүндрэлүүд, жишээлбэл, халуун цувисан баар дээр эсвэл уртаар утас залгахад
сохор нүхнүүд.
Зөвшөөрөгдсөн тохиолдолд хүлцлийн талбарыг ашиглахыг зөвшөөрнө
дунджаар өөр өөр нарийвчлалын ангиллын хүлцлийн талбаруудын хослолоор үүсдэг
проекцын диаметр ба диаметр (боолтны гадна диаметр эсвэл дотоод
самар диаметр). Жишээ нь: боолтны хувьд - 4h 6h; 8 цаг 6 цаг; 8г 6г; самрын хувьд - 5H, 7H6H.
6.10 Дамжуулах арааны хүлцэл
Араа үйлдвэрлэх нарийвчлалыг зохицуулдагхолбогдох ГОСТ-ууд тэдгээрийн
Нарийвчлалын хорин градусын тооцоо, тус бүрийн хувьд
кинематик нарийвчлал, жигд байдлын стандартыг тогтоосон
дугуй ба арааны шүдний ажил ба контакт.
Хамгийн үнэн зөв 1 - 3 зэрэг нь ирээдүйтэй гэж үлдсэн бөгөөд
11 ба 12-р зэрэг нь том ширхэгтэй араа болон хүлцэлд зориулагдсан
хамгийн урт хугацааг заагаагүй байна.
Кинематик нарийвчлалын хэм хэмжээ нь нийт дүнгийн утгыг тодорхойлдог
жолоодлоготой дугуйны арааны эргэлтийн өнцгийн алдаа
удирдагчийн нэг хувьсгалын төлөө.
Дугуйг жигд ажиллуулах дүрэм нь үнэ цэнийг тодорхойлдог
боолын эргэлтийн өнцгийн нийт алдааны бүрэлдэхүүн хэсгүүд
араа, нэг эргэлтэнд олон удаа давтагдсан.
Шүдний контактын хэм хэмжээ нь хажуугийн тохирлын бүрэн байдлыг тодорхойлдог
хөдөлгөөний явцад дугуйны нийлсэн шүдний гадаргуу
дамжуулах шүд. Зохицуулалтгүй араа дахь хажуугийн зайны норм
төвөөс төв хүртэлх зай (байхгүй бол
урвуу сонгогч ба компенсатор) утгыг тодорхойлно
үхсэн хөдөлгөөнүүд.
Дамжуулах механизмын араа дугуй нь 7 байх ёстой
(V=10 м/с хүртэл) эсвэл 7-р (V=6 м/с хүртэл) нарийвчлалын зэрэг. At
хөдөлгөөний нарийвчлалд тавигдах шаардлагыг нэмэгдүүлсэн
дугуйг 6-р зэргийн нарийвчлалтайгаар хийдэг.
STSEV 642 - 77 стандартын дагуу цилиндр арааны хувьд (м<1 мм)
таван төрлийн хань бий: H, G, F, E, D,
баталгаатай хажуугийн зайны утгыг тодорхойлох j мин
(Зураг. 6а) ба дөрвөн төрлийн хүлцэл Т-д заасан
өсөх дараалал h, g, f, e. Хүлцэл e нь ашиглагддаг
нөхөр Э, Д.
STSEV 641 - 77 (м 1 мм) нь зургаан төрлийг тогтоодог
түншүүд: H, E, D, C, B, A (Зураг 6, b) болон найман төрөл
хажуугийн зайны хүлцэл T: h, d, c, b, a, x, y, z.
Цагаан будаа. 6.6 - Интерфейсийн төрөл ба м-ийн дамжуулалт дахь баталгаат хажуугийн зайны утга<1 мм(а) и m>1 мм (б).
Цагаан будаа. 6.6 - Баталгаат холболтын төрөл ба утгуудм-ийн дамжуулалтын хажуугийн зай<1 мм(а) и m>1 мм (б). Хамтарсан H нь баталгаатай хажуугийн зайтай j min = 0.
Араа, араа үйлдвэрлэхэд гарсан алдаа нь үүнээс хамаарна
заасан нарийвчлалын зэрэг. Хажуугийн зайг тодорхойлно
төрөл тус бүрийн нормын дагуу коньюгацийн төрөл.
Модуль m бүхий араа<1 и нерегулируемым расположением осей,
бүх гурван стандартын дагуу нарийвчлалын 7-р зэрэгтэй байна
дугуйг дараах байдлаар тэмдэглэв: 7- G (STSEV 642 -
77); м 1 мм-т ижил нарийвчлал ба холболтын D: 7 - D (STSEV)
641 – 77).
Биеийн янз бүрийн материалыг ашигладаг араанд
болон араа болон мэдэгдэхүйц чичиргээтэй ажилладаг
температур, баталгаатай зайтай интерфейс шаардлагатай,
төвийн бууралтаар дамжуулалт гацахыг эс тооцвол
зай.
Тогтвортой температурын горимтой арааны хувьд
шугаман тэлэлтийн ижил температурын коэффициент
орон сууц, араа, H интерфейсийг ашиглах.
Урвуу араатай үед хажуугийн зай байгаа нь алдаа үүсгэдэг
жолооддог дугуйны хөдөлгөөн, түүнчлэн нэмэлт харагдах байдал
динамик ачаалал, энэ нь ихэвчлэн хүсээгүй байдаг.
Зураг дээрх хэмжээсүүд
Оршил
Масс үйлдвэрлэлийн орчинд үүнийг хангах нь чухал юм солигдох чадвар ижил дэлгэрэнгүй мэдээлэл. Солих чадвар нь механизмыг ажиллуулах явцад эвдэрсэн сэлбэг хэрэгслийг солих боломжийг олгодог. Шинэ хэсэг нь хэмжээ, хэлбэрийн хувьд сольсон хэсэгтэй яг таарч байх ёстой.
Солих гол нөхцөл бол тодорхой нарийвчлалтай эд анги үйлдвэрлэх явдал юм. Хэсгийн үйлдвэрлэлийн нарийвчлал ямар байх ёстой вэ, зөвшөөрөгдөх хязгаарын хазайлтыг зураг дээр зааж өгнө үү.
Хэсэг хэсгүүдийг холбосон гадаргууг гэж нэрлэдэг хосолсон . Нэг нэгийг нь нөгөөгөөр нь холбосон хоёр хэсгийг холбохдоо эмэгтэй гадаргуу ба бүрхэгдсэн хэсгүүдийг ялгадаг. Механик инженерчлэлд хамгийн түгээмэл нь цилиндр ба хавтгай зэрэгцээ гадаргуутай холболтууд юм. Цилиндр хэлбэрийн холболтод нүхний гадаргуу нь босоо амны гадаргууг бүрхдэг (Зураг 1, а). Хаалттай гадаргууг гэж нэрлэдэг нүх бүрэх - босоо ам . Эдгээр ижил нэр томъёо нүх болон босоо ам Уламжлал ёсоор бусад цилиндр бус хаалттай болон хучигдсан гадаргууг (Зураг 1, b).
Цагаан будаа. 1. Нэр томъёоны тайлбар нүх болон босоо ам
Буух
Эд анги угсрах аливаа ажиллагаа нь холбох хэрэгцээ, эсвэл тэдний хэлснээр, ургамалнэг нарийн ширийн зүйлийг нөгөө рүү. Тиймээс технологид илэрхийлэл буух эд ангиудын холболтын шинж чанарыг зааж өгөх.
Нэр томъёоны дагуу буух угсарсан хэсгүүдийн бие биентэйгээ харьцуулахад хөдөлгөөний түвшинг ойлгох.
Гурван бүлэг буулт байдаг: цоорхойтой, хөндлөнгийн тохируулгатай, шилжилтийн.
Зөвшөөрөлтэй буух
цоорхой Хэрэв нүхний хэмжээ нь босоо амны хэмжээнээс их байвал D нүхний хэмжээ ба босоо амны хоорондох зөрүүг d гэж нэрлэнэ (Зураг 2, а). Цоорхой нь нүхэнд босоо амны чөлөөт хөдөлгөөнийг (эргэлт) баталгаажуулдаг. Тиймээс цоорхойтой буулт гэж нэрлэдэг хөдөлгөөнт буулт. Цоорхой том байх тусам хөдөлгөөний эрх чөлөө нэмэгдэнэ. Гэсэн хэдий ч бодит байдал дээр хөдөлж буй буулттай машинуудыг зохион бүтээхдээ босоо ам ба нүхний үрэлтийн коэффициентийг багасгах ийм цоорхойг сонгодог.

Цагаан будаа. 2. Буух
Хөндлөнгийн буулт
Эдгээр тохируулгын хувьд нүхний диаметр D нь босоо амны диаметр d-ээс бага байна (Зураг 2, b). .Бодит байдал дээр энэ холболтыг даралтын дор, эмэгтэй хэсэг (нүх) халааж, (эсвэл) эрэгтэй хэсэг (босоо ам) хөргөх үед хийж болно.
Хөндлөнгийн буулт гэж нэрлэдэг тогтмол буух , холбосон хэсгүүдийн харилцан хөдөлгөөнийг хассан тул.
шилжилтийн буулт
Эдгээр буултыг шилжилтийн гэж нэрлэдэг, учир нь босоо ам, нүхийг угсрахаасаа өмнө холболтод юу болохыг хэлэх боломжгүй юм - цоорхой эсвэл хөндлөнгийн тохируулга. Энэ нь шилжилтийн тохируулгад нүхний диаметр D нь босоо амны диаметр d-ээс бага, түүнээс их эсвэл тэнцүү байж болно (Зураг 2, в).
Хэмжээний хүлцэл. Хүлцлийн талбар. Нарийвчлалын чанар Үндсэн ойлголтууд
Хэсгийн зураг дээрх хэмжээсүүд нь тухайн хэсгийн геометрийн хэлбэрийн хэмжээг тодорхойлдог. Хэмжээ нь нэрлэсэн, бодит, хязгаарт хуваагдана (Зураг 3).
Нэрлэсэн хэмжээ - энэ нь түүний зорилго, шаардагдах нарийвчлалыг харгалзан тухайн хэсгийн тооцоолсон үндсэн хэмжээ юм.
Нэрлэсэн холболтын хэмжээ - Энэ нь холбоосыг бүрдүүлдэг нүх ба босоо амны нийтлэг (ижил) хэмжээ юм. Эд анги ба холболтын нэрлэсэн хэмжээсийг дур зоргоороо сонгоогүй, харин ГОСТ 6636-69 "Хэвийн шугаман хэмжээс"-ийн дагуу. Бодит үйлдвэрлэлд эд анги үйлдвэрлэхэд нэрлэсэн хэмжээсийг хадгалах боломжгүй тул бодит хэмжээсийн тухай ойлголтыг нэвтрүүлсэн.
бодит хэмжээ - энэ нь эд анги үйлдвэрлэх явцад олж авсан хэмжээ юм. Энэ нь үргэлж нэрлэсэн хэмжээнээс дээш эсвэл доош ялгаатай байдаг. Эдгээр хазайлтын зөвшөөрөгдөх хязгаарыг хязгаарлах хэмжээсийн тусламжтайгаар тогтооно.
Хэмжээг хязгаарлах Хоёр хилийн утгыг дууддаг бөгөөд тэдгээрийн хооронд бодит хэмжээ байх ёстой. Эдгээр утгуудын хамгийн том нь гэж нэрлэгддэг хамгийн том хэмжээний хязгаар, жижиг - хамгийн бага хэмжээний хязгаар. Өдөр тутмын практикт эд ангиудын зураг дээр нэрлэсэн хэмжээнээс хазайх замаар хязгаарлах хэмжээг зааж өгөх нь заншилтай байдаг.
Хязгаарлалтын хазайлт - энэ бол хязгаарлах болон нэрлэсэн хэмжээ хоорондын алгебрийн ялгаа юм. Дээд ба доод хазайлтыг ялгах. Дээд хазайлтхамгийн том хэмжээний хязгаар ба нэрлэсэн хэмжээ хоёрын алгебрийн зөрүү юм. доогуур хазайлтхамгийн бага хэмжээний хязгаар ба нэрлэсэн хэмжээ хоёрын алгебрийн зөрүү юм.
Нэрлэсэн хэмжээ нь хазайлтын эхлэлийн цэг болдог. Хазайлт нь эерэг, сөрөг эсвэл тэг байж болно. Стандарт хүснэгтэд хазайлтыг микрометрээр (мкм) өгсөн болно. Зураг дээр хазайлтыг ихэвчлэн миллиметрээр (мм) зааж өгдөг.
Бодит хазайлт - энэ бол бодит ба нэрлэсэн хэмжээ хоорондын алгебрийн ялгаа юм. Шалгасан хэмжээсийн хүчинтэй хазайлт нь дээд ба доод хазайлтын хооронд байвал уг хэсгийг тохиромжтой гэж үзнэ.
Хэмжээний хүлцэл - энэ нь хамгийн том ба хамгийн бага хязгаарын хэмжээ эсвэл дээд ба доод хазайлтын хоорондох алгебрийн зөрүүний үнэмлэхүй утга юм.
Доод чанар нэрлэсэн хэмжээний хэмжээнээс хамаарч өөр өөр байдаг хүлцлийн багцыг ойлгох. Эд анги үйлдвэрлэх нарийвчлалын янз бүрийн түвшинд тохирсон 19 мэргэшлийг тогтоосон. Мэргэшил бүрийн хувьд хүлцлийн талбаруудын эгнээ барьдаг
Хүлцлийн талбар дээд ба доод хазайлтаар хязгаарлагдсан талбар юм. Нүх ба босоо амны хүлцлийн бүх талбарыг латин цагаан толгойн үсгээр тэмдэглэсэн: нүхний хувьд - том үсгээр (H, K, F, G гэх мэт); босоо амны хувьд - жижиг үсгээр (h, k, f, g гэх мэт).

Цагаан будаа. 3. Нэр томъёоны тайлбар
Лекц
Сэдэв №5Хүлцэл ба буулт
Оршил
Бүтээгдэхүүнийг (машин, нэгж, нэгж) боловсруулах явцад хэрэглэх чадвар, давтагдах чадвар, төсөл хоорондын нэгдлийн коэффициентээр тодорхойлогддог стандартчилал, нэгдлийн өгөгдсөн түвшингээс ажиллах шаардлагатай. Эдгээр коэффициентуудын утга нэмэгдэхийн хэрээр боловсруулж буй бүтээгдэхүүний эдийн засгийн үр ашиг нь түүнийг үйлдвэрлэх, ажиллуулах явцад нэмэгддэг. Стандартчилал, нэгдлийн түвшинг нэмэгдүүлэхийн тулд бүтээгдэхүүний дизайны үе шатанд аль хэдийн үйлдвэрээс үйлдвэрлэсэн олон тооны бүрэлдэхүүн хэсгүүдийг ашиглах, анхны бүрэлдэхүүн хэсгүүдийн хөгжлийг боломжийн хязгаарлахыг хичээх шаардлагатай байна. Үүний зэрэгцээ, хөгжлийн үйл явцын гол асуудал бол сольж болох эд анги, угсралт, эд ангиудын нарийвчлал, юуны түрүүнд геометрийн параметрүүдийн хувьд юм.
Эд анги, угсралт, угсралтыг сольж байх нь стандартчиллын аргуудын нэг болгон нэгтгэх, сэлбэг хэрэгслийн нийлүүлэлтийг зохион байгуулах, засварын ажлыг хөнгөвчлөх, ялангуяа хүнд нөхцөлд, элэгдсэн эд ангиудыг энгийн солих хүртэл багасгах боломжийг олгодог.
Солигдох чадвар- угсарсан бүтээгдэхүүн (угсралт, механизм) -ийн хэвийн ажиллагааг хангахын зэрэгцээ угсрах явцад нэмэлт механик болон гар аргаар боловсруулалт хийхгүйгээр угсрах нэгжид байр сууриа эзлэх бие даан үйлдвэрлэсэн эд ангиудын өмч.
Солих чадварын тодорхойлолтоос харахад энэ нь үйлдвэрлэлийг хуваах урьдчилсан нөхцөл юм, өөрөөр хэлбэл. эд анги, угсралт, угсралтын бие даасан үйлдвэрлэл, дараа нь угсрах хэсгүүдэд дараалан угсарч, угсрах хэсгүүдийг нийтлэг систем (механизм, машин, төхөөрөмж) болгон нэгтгэдэг. Угсрах ажлыг хоёр аргаар хийж болно: угсарсан эд анги, угсралтын нэгжийг угсрах ба угсрахгүйгээр. Холбохгүйгээр угсрах ажлыг масс болон шугаман үйлдвэрлэлд, холбох хэрэгсэлтэй бол дан болон жижиг оврын үйлдвэрлэлд ашигладаг. Холбохгүйгээр угсрахдаа эд ангиудыг шаардлагатай нарийвчлалтайгаар үйлдвэрлэсэн байх ёстой. Гэсэн хэдий ч геометрийн параметрийн нарийвчлалаар солигддоггүй. Материал, эд анги, угсрах хэсэг, эд ангиудын бат бөх чанар нь эцсийн бүтээгдэхүүний зорилго, ашиглалтын нөхцөлтэй нийцэж байх шаардлагатай. Үүнийг солих чадвар гэж нэрлэдэг ажиллагаатай, ба геометрийн харилцан солигдох чадвар нь функциональ солилцооны тодорхой төрөл юм.
Солих чадвар нь бүрэн ба бүрэн бус, гадаад ба дотоод.
Бүрэн солих чадваругсралтын явцад нэмэлт үйл ажиллагаа явуулахгүйгээр тогтоосон чанарын үзүүлэлтүүдийг авах боломжийг танд олгоно.
At бүрэн бус солигдох чадваругсралтын нэгж, эцсийн бүтээгдэхүүнийг угсрах явцад зарим эд анги, угсралтын нэгжийг сонгох, тохируулахтай холбоотой үйлдлүүдийг хийхийг зөвшөөрнө. Энэ нь эцсийн бүтээгдэхүүний техникийн болон ашиглалтын үзүүлэлтүүдийг эд ангиудын нарийвчлал багатай авах боломжийг танд олгоно. Үүний зэрэгцээ функциональ солилцоо нь зөвхөн бүрэн, геометрийн хувьд бүрэн, бүрэн бус байх ёстой.
Гадаад харилцан солилцох чадвар- энэ нь үйл ажиллагааны параметр ба холболтын хэмжээсийн хувьд нэгж ба эд ангиудыг солих чадвар юм. Жишээлбэл, цахилгаан моторыг солих. Түүний үйл ажиллагааны параметрүүд нь хүч, хурд, хүчдэл, гүйдэл байх болно; Холбох хэмжээсүүдэд цахилгаан моторын хөлний нүхний диаметр, тоо, байршил гэх мэт орно.
Дотоод харилцан солилцох чадварэд ангиудыг нэгжид, нэгжийг механизм болгон угсрахад шаардлагатай параметрүүдийн нарийвчлалаар хангагдана. Жишээлбэл, бөмбөрцөг холхивч эсвэл гулсмал холхивчийн өнхрөх, хурдны хайрцгийн хөтлөгч ба хөтлөгч босоо амны угсралт гэх мэт.
Солих зарчмууд нь эд анги, угсралтын нэгж, эд анги, эцсийн бүтээгдэхүүнд хамаарна.
Бүтээгдэхүүний параметрийн нарийвчлал, тухайлбал хэмжээсээр харилцан солилцох чадварыг баталгаажуулдаг. Гэсэн хэдий ч үйлдвэрлэлийн явцад Х алдаа гарах нь гарцаагүй бөгөөд тэдгээрийн тоон утгыг томъёогоор олдог.
Энд X нь хэмжээ (параметр) -ийн өгөгдсөн утга;
Си нь ижил параметрийн бодит утга юм.
Алдаа нь хуваагдана системтэй, санамсаргүй, бүдүүлэг(алдсан).
Санамсаргүй алдааны хэмжилтийн нарийвчлалд үзүүлэх нөлөөг магадлалын онол, математик статистикийн аргаар үнэлж болно. Олон тооны туршилтууд нь санамсаргүй алдааны хуваарилалт нь ихэвчлэн Гауссын муруйгаар тодорхойлогддог ердийн тархалтын хуульд захирагддаг болохыг харуулсан (Зураг 1).
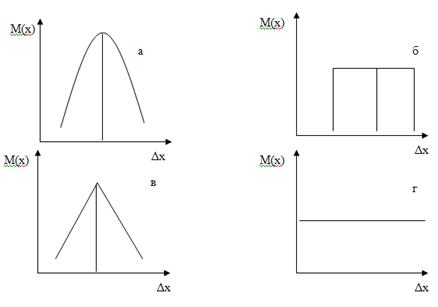
Зураг 1 - Санамсаргүй алдааны тархалтын хуулиуд
a - хэвийн; б - Максвелл; в - гурвалжин (Симпсон); g - тэнцүү магадлалтай.
Муруйн хамгийн их ординат нь өгөгдсөн хэмжээний дундаж утгатай тохирч байна (хязгааргүй тооны хэмжилтийн хувьд үүнийг математикийн хүлээлт гэж нэрлэдэг ба M(X) гэж тэмдэглэнэ).
Санамсаргүй алдаа эсвэл хазайлтыг x тэнхлэгийн дагуу зурна. Y тэнхлэгтэй параллель сегментүүд нь харгалзах утгын санамсаргүй алдаа гарах магадлалыг илэрхийлдэг. Гауссын муруй нь хамгийн их ординаттай харьцуулахад тэгш хэмтэй байна. Тиймээс ижил үнэмлэхүй утгаас хазайх боловч өөр өөр шинж тэмдэгтэй байх нь адилхан боломжтой. Муруйн хэлбэр нь жижиг хазайлт (үнэмлэхүй утгаараа) том хэмжээтэй харьцуулахад илүү олон удаа гарч ирдэг бөгөөд маш том хазайлт гарах магадлал бараг байдаггүй. Тиймээс зөвшөөрөгдөх алдаанууд нь тодорхой хязгаарын утгуудаар хязгаарлагддаг (V нь хэсэгчилсэн хэсэг дэх хэмжсэн хамгийн том ба хамгийн бага хэмжээсийн хоорондох зөрүүтэй тэнцүү санамсаргүй алдааны тархалтын практик талбар юм). Үнэ цэнэ нь бүтээгдэхүүн үйлдвэрлэхэд оновчтой зардлаар хангалттай нарийвчлалтай байх нөхцлөөр тодорхойлогддог. Зохицуулалттай төөрсөн талбартай бол санамсаргүй алдааны 2.7% -иас илүүгүй нь хязгаараас хэтэрч чадахгүй. Энэ нь боловсруулсан 100 эд ангиас гурваас илүүгүй гэмтэлтэй байж болно гэсэн үг юм. Техникийн болон эдийн засгийн хувьд гэмтэлтэй бүтээгдэхүүний харагдах хувийг цаашид бууруулах нь үргэлж зөвлөдөггүй, учир нь. Энэ нь практик төөрсөн талбайн хэт их өсөлт, улмаар хүлцэл нэмэгдэж, бүтээгдэхүүний нарийвчлал буурахад хүргэдэг. Муруй хэлбэр нь бүтээгдэхүүнийг боловсруулах, хэмжих аргаас хамаарна; яг аргууд нь V1 төөрсөн талбартай 1-р муруйг өгдөг; муруй 2, V2
Хүлээн зөвшөөрөгдсөн технологийн процесс, үйлдвэрлэлийн хэмжээ болон бусад нөхцөл байдлаас шалтгаалан санамсаргүй алдааг Гауссын хуулийн дагуу бус харин тэнцүү магадлалын хуулийн дагуу (Зураг 1б), гурвалжингийн хуулийн дагуу (Зураг 1в) хуваарилж болно. Максвеллийн хууль (Зураг 1d) гэх мэт Санамсаргүй алдааг бүлэглэх төв нь дундаж хэмжээтэй координаттай давхцаж болно (Зураг 1а) эсвэл түүнтэй холбоотой шилжилт (Зураг 1d).
Боловсруулалт, хэмжилтийн явцад алдаа гаргах шалтгаануудын нөлөөг бүрэн арилгах боломжгүй бөгөөд зөвхөн илүү дэвшилтэт технологийн процессыг ашиглах замаар алдааг багасгах боломжтой юм. Хэмжээний нарийвчлалыг (ямар ч параметрийн) бодит хэмжээг өгөгдсөн хэмжээтэй ойртуулах зэрэг гэж нэрлэдэг, өөрөөр хэлбэл. Хэмжээний нарийвчлалыг алдаагаар тодорхойлно. Алдаа багасах тусам нарийвчлал нэмэгдэж, эсрэгээр болно.
Практикт алдааг хязгаарлах замаар харилцан солилцох чадварыг хангадаг. Алдаа багасах тусам параметрүүдийн бодит утга, ялангуяа хэмжээсүүд нь өгөгдсөн утгатай ойртдог. Жижиг алдаатай бол бодит хэмжээсүүд нь өгөгдсөн хэмжээнүүдээс маш бага ялгаатай тул алдаа нь бүтээгдэхүүний гүйцэтгэлд сөргөөр нөлөөлдөггүй.
2. Хүлцэл ба буулт. Чанарын тухай ойлголт
Үндсэн нэр томъёо, тодорхойлолтыг ГОСТ 25346, ГОСТ 25347, ГОСТ 25348 стандартуудаар тогтоосон бөгөөд хүлцэл, 1 мм-ээс бага, 500 мм, 500-аас 3150 мм-ийн хэмжээтэй тохирно.
Формула (7) ба (8) нь дараах дүгнэлтээс гаралтай. (2) ба (3) томьёоны дагуу хамгийн том ба хамгийн бага хязгаарын хэмжээ нь нэрлэсэн хэмжээ ба харгалзах хязгаарын хазайлтын нийлбэртэй тэнцүү байна.
![]() (9)
(9)
![]() (10)
(10)
Томъёоны (5) хязгаарын хэмжээсийн утгыг томъёонд орлуулна
Ижил нэр томъёог багасгаж, бид томъёог (7) авна. Формула (8) ижил төстэй байдлаар гарна.

Зураг - Цоорхойтой буух үед нүх ба босоо амны хүлцлийн талбар (нүхний хазайлт эерэг, босоо амны хазайлт сөрөг)
Хэрхэн тооцож байгаагаас үл хамааран хүлцэл нь үргэлж эерэг утгатай байдаг.
ЖИШЭЭ.Хязгаарын хэмжээс ба хазайлтын хүлцлийг тооцоолох. Өгөгдсөн: = 20.010 мм; = 19.989 мм; = 10 мкм; = -11 мкм.
нэг). Бид (6) томъёоны дагуу хязгаарлах хэмжээсээр хүлцлийг тооцоолно.
Td = 20.010 - 19.989 = 0.021 мм
2). Бид (8) томъёоны дагуу хязгаарын хазайлтын хүлцлийг тооцоолно.
Td = 10 - (-11) = 0.021 мм
ЖИШЭЭ. Босоо ам ба нүхний өгөгдсөн тэмдэгтүүдийн дагуу (босоо ам - , нүх 20) нэрлэсэн болон хязгаарын хэмжээс, хазайлт, хүлцэл (мм ба микрон) -ийг тодорхойлно.
2.2 Хүлцлийн нэгж ба мэргэшлийн тухай ойлголт
Хэмжээний нарийвчлал нь хүлцэлээр тодорхойлогддог - хүлцэл буурах тусам нарийвчлал нэмэгдэх ба эсрэгээр.
Эд анги боловсруулах технологийн арга бүр нь эдийн засгийн үндэслэлтэй оновчтой нарийвчлалаар тодорхойлогддог боловч практикээс харахад хэмжээ ихсэх тусам жижиг хүлцэл бүхий эд ангиудыг боловсруулах технологийн хүндрэлүүд нэмэгдэж, боловсруулалтын өөрчлөгдөөгүй нөхцөлд оновчтой хүлцэл бага зэрэг нэмэгддэг. Эдийн засгийн хувьд хүрч болох нарийвчлал ба хэмжээсийн хоорондын хамаарлыг хүлцлийн нэгж гэж нэрлэгдэх нөхцөлт утгаараа илэрхийлнэ.
Хүлцлийн нэгж() хүлцлийн нэрлэсэн хэмжээнээс хамаарах хамаарлыг илэрхийлж, стандарт хүлцлийг тодорхойлох үндэс болно.
Хүлцлийн нэгж μм-ийг дараах томъёогоор тооцоолно.
500 мм хүртэлх хэмжээтэй
500-аас 10000 мм-ээс дээш хэмжээтэй
босоо амны дундаж диаметр хаана байна мм.
Дээрх томъёонд эхний нэр томъёо нь боловсруулалтын алдааны нөлөөллийг, хоёр дахь нь хэмжилтийн алдаа, температурын алдааны нөлөөг харгалзан үздэг.
Хэмжээ нь ижил утгатай байсан ч нарийвчлалын шаардлага өөр байж болно. Энэ нь тухайн хэсгийн дизайн, зорилго, ашиглалтын нөхцлөөс хамаарна. Тиймээс уг ойлголтыг танилцуулж байна чанар .
чанар- бүх нэрлэсэн хэмжээтэй ижил нарийвчлалын зэрэгт тохирсон хүлцлийн багцаар тодорхойлогддог эд анги үйлдвэрлэх нарийвчлалын шинж чанар.
Мэргэшлийн хүлцэл (T) зарим үл хамаарах зүйлийг томъёогоор тогтооно
энд a нь хүлцлийн нэгжийн тоо;
i(I) - хүлцлийн нэгж.
ISO системийн дагуу 1-ээс 500 мм хүртэлх хэмжээтэй, 19 мэргэшил. Тэдгээр нь тус бүр нь тодорхой хэмжээний нэрлэсэн хэмжээтэй харьцангуй тогтмол нарийвчлалыг баталгаажуулдаг хүлцлийн багц гэж ойлгогддог.
19 мэргэшлийн хүлцлийг нарийвчлалын буурах дарааллаар эрэмбэлсэн: 01, 0, 1, 2, 3,..17, нөхцөлт байдлаар IT01, IT0, IT1 ... IT17 гэж тэмдэглэнэ. энд IT нь нүх ба босоо амны хүлцэл бөгөөд энэ нь "ISO хүлцэл" гэсэн утгатай.
Нэг чанарын дотор "a" нь тогтмол байдаг тул чанар бүрийн бүх нэрлэсэн хэмжээ нь ижил нарийвчлалтай байдаг. Гэсэн хэдий ч өөр өөр хэмжээтэй ижил чанарын хүлцэл өөрчлөгдсөөр байгаа тул хэмжээ ихсэх тусам хүлцлийн нэгж нэмэгддэг бөгөөд энэ нь дээрх томъёоноос үүдэлтэй юм. Өндөр нарийвчлалтай мэргэшлээс бүдүүн нарийвчлалтай мэргэшил рүү шилжих үед хүлцлийн нэгжийн тоо нэмэгдсэнээс хүлцэл нэмэгддэг тул өөр өөр мэргэшилд ижил нэрлэсэн хэмжээтэй нарийвчлал өөрчлөгддөг.
Дээр дурдсан бүхнээс үзэхэд дараах байдалтай байна.
Хүлцлийн нэгж нь хэмжээнээс хамаардаг бөгөөд эд ангиудыг боловсруулах зорилго, ажлын нөхцөл, аргаас хамаардаггүй, өөрөөр хэлбэл хүлцлийн нэгж нь янз бүрийн хэмжээтэй нарийвчлалыг үнэлэх боломжийг олгодог бөгөөд өөр өөр хэмжээтэй нарийвчлал эсвэл хүлцлийн ерөнхий хэмжүүр юм. мэргэшил;
Янз бүрийн мэргэшил дэх ижил хэмжээтэй хүлцэл нь өөр өөр байдаг, учир нь тэдгээр нь хүлцлийн нэгжийн "a"-ын тооноос хамаардаг, өөрөөр хэлбэл мэргэшил нь ижил нэрлэсэн хэмжээтэй нарийвчлалыг тодорхойлдог;
Эд анги боловсруулах янз бүрийн аргууд нь эдийн засгийн хувьд тодорхой нарийвчлалтай байдаг: "барзгар" эргэлт нь барзгар хүлцэл бүхий эд ангиудыг боловсруулах боломжийг олгодог; маш бага хүлцэлтэй боловсруулахад нарийн нунтаглах гэх мэтийг ашигладаг тул мэргэшсэн байдал нь эд ангиудыг боловсруулах технологийг тодорхойлдог.
Мэргэшлийн хамрах хүрээ:
01-ээс 4 хүртэлх чанарыг хэмжүүрийн блок, хэмжигч ба тоолуур, хэмжих хэрэгслийн эд анги болон бусад өндөр нарийвчлалтай бүтээгдэхүүн үйлдвэрлэхэд ашигладаг;
5-аас 12 хүртэлх чанарыг янз бүрийн төрлийн бусад хэсгүүдтэй голчлон холбоо үүсгэдэг эд ангиудыг үйлдвэрлэхэд ашигладаг;
13-аас 18 хүртэлх чанарыг хань үүсгэдэггүй, бүтээгдэхүүний гүйцэтгэлд шийдвэрлэх нөлөө үзүүлэхгүй хэсгүүдийн параметрүүдэд ашигладаг.Хязгаарлалтын хазайлтыг дараах байдлаар тодорхойлно. ГОСТ 25346-89.
Хүлцлийн талбаруудын уламжлалт тэмдэглэгээ ГОСТ 25347-82.
Хязгаарын хазайлт ба буух тэмдэг
Шугаман хэмжээсийн хязгаарын хазайлтыг зураг дээр хүлцлийн талбаруудын нөхцөлт (үсгээр) тэмдэглэгээ эсвэл хязгаарын хазайлтын тоон утгууд, түүнчлэн хаалтанд хязгаарын хазайлтын тоон утгыг нэгэн зэрэг харуулсан хүлцлийн талбаруудын үсгийн тэмдэглэгээгээр зааж өгсөн болно. баруун (Зураг 5.6, а... в).Угсарсан зурагт үзүүлсэн хэсгүүдийн хэмжээсийн буух ба хязгаарын хазайлтыг бутархайгаар зааж өгсөн болно: тоологч - үсгийн тэмдэглэгээ эсвэл нүхний хамгийн их хазайлтын тоон утга эсвэл хаалтанд түүний тоон утгыг харуулсан үсгийн тэмдэглэгээ. баруун талд, хуваарьт - босоо амны хүлцлийн талбайн ижил төстэй тэмдэглэгээ (Зураг 5.6, d, e).Заримдаа, буухыг зааж өгөхийн тулд хосолсон хэсгүүдийн зөвхөн нэг хэсгийн хамгийн их хазайлтыг зааж өгдөг (Зураг 5.6, e).
Цагаан будаа. 5.6. Зураг дээрх хүлцлийн талбар ба буултын тэмдэглэгээний жишээ
Хүлцлийн талбаруудын домог дээр дараахь тохиолдолд хязгаарын хазайлтын тоон утгыг заавал зааж өгөх шаардлагатай: ердийн шугаман хэмжээсийн цувралд ороогүй хэмжээсийн хувьд, жишээлбэл 41.5 H7 (+0.025) ; ГОСТ 25347-82-д заагаагүй хязгаарын хазайлтыг тодорхойлохдоо, жишээлбэл, хуванцар эд анги (Зураг 5.6, g).
Хязгаарын хазайлтыг ажлын зураг дээр заасан бүх хэмжээсүүд, түүний дотор тохирохгүй, хариуцлагагүй хэмжээсүүдийг багтаасан байх ёстой. Хэмжээний хязгаарын хазайлтыг зааж өгөөгүй бол нэмэлт зардал (энэ хэмжээг шаардлагатай хэмжээнээс илүү нарийвчлалтай авахыг хичээх үед) эсвэл хэсгийн массын өсөлт, металлын хэт их хэрэглээ гарч болзошгүй.
Ижил нэрлэсэн хэмжээтэй, гэхдээ өөр өөр хамгийн их хазайлттай хэсгүүдээс бүрдэх гадаргуугийн хувьд эдгээр хэсгүүдийн хоорондох хилийг нимгэн хатуу шугамаар зурж, тохирох хамгийн их хазайлт бүхий нэрлэсэн хэмжээг хэсэг тус бүрээр тусад нь зааж өгнө.
Металл эд ангиудын гөлгөр элементүүдийн нарийвчлалыг, хэрэв тэдгээрийн хазайлтыг нэрлэсэн хэмжээсийн дараа шууд заагаагүй боловч ерөнхий бүртгэлд заасан бол тэдгээрийг мэргэшлийн дагуу (1-ээс 1000 мм-ийн хэмжээтэй бол 12-17 хүртэл) нормчилно. МТ, эсвэл ГОСТ 25670-83-аар тогтоосон нарийвчлалын ангиллаар (нарийвчлалтай, дунд, барзгар, маш барзгар) тэмдэглэнэ. Нарийвчлалын ангиллын хүлцэл нь t1, t2, t3 ба t4 - нарийвчлалын ангиллын хувьд - нарийн, дунд, барзгар, маш бүдүүлэг гэсэн утгатай.
Босоо ам ба нүхний хэмжээсийн тодорхойгүй хязгаарын хазайлтыг нэг талт ба тэгш хэмтэй хоёуланг нь зааж өгч болно; нүх ба босоо амтай хамааралгүй элементүүдийн хэмжээсийн хувьд зөвхөн тэгш хэмтэй хазайлтыг өгдөг. Нэг талын хязгаарын хазайлтыг мэргэшлийн (+ IT эсвэл -IT) болон нарийвчлалын ангиллаар (± t / 2) хоёуланг нь хуваарилж болох боловч үүнийг мэргэшлийн шалгуураар (± T / 2) зөвшөөрдөг. Чанар 12 нь нарийвчлалын ангилалд "нарийвчилсан", чанар 14 - "дунд", чанар 16 - "бүдүүн", чанар 17 - "маш бүдүүн" байна. Тодорхойгүй хязгаарын хазайлтын тоон утгыг ГОСТ 25670-83-д өгсөн болно. Зүсэх замаар боловсруулсан металл эд ангиудын хэмжээсийн хувьд 14-р чанар эсвэл "дундаж" нарийвчлалын ангиллын дагуу тодорхойгүй хязгаарын хазайлтыг өгөх нь зүйтэй. Зангилаа, муруйлтын радиус ба фазын тодорхойгүй хамгийн их хазайлтыг шугаман хэмжээсийн тодорхойгүй хамгийн их хазайлтын чанар эсвэл нарийвчлалын ангиллаас хамааран ГОСТ 25670-83-ийн дагуу тодорхойлно.
Эд ангиудын холболт (угсрах нэгж) нь тэдгээрийн байрлал, хөдөлгөөний нарийвчлал, ашиглалтын найдвартай байдал, засварын хялбар байдлыг хангах ёстой. Үүнтэй холбогдуулан холболтын дизайнд янз бүрийн шаардлага тавьж болно. Зарим тохиолдолд цоорхойтой хөдлөх холболт, бусад тохиолдолд хөндлөнгийн холболттой тогтмол холболт авах шаардлагатай байдаг.
цоорхой Схэрэв нүхний хэмжээ нь босоо амны хэмжээнээс том бол тэдгээр нь нүх ба босоо амны хэмжээсийн зөрүүг нэрлэдэг. С= Д- г.
хөндлөнгийн оролцоо Нхэрэв босоо амны хэмжээ нь нүхний хэмжээнээс их байвал нүх ба босоо амны хэмжээсийн зөрүү гэж нэрлэдэг. Диаметрийн ижил төстэй харьцаатай гболон Дурьдчилсан ачааллыг сөрөг цэвэрлэгээ гэж үзэж болно, өөрөөр хэлбэл.
Н= - С= - (Д- г) = г- Д , (12)
Цэвэрлэгээ ба хурцадмал байдал нь зөвхөн бие даасан хэсгүүдийн хэмжээсийн нарийвчлалаас гадна голчлон хосолсон гадаргуугийн хэмжээсийн харьцаагаар хангадаг.
буухҮүний үр дүнд үүссэн цоорхой эсвэл хөндлөнгийн оролцоогоор тодорхойлогддог эд ангиудын холболтын шинж чанарыг нэрлэнэ.
Хүлцлийн талбайн байршлаас хамааран нүх ба буух босоо амыг гурван бүлэгт хуваана.
Цоорхойтой буух (холболтын зайг хангах);
Хөндлөнгийн буулт (холболтод хөндлөнгөөс оролцох);
Шилжилтийн буулт (үе мөчний цоорхой ба хурцадмал байдлыг хоёуланг нь авах боломжтой).
Цоорхойтой буух нь ахиу цоорхойгоор тодорхойлогддог - хамгийн том ба хамгийн жижиг. хамгийн том цоорхой Хамгийн иххамгийн том нүхний хэмжээ хязгаар болон босоо амны хэмжээ хязгаарын хамгийн бага зөрүүтэй тэнцүү байна. Хамгийн бага зай Сминнүхний хамгийн бага хязгаарын хэмжээ ба босоо амны хамгийн том хязгаарын хэмжээ хоорондын зөрүүтэй тэнцүү байна. Цооногийн хүлцлийн талбайн доод хязгаар нь босоо амны хүлцлийн талбайн дээд хязгаартай давхцаж байгаа буултуудыг мөн зөвшөөрөлтэй буултууд орно.
Хөндлөнгийн тохируулга үүсгэхийн тулд угсрахаас өмнө босоо амны диаметр нь нүхний диаметрээс их байх ёстой. Угсарсан төлөвт интерфэйсийн бүсийн хоёр хэсгийн диаметрийг тэгшитгэдэг. Хамгийн их битүүмжлэл Nmaxбосоо амны хамгийн том хязгаарын хэмжээ ба нүхний хамгийн бага хязгаарын хоорондох зөрүүтэй тэнцүү байна. Хамгийн бага урьдчилсан ачаалал Нминбосоо амны хамгийн бага хязгаар ба нүхний хамгийн том хязгаарын хоорондох зөрүүтэй тэнцүү байна.
Nmax=dmax-Dmin; Nmin=dmin-Dmax.
Хязгаарын хөндлөнгийн оролцоо, түүнчлэн хязгаарын цэвэрлэгээг хязгаарын хазайлтаар хялбархан тооцдог.
![]()
![]() , (13)
, (13)
Шилжилтийн буудлууд. Шилжилтийн тохируулгын гол онцлог нь ижил багцад хамаарах эд ангиудын холболтод цоорхой, хөндлөнгийн аль нэгийг олж авах боломжтой байдаг. Шилжилтийн буулт нь хамгийн том цоорхой, хамгийн их хөндлөнгийн оролцоотойгоор тодорхойлогддог.
Тооцоолол дээр үндэслэн бид дараахь дүгнэлтийг гаргаж байна.
Сөрөг цэвэрлэгээ нь эерэг хөндлөнгийн оролцоотой тэнцүү ба эсрэгээр байгаа тул шилжилтийн тохируулгын утгыг тодорхойлох. Хамгийн ихболон Nmaxхязгаарын цоорхойг хоёуланг нь эсвэл хоёуланг нь хязгаарлах хөндлөнгийн тоог тооцоолоход хангалттай;
Зөв тооцоогоор Сминэсвэл Нминзаавал сөрөг байх болно, мөн үнэмлэхүй утгуудын хувьд тэнцүү байх болно, Nmaxэсвэл Хамгийн их.
тохирох хүлцэл TPцооног ба босоо амны хүлцлийн нийлбэртэй тэнцүү байна. Цэлмэгтэй буухын хувьд буух хүлцэл нь зөвшөөрлийн хүлцэл эсвэл хязгаарын зай хоорондын зөрүүтэй тэнцүү байна.
TP =TS= Хамгийн их- Смин , (14)
Үүний нэгэн адил, хөндлөнгийн тохируулгын хувьд тохирох хүлцэл нь хөндлөнгийн хүлцэл эсвэл хөндлөнгийн зөрүүтэй тэнцүү болохыг баталж болно.
TP =ТН= Nmax- Нмин , (15)
3.1 Нүхний систем болон босоо амны системд тохирно
Хүлцлийн талбарын байрлал нь тохирох төрлөөс хамаарахгүй хэсгийг системийн үндсэн хэсэг гэж нэрлэдэг. Гол хэсэг нь хүлцлийн талбар нь энэхүү хүлцэл ба тохируулгын системд тогтсон тохируулга үүсгэх үндэс суурь болдог хэсэг юм.
Үндсэн нүх- нүх, доод хазайлт нь тэгтэй тэнцүү EI = 0. Үндсэн нүхний хувьд дээд хазайлт нь үргэлж эерэг бөгөөд ES = 0 = T хүлцэлтэй тэнцүү; хүлцлийн талбар нь тэг шугамаас дээш байрладаг бөгөөд нэрлэсэн хэмжээг нэмэгдүүлэхэд чиглэгддэг.
Үндсэн босоо ам- босоо ам, түүний дээд хазайлт нь тэгтэй тэнцүү es = 0. Үндсэн гол дээр Td = 0(ei) = хүлцлийн талбар нь тэг шугамын доор байрлах ба нэрлэсэн хэмжээг багасгахад чиглэнэ.
Хоёр хосолсон хэсгүүдийн аль нь гол байхаас хамааран хүлцэл ба тохирох системд хоёр эгнээний тохируулга орно: нүхний системд таарах - янз бүрийн босоо амыг үндсэн нүхэнд холбох замаар янз бүрийн цоорхой ба хөндлөнгийн оролцоог олж авдаг; босоо амны систем дэх буулт - янз бүрийн цоорхойг үндсэн босоо ам руу холбох замаар янз бүрийн цоорхой, хөндлөнгийн оролцоог олж авдаг.
Босоо тэнхлэгийн системд тохирох нүхний хэмжээ нь өөр өөр байдаг бөгөөд боловсруулахад гурван багц тусгай хэрэгсэл шаардлагатай болно. Босоо амны системийн буултыг янз бүрийн буултанд зориулж гөлгөр босоо ам (зүү) бүхий хэд хэдэн хэсгийг холбоход ашигладаг. Жишээлбэл, багаж хэрэгслийн хувьд жижиг диаметртэй (3 мм-ээс бага) нарийн тэнхлэгийг ихэвчлэн гөлгөр тохируулсан баараар хийдэг.
Нүхний системд янз бүрийн тохируулга авахын тулд цооног гаргах тусгай хэрэгсэл хамаагүй бага байх шаардлагатай. Ийм учраас энэ систем нь механик инженерчлэлд давамгайлсан хэрэглээтэй байдаг.
Нэмж хэлэхэд
Гөлгөр цилиндр хэсгүүдийн хэмжигч.Хэмжигч нь эд ангиудыг хянах гол хэрэгсэл юм. Тэдгээрийг гараар удирдахад ашигладаг бөгөөд автомат эд ангиудыг удирдахад өргөн хэрэглэгддэг. Хэмжигч нь хяналтын өндөр найдвартай байдлыг хангадаг.
Зориулалтын дагуу хэмжигчийг үндсэн хоёр бүлэгт хуваадаг: ажлын хэмжигч - R-PR гарц ба нэвтрэх боломжгүй - R-NOT; хяналтын хэмжигч - K-RP, K-NE болон K-I.
Ажлын хэмжигч PR ба NOT нь бүтээгдэхүүнийг үйлдвэрлэх явцад хянах зориулалттай. Эдгээр калибрийг үйлдвэрлэгчийн чанарын хяналтын хэлтсийн ажилчид, байцаагчид ашигладаг.
Ажлын калибрын хэмжээсүүд нь хяналттай хэсгүүдийн хязгаарлах хэмжээтэй тохирч байгаа тул тэдгээрийг хязгаарлах гэж нэрлэдэг. Хязгаарлалтын хэмжигч нь эд ангиудын бодит хэмжээ нь хүлцэлд нийцэж байгаа эсэхийг тодорхойлох боломжийг танд олгоно. Хэсэг нь дамжлагын ховилоор дамжин өнгөрч, дамждаггүй гарц руу орохгүй бол сайн гэж тооцогддог.
Калибрын нэрлэсэн хэмжээсүүд нь калибрийг төгс нарийвчлалтай үйлдвэрлэсэн тохиолдолд байх ёстой хэмжээсүүд юм. Энэ нөхцөлд дамжин өнгөрөх бэхэлгээний нэрлэсэн хэмжээ нь босоо амны хамгийн том хязгаарын хэмжээтэй тэнцүү байх ба дамжихгүй бэхэлгээний нэрлэсэн хэмжээ нь босоо амны хамгийн бага хязгаартай тэнцүү байна. Дамжуулах залгуурын нэрлэсэн хэмжээ нь нүхний хамгийн бага хязгаартай тэнцүү байх ба дамжихгүй залгуурын нэрлэсэн хэмжээ нь нүхний хамгийн том хязгаартай тэнцүү байна.
Хяналтад тавигдах шаардлага нь: өндөр бүтээмжтэй байх; хяналт тавихад шаардагдах хугацааэд анги үйлдвэрлэхэд шаардагдах хугацаа аль болох богино байх ёстой; хяналт найдвартай, эдийн засгийн хувьд ашигтай байх ёстой.
Хяналтын эдийн засгийн үндэслэлийг хяналтын хэрэгслийн өртөг, хэмжих гадаргуугийн элэгдэлд тэсвэртэй байдал, хэсгийн хүснэгтийн хүлцлийн талбайн нарийссан хэмжээ зэргээр тодорхойлно.

Жишээлбэл, калибрын бодит хэмжээсүүд нь тухайн хэсгийн хүлцлийн талбарт байрлах хамгийн их хэмжээсүүдтэй давхцаж байвал хүлцлийн талбайн хамгийн том нарийсалтыг олж авна.
Калибраар нарийссан хүснэгтийн хүлцлийг үйлдвэрлэлийн хүлцэл гэж нэрлэдэг. Калибрын улмаас сунгасан хүлцлийг баталгаатай гэж нэрлэдэг. Үйлдвэрлэлийн хэмжээ бага байх тусам эд анги, ялангуяа илүү нарийвчлалтай чанарыг үйлдвэрлэхэд илүү үнэтэй байдаг.
Хязгаарлалтын хэмжигч нь эд ангиудын тохирох байдлыг хүлцэлтэйгээр шалгадаг IT6өмнө IT 17, ялангуяа их хэмжээний болон их хэмжээний үйлдвэрлэлд.
Тейлорын зарчмын дагуу залгуур ба цагираг нь бүрэн хэлбэр, урттай тэнцэх урттай байдаг ба зогсолтгүй хэмжигч нь ихэвчлэн бүрэн бус хэлбэртэй байдаг: жишээлбэл, цагирагны оронд үдээс, түүнчлэн бүрэн бус залгуурыг ашигладаг. хөндлөн огтлолын хэлбэртэй, тэнхлэгийн чиглэлд богиноссон. Тейлорын зарчмыг хатуу дагаж мөрдөх нь тодорхой практик таагүй байдалтай холбоотой байдаг.
Хяналтын хэмжүүр руу-Тэгээдцооногийн ажлын бэхэлгээний элэгдэлд ороход ашиглах боломжгүй, тохируулгатай хэмжигч-хаалт суурилуулах, тохируулгагүй хэмжигч-хаалтуудыг удирдахад ашигладаг. Хяналтын хэмжүүрүүдийн хүлцэл бага байгаа хэдий ч тэдгээр нь ажлын хэмжигчийг үйлдвэрлэх, элэгдэхэд тогтоосон хүлцлийн талбарыг гажуудуулсан хэвээр байгаа тул боломжтой бол хяналтын хэмжүүрийг ашиглах ёсгүй. Ялангуяа жижиг оврын үйлдвэрлэлд хяналтын хэмжүүрийг царигийн хэмжүүрээр солих эсвэл бүх нийтийн хэмжих хэрэгслийг ашиглах нь зүйтэй.
Гөлгөр хэмжигчдэд зориулсан ГОСТ 24853-81 нь үйлдвэрлэлийн дараах хүлцэлийг тогтооно. Х- нүхний ажлын хэмжигч (залгуур) (Зураг 5.9, a) (Hs- ижил калибр, гэхдээ бөмбөрцөг хэмжих гадаргуутай); H\ -босоо амны хэмжигч (хаалт) (Зураг 5.9, б); HP- үдээсийн хяналтын хэмжүүр.
Хяналтын явцад элэгддэг хэмжигчүүдийн хувьд үйлдвэрлэлийн хүлцэлээс гадна элэгдэлд тэсвэртэй байдлыг хангадаг. 500 мм хүртэлх хэмжээтэй элэгдлийн хэмжигчийг PR хүртэл хүлцэх чадвартай IT 8, багтаасан нь эд ангиудын хүлцлийн талбараас тодорхой хэмжээгээр давж болно цагтзамын түгжрэл болон y1үдээсийн хувьд; -аас хүлцэл бүхий PR хэмжигчдэд зориулсан IT 9 хүртэл IT17элэгдэл нь нэвтрүүлэх хязгаараар хязгаарлагддаг, i.e. y = 0болон y1=0. Элэгдэлд тэсвэртэй талбар нь калибрын дундаж элэгдлийг тусгадаг гэдгийг тэмдэглэх нь зүйтэй.
Бүх дамжуулалтын хэмжигчүүдийн хүлцлийн талбарууд Х (Х s) ба H1Залгуур хэмжигч ба z утгаар бүтээгдэхүүний хүлцлийн талбар дотор шилжсэн z1клип хэмжигчдэд зориулсан.
Нэрлэсэн хэмжээ нь 180 мм-ээс их байх үед тогтворгүй калибрын хүлцлийн талбар нь мөн хэсгийн хүлцлийн талбар дотор залгуурын хувьд a, хаалтанд a] гэсэн утгаар шилжиж, алдааг нөхөх зорилгоор аюулгүйн бүс гэж нэрлэгддэг хэсгийг үүсгэдэг. нүх ба босоо амны калибрийг тус тус шалгахад. Калибрын хүлцлийн талбар ҮГҮЙ 180 мм хүртэлх хэмжээтэй тэгш хэмтэй ба = 0 ба l = 0.
Калибрын хүлцлийн талбарууд ба тэдгээрийн өнгөрөх талуудын элэгдлийн хязгаарыг эд ангиудын хүлцлийн талбарт шилжүүлэх нь буултын шинж чанарыг гажуудуулах боломжийг арилгах, тохирох хэсгүүдийн хэмжээсийг тухайн хэсгийн дотор авах боломжийг олгодог. тогтоосон хүлцлийн талбарууд.
ГОСТ 24853-81-ийн томъёоны дагуу калибрын гүйцэтгэх хэмжээсийг тодорхойлно. Гүйцэтгэх ажилтан калибрын хязгаарлах хэмжээсийг дууддаг бөгөөд үүний дагуу шинэ калибрийг хийдэг. Зураг дээрх эдгээр хэмжээсийг тодорхойлохын тулд хаалт нь эерэг хазайлттай хамгийн бага хязгаарын хэмжээг тогтооно; үйсэн болон хяналтын хэмжүүрийн хувьд - сөрөг хазайлттай тэдгээрийн хамгийн том хэмжээтэй хязгаар.
Калибрийг тэмдэглэхдээ калибрийг ашиглахад зориулагдсан хэсгийн нэрлэсэн хэмжээ, бүтээгдэхүүний хүлцлийн талбарын үсгийн тэмдэглэгээ, бүтээгдэхүүний хамгийн их хазайлтын тоон утгыг миллиметрээр (ажлын калибр дээр), калибрын төрөл (жишээлбэл, PR, БИШ, К-БА)болон үйлдвэрлэгчийн барааны тэмдэг.
Дүгнэлт
Өнөөдрийн хуралдаанаар бид дараах сэдвүүдийг хөндлөө.
Солилцооны талаархи ерөнхий мэдээлэл.
Хүлцэл ба буулт. Чанарын тухай ойлголт.
Буух, хүлцэл, мэргэшлийн системийг сонгох.
Бие даан суралцах даалгавар
(бие даан суралцах 1 цаг)
Бүрэн лекцийн тэмдэглэл.
Уран зохиол авах:
Үндсэн
Нэмэлт
1. Сергеев А.Г., Латышев М.В., Терегеря В.В. Стандартчилал, хэмжил зүй, баталгаажуулалт. Заавар. - М.: Логос, 2005. 560 х (х. 355-383)
2. Lifits I.M. Стандартчилал, хэмжил зүй, баталгаажуулалт. Сурах бичиг. 4-р хэвлэл. -М .: Юрайт. 2004. 335 х.
3. Химийн цэргийн зэвсэг, хамгаалалтын хэрэгслийг ажиллуулах. Заавар. VAHZ, чип хавтан. 1990. (Inv. 2095).
4. Зэвсэг, цэргийн техникийг боловсруулах, үйлдвэрлэх чанарын хяналт. А.М. Смирнова. чип хавтан 2003. 274 х. (Inv. 3447).
Хичээлийн явцад дараахь зүйлийг бэлтгэх хэрэгтэй.
1. Багшийн асуултад хариулна уу.
Даалгаврын дагуу боловсруулсан асуултын хамт ажлын номыг илгээнэ үү.
Уран зохиол
солих эд анги боловсруулах
1. Стандартчилал, хэмжил зүй, баталгаажуулалт. Эд. Смирнова А.М. VU RHBZ, DSP, 2001. 322 х. (Inv. 3460).
2. Сергеев А.Г., Латышев М.В., Терегеря В.В. Стандартчилал, хэмжил зүй, баталгаажуулалт. Заавар. – М.: Логос, 2005. 560 х.
3. Металлын технологи. Сурах бичиг. Эд. В.А. Бобровский. -М. Цэргийн хэвлэлийн газар. 1979, 300 х.
Нэг нэгийг нь нөгөөдөө багтаасан 2 хэсгийг угсрахдаа тэд ялгадаг хамрагдсанболон бүрэхгадарга, утга нь нэрнээс нь тодорхой харагдаж байна.
Хаалттай гадаргууг гэж нэрлэдэг нүххамрагдсан - босоо ам.
Жишээлбэл, ханцуйны дотоод цилиндр гадаргуу ба голын нүхний гадаргуу - эмэгтэй гадаргуу, нүх; бутны гаднах цилиндр гадаргуу ба түлхүүрийн гадаргуу - эрэгтэй гадаргуу, босоо ам.
Эмэгтэй ба эрэгтэй гадаргуугийн хэмжээсийн ялгаа (нүх ба босоо амны хэмжээсүүдийн хооронд) тодорхойлогддог. холболтын шинж чанардэлгэрэнгүй эсвэл буух, өөрөөр хэлбэл эд ангиудын хөдөлгөөнт байдлын их буюу бага зэрэг эсвэл үе мөчний бат бэхийн зэрэг (тогтмол холболтын хувьд).
Хэрэв D нүхний хэмжээ нь босоо амны хэмжээнээс их байвал тэдгээрийн хоорондох эерэг ялгаа нь хөдөлгөөний түвшинг (харьцангуй хөдөлгөөний эрх чөлөө) гэж нэрлэдэг. цоорхой S:
S = D - d; Dd; S0. (3.8)
Хэрэв d босоо амны хэмжээ нь D нүхний хэмжээнээс их байвал холболтын бат бэхийн зэргийг тодорхойлдог тэдгээрийн хоорондох эерэг ялгааг нэрлэдэг. хөндлөнгийн оролцооН:
N = d – D; d D; N0. (3.9)
Урьдчилан ачааллыг (шаардлагатай бол) сөрөг ялгаа болон эсрэгээр илэрхийлж болно.
S=-N;N=-S. (3.10)
Нэрлэсэн хэмжээ -стандарт хүртэл дугуйрсан үндсэн тооцоолсон хэмжээ. Нүх ба босоо амны нэрлэсэн хэмжээсийг зураг дээр тэмдэглэж, түүнээс хазайлтыг тооцоолж, хүлцлийн стандартын хүснэгтэд өгсөн болно.
Нэрлэсэн хэмжээсийг (хүч чадал, хөшүүн чанар, тогтвортой байдлын тооцооны дараа дугуйрсан үед ...) ГОСТ 6636-69 * "Хэвийн шугаман хэмжээс" -ийн дагуу сонгоно. Зөвхөн стандарт шугаман хэмжээсийг ашиглах нь ажлын хэсэг, зүсэх, хэмжих хэрэгслийн стандарт хэмжээсийг бууруулж, үйлдвэрлэлийн өртөгийг бууруулахад хүргэдэг.
ГОСТ-ийн дагуу 0.001-ээс 20000 мм-ийн хэмжээтэй олон тооны хэмжээг сонгосон тоон дээр үндэслэн бүтээдэг. Дөрвөн эгнээний хэмжээ тогтоогдсон бөгөөд геометрийн прогрессоор мэдэгдэхүйц = нэмэгддэг;  ;
;
 ;
;
 . Мөрүүдийг Ra5, Ra10, Ra20, Ra40 гэж тодорхойлсон. Сүүлийн эгнээнд хамгийн олон тооны хэмжээ, хамгийн бага нь эхний эгнээнд байна. Үнэт цаасыг сонгохдоо өмнөх мөр бүрийг дараагийнхаас илүүд үзэх хэрэгтэй.
. Мөрүүдийг Ra5, Ra10, Ra20, Ra40 гэж тодорхойлсон. Сүүлийн эгнээнд хамгийн олон тооны хэмжээ, хамгийн бага нь эхний эгнээнд байна. Үнэт цаасыг сонгохдоо өмнөх мөр бүрийг дараагийнхаас илүүд үзэх хэрэгтэй.
Бодит хэмжээзөвшөөрөгдөх алдаатай хэмжилтийн үр дүнд олж авсан хэмжээ гэж нэрлэдэг.
Багц дахь сайн хэсгүүдийн бодит хэмжээ байх ёстой (эсвэл тэнцүү) хэмжээсийг хязгаар гэж нэрлэдэг - тус тус дээд хязгаар D max , d max ба хамгийн бага хязгаарД мин, д мин.
Хялбаршуулахын тулд зураг, хүснэгтэд хязгаарлалтын хэмжээсийн оронд тохирох хязгаарын хазайлтыг дээд ба доод хэсэгт тохируулсан болно.
Дээд хазайлт(ES, es) нь хамгийн том хэмжээний хязгаар ба холболтын нэрлэсэн хэмжээ хоёрын алгебрийн зөрүү юм.
ES = D max - d n s; (3.11)
es = d max - d n s, (3.12)
Энд d n s - холбоосын нэрлэсэн диаметр.
Доод хазайлт(EI, ei) - хамгийн бага хязгаарын хэмжээ ба холболтын нэрлэсэн хэмжээ хоорондын алгебрийн зөрүү:
EI = D min - d n s; (3.13)
ei = d min - d n s. (3.14)
Хазайлт нь эерэг, сөрөг эсвэл тэг байж болно.
Хэмжээний хүлцэл T нь хязгаарын хэмжээ хоорондын зөрүү юм:
T D \u003d D max - D мин; (3.15)
T d \u003d d max - d min. (3.16)
Хүлцэл - утга нь үргэлж эерэг байдаг тул үүнийг тэмдэггүйгээр баримт бичигт заасан байдаг.
(3.15) ба (3.16) илэрхийлэлд хазайлт ба нэрлэсэн үнээр илэрхийлсэн хязгаарлах хэмжигдэхүүний утгыг орлуулж бид дараахь зүйлийг тодорхойлно.
T D \u003d (ES + d n s) - (EI + d n s) \u003d ES - EI; (3.17)
T d \u003d (es + d n s) - (ei + d n s) \u003d es - ei. (3.18)
Хүлцэл нь хязгаарын хазайлтын зөрүүтэй тэнцүү байна (өөрийн тэмдэгтэй!).
Хүлцэл нь хэмжээсийн нарийвчлалыг тодорхойлдог. Хүлцэл бага байх тусам нарийвчлал өндөр байх тусам багц дахь хэмжээ өөрчлөгдөх боломж бага байх ба эсрэгээр. Хүлцлийн утга нь холболт ба бүтээгдэхүүний ашиглалтын шинж чанар, түүнчлэн үйлдвэрлэлийн нарийн төвөгтэй байдал, эд ангиудын өртөгт нөлөөлдөг. Илүү бага хүлцэл бүхий эд анги үйлдвэрлэхэд илүү нарийвчлалтай төхөөрөмж, нарийвчлалтай хэмжих хэрэгсэл, бэхэлгээ, зохих боловсруулалтын горимыг ашиглах шаардлагатай бөгөөд энэ нь бүтээгдэхүүний өртөгийг нэмэгдүүлдэг.
Хүлцэлийн хүрээнд хийгдсэн эд ангиудыг (жишээлбэл, босоо амыг ханцуйнд холбосон) угсрахдаа нүхний хэмжээ, босоо амны санамсаргүй хослолоос хамааран янз бүрийн тохируулга авч болно. Тэдгээр нь ихэвчлэн цэвэрлэгээ (S), хөндлөнгийн (N), шилжилтийн (N-S) бүхий буултуудад хуваагддаг.
цэвэрлэгээ тохиромжтойугсралтын бүх холбоосын завсарыг тохируулсан гэж нэрлэдэг. The хөндлөнгийн буулт.
шилжилтийнбуух гэж нэрлэдэг бөгөөд угсралт дээрх зарим холболтууд нь цоорхойтой, үлдсэн хэсэг нь битүүмжлэл байдаг.
Буух бүр нь хязгаарлагдмал (хамгийн том, хамгийн бага) зай эсвэл хөндлөнгийн оролцоогоор тодорхойлогддог бөгөөд тэдгээрийн үнэ цэнэ нь эд ангиудын хязгаарлагдмал хэмжээсээр тодорхойлогддог.
D min хэмжээтэй нүхэнд d max хэмжээтэй босоо амыг суурилуулсан тохиолдолд холболтын хамгийн бага S min цоорхой үүснэ.
S min = D min -d max (3.19)
S мин \u003d (EI + d n s) - (es + d n s) \u003d EI - es. (3.20)
Холболтын хамгийн том S max цоорхойг хамгийн бага хязгаар d min хэмжээтэй босоо амыг хамгийн том хязгаар D max хэмжээтэй нүхэнд суурилуулсан тохиолдолд авна.
S max = D max -d min (3.21)
S max \u003d (ES + d n s) - (ei + d n s) \u003d ES - ei. (3.22)
Үүний нэгэн адил,
N min \u003d d min - D max \u003d ei - ES \u003d - S max; (3.23)
N max \u003d d max - D min \u003d eS - EI \u003d - S мин. (3.24)
Дундаж цэвэрлэгээ эсвэл хөндлөнгийн оролцоо нь дараахтай тэнцүү байна.
S c (N c) =  .
(3.25)
.
(3.25)
Цоорхой буюу хөндлөнгийн хүрээ нь клиренс, хөндлөнгийн оролцоо эсвэл тохирох хүлцлийг (T S, T N) тодорхойлдог.
тохирох хүлцэл(Т S, T N) - хязгаарлах зай эсвэл хөндлөнгийн хоорондын ялгаа:
T S = (T N) = S max (N max) - S мин (N мин). (3.26)
Энэ илэрхийлэлд S max, S min-ийн оронд бид тэдгээрийн утгыг (3.20), (3.22) дагуу орлуулна.
T S \u003d (ES - ei) - (EI - es) \u003d (ES - EI) + (es - ei) \u003d T D + T d. (3.27)
Тиймээс тохирох хүлцэл нь нүх ба босоо амны хүлцлийн нийлбэртэй тэнцүү байна.
Үүний нэгэн адил,
T N \u003d N max - N min \u003d T D + T d. (3.28)
Угсрах шаардлагатай бут, босоо амны багц байгаа гэж төсөөлөөд үз дээ. Хамгийн том хэмжээтэй бутнуудын энэ багцад D max нь маш бага байх болно (жишээлбэл, 100 ширхэгийн 1 нь), үүнтэй адил, хамгийн бага хэмжээтэй босоо амны багцад d min нь бага байх болно (жишээлбэл, 1). 100-аас). Ассемблер нь эд ангиудыг сонгож, сонголтгүйгээр холболтыг угсарч байгаа нь D max ба d min хэмжээс бүхий эд ангиудыг нэгэн зэрэг авах магадлал багатай гэж үзэх нь зүйн хэрэг юм (бидний жишээнд энэ үйл явдлын магадлал 1/1001/100 = 1/ байна). 10 4). Ийм үйл явдлын магадлал маш бага тул угсралтад S max-тай тэнцэх цоорхойтой холболт бараг байхгүй болно. Үүнтэй ижил шалтгааны улмаас угсралтад S max-тай тэнцэх цоорхойтой холболт бараг байхгүй болно.
Хамгийн том хэмжээг тодорхойлохын тулд  ба хамгийн бага
ба хамгийн бага  угсралтын үр дүнд үүссэн (магадлалын) цоорхойг бид магадлалын онолын үүднээс авч үзэх болно.
угсралтын үр дүнд үүссэн (магадлалын) цоорхойг бид магадлалын онолын үүднээс авч үзэх болно.
Бид эд ангиудын хэмжээсийн хуваарилалт нь ердийн хуулийг дагаж мөрддөг гэж үздэг бөгөөд үйлдвэрлэлийн хүлцэл нь үйлдвэрлэлийн явцад хэмжээсийн хүрээтэй тэнцүү байна, өөрөөр хэлбэл. T = 6. Мөн угсралтын явцад эд ангиудын сонголт байхгүй гэж бид үздэг (угсрах нь санамсаргүй байдлаар).
Хоёр хэвийн хуулийн найрлага (хослол) нь мөн хэвийн хуулийг өгдөг нь мэдэгдэж байна. Тиймээс цэвэрлэгээний (хөндлөнгийн) утгын хуваарилалт нь ердийн хуулийг дагаж мөрддөг.
Магадлалын онолын хичээлээс харахад санамсаргүй хэмжигдэхүүний нийлбэрийн математик хүлээлт нь тэдний математик хүлээлтийн нийлбэртэй тэнцүү байна. Хэсгийн бодит хэмжээсүүд нь санамсаргүй хэмжигдэхүүнүүд бөгөөд математикийн хүлээлт нь тухайн багц дахь дундаж хэмжээтэй ойролцоо байх болно.
Санамсаргүй хэмжээнүүдийн нийлбэрийн математик хүлээлт нь зөрүүгийн математик хүлээлт юм.
M S = M D + M -d . (3.29)
S c = D c - d c , (3.30)
Энд S c, D c, d c нь цоорхой, нүх, босоо амны хэмжээсийн дундаж утгууд юм.
Бие даасан санамсаргүй хэмжигдэхүүний нийлбэрийн дисперс нь тэдгээрийн дисперсийн нийлбэртэй тэнцүү байна. D дисперс нь стандарт хазайлтын квадрат:
D S = DD + D d; (3.31)
 .
(3.32)
.
(3.32)
Дараа нь T = 6-г авбал бид дараахь зүйлийг авна.
T S =  .
(3.33)
.
(3.33)
Магадлал P = 0.9973 бол бодит цоорхойн утга нь дараах дотор байх болно.
Дараа нь хамгийн том магадлалын зөрүү нь дараахтай тэнцүү байх болно.
 ,
(3.35)
,
(3.35)
ба хамгийн бага магадлалын зөрүү:
 .
(3.36)
.
(3.36)
Илэрхийлэл (3.35) ба (3.36) ойролцоо байна (өмнө нь тэдгээрийг олж авах нөхцөлийг тодорхойлсон). Илүү нарийвчлалтай, эдгээр утгыг "Хэмжээний гинж" хэсэгт тодорхойлно.
Хүлцэл ба буух тооцоог хялбарчлахын тулд хүлцлийн талбайн зохион байгуулалтыг ашигладаг. Тэдгээрийн барилгын ажлыг 0 - 0 гэж тодорхойлсон нэрлэсэн шугамтай харьцуулахад гүйцэтгэнэ. Хязгаарлалтын болон нэрлэсэн хэмжээтэй шугамыг нэг хилээс буулгана.
Тиймээс нэрлэсэн хэмжээнээс том хэмжээтэй шугамууд 0 - 0 шугамын дээр байрлах ба нэрлэсэн хэмжээнээс бага хэмжээтэй шугамууд доор байрлана.
Сонгосон хуваарийн 0 - 0 шугамаас дээш нь эерэг хазайлт, доош нь сөрөг байна. Нүх ба босоо амны хамгийн их хэмжээсийн хоёр шугам буюу хамгийн их хазайлт нь тэгш өнцөгт гэж нэрлэгддэг хоёр хүлцлийн талбарыг үүсгэдэг (тэгш өнцөгтийн масштаб нь уртын дагуу дур зоргоороо байдаг). Хүлцлийн талбар нь дээд ба доод хазайлтуудын (эсвэл харгалзах хэмжээсүүдийн) шугамын хооронд хаагдсан хэмжээг өөрчлөх бүс юм. Хүлцлийн талбар нь хүлцэл гэхээсээ илүү өргөн ойлголт юм. Энэ нь зөвхөн хүлцлийн үнэ цэнийг төдийгүй нэрлэсэн үнэтэй харьцуулахад байршлаараа тодорхойлогддог. Өөр өөр (байршлаар) хүлцлийн талбарууд ижил хүлцэлтэй байж болно.
Цоорхойд нүхний хүлцлийн талбар нь босоо амны хүлцлийн талбараас дээгүүр байрлана, хөндлөнгийн тохируулгад нүхний хүлцлийн талбар нь босоо амны хүлцлийн талбайн доор байрлах ёстой. Шилжилтийн буултанд хүлцлийн талбарууд давхцах ёстой.