Open Library - an open library of educational information. Lecture notes Basic concepts of tolerances and landings lecture
Part manufacturing precision radio electronic equipment
Drawing and design documentation
In the process of working on a course project, students perform an assembly drawing (or drawing general view) instrument housing constructions and working drawings of two parts.
The assembly drawing is drawn on a standard sheet of A3 paper. , A4. First, the appropriate location of the projections of the device housing structure, the necessary views and sections are determined, and then the scale of the drawing is selected. Due to the small size of semiconductor devices, it is recommended to choose a scale of 5:1, 10:1. The assembly drawing shows overall and connecting dimensions, positions of assembly units, parts and standard products. Then a specification is drawn up for it.
Working drawings of parts are made on standard sheets of A4 paper (due to the small size of parts). The recommended drawing scale is 10:1, 20:1. On the drawing of each part, all the necessary dimensions are put down, limit deviations for linear dimensions, for the shape and location of surfaces, and for the roughness of the surfaces of the part. For more details on the accuracy of manufacturing parts and setting limit deviations, see later in 6.4. The drawing indicates the material of the part, types of protective coatings, etc. When making assembly drawings and working drawings of parts, it is extremely important to be guided by ESKD GOST 2.104-68, GOST 2.108-68, GOST 2.109-73.
The settlement and explanatory note, drawn up on sheets of paper in the format 210x297 in a tight cover, with a title page in the prescribed form and bound, must include the following elements:
● assignment for a course project;
● description of the device;
● calculation of the strength of the device leads from inertial load;
● calculation of strength of device leads under dynamic external action;
● calculation of thermal stresses in the instrument case;
● conclusions;
● list of used literature;
The dimensions of a real product always have deviations from the real (nominal) parameters. Today, the permissible deviations of linear dimensions, shape and relative position of surfaces, as well as the surface roughness of the part, are regulated by the relevant standards. The parameters and their tolerances are indicated in technical documents according to the rules also stipulated in the standards. Compliance with the requirements of standards in the preparation of technical documents is mandatory.
Permissible deviations in the dimensions of smooth elements of parts and fit, formed when these elements are connected. It is necessary that the actual dimensions of the parts of the product are maintained between two permissible limit values of dimensions, the difference of which forms a tolerance. For convenience, the nominal size is indicated, and each of the two limiting sizes is determined by its deviation from this nominal size. The absolute value and the sign of the deviation are obtained by subtracting the nominal size from the corresponding limit size (Fig. 6.9).
Rice. 6.9.
In the fig. 6.9 example, both shaft deviations have a negative sign (the shaft tolerance field is located under the zero line and at some distance from it), and both hole deviations are positive (the hole tolerance field is located above the zero line and at some distance from it).
GOST 25347-82 provides for a certain position of the tolerance fields for holes and shafts relative to the zero line. On fig. 6.10 shows such relative positions and some tolerance fields for any size within one interval of nominal sizes (over 6 to 10 mm) of the 6th and 9th grades. In this figure, the solid lines show the fields given in GOST 25347-82, the dotted lines are those not indicated in the tables of GOST 25347-82 (they are not recommended for use), but calculated according to the rules of GOST 25347-82.
Actual size - the size established by the measurement with an allowable error.
Limit sizes - two maximum allowable sizes, between which the actual size must be or which can be equal.
Rice. 6.10
Nominal size - the size with respect to which the limit sizes are determined and which also serves as the starting point for deviations. When designing products, nominal dimensions are obtained by calculation or are selected by the designer. As a rule, they should lie in a series of standard linear dimensions of GOST 6636-69 *.
The upper deviation is the algebraic difference between the largest limit and nominal sizes.
Lower deviation - the algebraic difference between the smallest limit and nominal sizes.
tolerance ( 1T) is the absolute value of the algebraic difference between the upper and lower deviations. For hole: IT=ES-EI; for shaft: IT=es-ei, where ES and EI- upper and lower deviations of the hole; es and ei– upper and lower shaft deflections.
Tolerance field - a field limited by upper and lower deviations. It is determined by the tolerance value and the main deviation, indicating the position of the tolerance relative to the zero line. Standard tolerance fields for shafts and holes are indicated in the tables of GOST 25347-83.
The main deviation is the deviation closest to the zero line. Its value depends on the nominal size and location of the tolerance field and does not depend on the quality (Fig. 6.10).
Quality - a set of tolerances corresponding to the same degree of accuracy for all nominal sizes.
Shaft - a term used to refer to the outer (covered) elements of parts.
Hole is a term used to refer to the internal (covering) elements of parts.
The main shaft is a shaft whose upper deviation is zero (field n in Fig. 6.10).
The main hole is a hole whose lower deviation is zero (field H in Fig. 6.10).
The terms "shaft" and "hole" refer not only to cylindrical surfaces, but also to elements of parts of a different shape (for example, limited to two flat or curved surfaces).
Landing - the nature of the connection of parts, determined by the magnitude of the gaps or interferences resulting in it, which are the difference in the sizes of the "hole" and "shaft" before the connection. Landing determines the freedom of relative movement of the connected parts or the degree of resistance to their mutual movement, as well as the accuracy of the relative position of the connected parts. Given the dependence on the location of the tolerance fields of the hole and the shaft, landings are formed:
●with a gap, (at which a gap is provided in the connection - (the hole tolerance field is located above the shaft tolerance field), for example, as in Fig. 6.9);
● with an interference fit, (at which an interference fit is ensured in the connection - the hole tolerance field is located under the shaft tolerance field);
●transitional, (in which it is possible to obtain both a gap and an interference fit - the tolerance fields of the hole and the shaft overlap partially or completely).
In the hole system and in the shaft system, as a rule, fits are used.
● landings in the hole system - landings in which various gaps and interferences are formed by connecting various shafts to the main hole;
● landings and shaft system - landings in which various gaps and interferences are obtained by connecting various holes to the main shaft.
If elements of parts with tolerance fields of the main hole and the main shaft are connected to each other, the fit can be attributed to both one and the other systems.
Due to the fact that when using a shaft system, a larger number of special cutting and measuring tools are required to make and control accurate holes, fits in the hole system are used in the vast majority of cases.
At the same time, for all landings for a given nominal size, the same holes and different shafts are made, which have certain allowable deviations for each landing.
Landings in the shaft system usually have to be applied in two cases:
1) when, with the same diameter of the roller, it is required to obtain different fits for several parts with the same nominal hole size;
2) when a part is installed on the roller or in the seat, already made for fit in the shaft system. At the same time, the landing of all other parts mounted on a roller of the same diameter must also be carried out in the shaft system.
In any connection, it is possible to obtain different gaps or interferences depending on the random actual dimensions of the shaft and hole within tolerance. The higher the requirements for the accuracy of the connection and for the certainty of the nature of the interface, the more accurately the parts included in it must be made, that is, the smaller the tolerances of the dimensions of the hole and shaft should be. Tolerances for sizes up to 500 mm are determined in accordance with GOST 25346-82 in the following way:
1. The entire range of sizes is divided into intervals (in mm) up to 3, over 3 to 6, over 6 to 10, etc.
2. The tolerance is set the same for any nominal size within the interval and depends on the accuracy (quality).
19 qualifications were accepted (01; 0; 1; 2, ... 16, 17). For the formation of different landings (connections with a certain nature of the mating of parts) in mechanical engineering and instrumentation, qualifications from the 5th to the 12th are used. Qualities 14th ... 17th are used to limit deviations of non-matching (free) sizes, qualifications 01st ... 4th - for the manufacture of calibers.
GOST 25346-82 provides for 28 types of basic deviations (positions of the tolerance field relative to the zero line) for shafts and holes. The value of basic deviations depends on the nominal size and does not depend on the quality (tolerance value). The main deviations are indicated by the letters of the Latin alphabet:
● for holes: A, B, C, CD, D, E, EF, FG, G, H, J, Js, K, M, N, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC;
● for shafts: a, b, c, cd, d, e, ef, f, fg, g, h, j, js, k, m, n, p, r, s, t, u, v, x, y, z, za, zb, zc.
A part of these basic deviations with one nominal size for the 6th and 9th qualifications is shown in fig. 6.10.
The main deviations are calculated according to the methodology described by GOST 25346-82 g, according to two rules:
1) As a general rule, the main deviations of the hole and the shaft, indicated by the same letter, must be symmetrical about the zero line, for example G and g(Fig. 6.10);
2) A special rule is that two corresponding fits in the hole system and in the shaft system, in which the hole of a given quality is connected to the shaft of the nearest more accurate quality (for example, H7 / n6 and N7 / h6), must have the same gaps and tightness. The rule is valid for dimension intervals over 3 mm.
On any working drawing, all dimensions to be performed according to this document must have indications of permissible deviations.
Limit deviations of dimensions are indicated in one of three ways (GOST 2.307-68):
1) in conditional designated tolerance fields in accordance with GOST 25347-82 (for example, 8 H 7; 5f 8; 12js 7);
2) numerical values of limit deviations in millimeters. With asymmetric deviations, they are indicated as follows: top - at the top, bottom - at the bottom immediately after the nominal size in a font smaller than the main one (for example, 5 +0.03; ).
With a symmetrical deviation, it is indicated in the main font (for example, 8 ± 0.007). Deviation designations must end with a significant figure, unless the upper and lower deviations have a different number of decimal places (for example, );
3) by combining the first and second methods, and the numerical values of the deviations are written in brackets after the symbols (for example, 8 H 7 (+0.015) ; 5f ; 12js 7 (±0.009)).
Where necessary, assembly drawings indicate which fit should be carried out in one or another pairing. In this case, the nominal mating size is affixed, which is the same for both mating elements (hole and shaft), and immediately after it the designations of the tolerance fields for each element, starting from the hole, follow, for example:
Or 8 H 7-g 6 , or 8 H 7/g 6 .
●on drawings of details 18 H 8; 18f 7;
●on assembly drawings 18 H 8/f 7.
Additionally, numerical values of permissible deviations should be given in the following cases:
● if the nominal size does not lie in the range of preferred numbers GOST 6636-69 * (for example, 39 H 7 (+0.025));
● For all basic hole tolerances except H(for example, when landings are not in the hole system).
On the working drawing of the part, the dimensions of chamfers, rounding radii and bending can be indicated without tolerance; width and depth of grooves for tool exit; zones of different roughness of the same surface; heat treatment zones, coatings, finishes, corrugations, notches, diameters of corrugated and notched surfaces, as well as reference dimensions (for example, the size of the workpiece, if it does not change according to this drawing).
It is worth saying that for several sizes of the same relatively low accuracy, permissible deviations are not set near each of them, but a general inscription is given on the drawing field (see below).
The assembly drawings should indicate the nominal values \u200b\u200band permissible deviations of the dimensions made according to this document (for example, dimensions that determine the relative position of the parts to be welded, or dimensions obtained by adjustment), as well as all connecting dimensions.
Overall dimensions on the assembly drawings are given without limit deviations.
Limit deviations of dimensions with unspecified tolerances are set by the GOST 25670-83 standard, which applies to smooth elements of metal parts processed by cutting, and is recommended for metal parts processed in other ways, if the tolerances are specified in a general record.
Unspecified limit deviations of linear dimensions, except for the radii of roundings and chamfers, can be assigned either according to the qualifications of GOST 25346-82, or according to the accuracy classes of GOST 25670-83. The numerical values of limit deviations by accuracy classes are set by rough rounding of the numerical values of deviations by qualifications. In table. 6.17 shows an approximate correspondence between accuracy classes and qualifications.
Unspecified limit deviations of the radii of roundings, chamfers and corners are set depending on the quality or accuracy class of the unspecified limit deviations of linear dimensions.
Table 6.17
Table 6.18
| Linear dimensions, corner radii and chamfers | corners | ||||||
| Size interval, mm | Limit deviations, mm | Interval of lengths of the smaller side of the corner | Limit deviations | ||||
| linear dimensions | radii of roundings and chamfers | ang. units | mm per 100 mm length | ||||
| ± | Minus t 2 | +t 2 | |||||
| 0.3 to 0.5 | - | - | - | ±0.1 | To 10 | ±10 | 1.8± |
| Over 0.5 to 1 | ±0.1 | minus 0.2 | +0.2 | ||||
| Over 1 to 3 | ±0.2 | ||||||
| Over 3 to 6 | ±0.1 | Minus 0.2 | +0.2 | ±0.3 | |||
| Over 6 to 10 | ±0.2 | Minus 0.4 | +0.4 | ±0.5 | Over 10 to 40 | ±30" | ±0.9 |
| Over 10 to 18 | |||||||
| Over 18 to 30 | |||||||
| Over 30 to 50 | ±0.3 | Minus 0.6 | +0.6 | ±1 | Over 40 to 160 | ±20' | ±0.6 |
| Over 50 to 80 | |||||||
| Over 80 to 120 | |||||||
| Over 120 to 180 | ±0.5 | Minus | +1 | ±2 | Over 160 to 500 | ±10' | ±0.3 |
| Over 180 to 250 | |||||||
| Over 250 to 350 | |||||||
| Over 350 to 400 | ±0.8 | Minus 1.6 | +1.6 | ±1 | |||
| Over 400 to 500 |
In table. 6.18 shows the values \u200b\u200bof limit deviations of dimensions according to the accuracy class "average" GOST 25670-83.
An example of a recommended general inscription in the drawings of educational projects: unspecified limit deviations of dimensions - according to H 14, n 14, ± t 2/2. It should be borne in mind that such a solution is most justified for the linear dimensions of the elements obtained by cutting. For most free sizes obtained by casting, stamping, pressing, it may be more acceptable to have a symmetrical arrangement of the tolerance field for all sizes.
After the nominal size in the drawings, the symbols + t, minus t, and ± t/2 are not set. If a general inscription for large tolerances is not made, then after the nominal size, the tolerance field for qualification should be indicated (for example, 5 H fourteen). For dimensions that are not related to shafts or holes, in this case only the numerical value of the tolerance field of the quality or accuracy class with a symmetrical arrangement is set (for example, 8 ± 0.18 or 8 ± 0.2).
Tolerances of the shape and location of surfaces. Basic terms and definitions are given in GOST 24642-81. Let's present some of them.
Form deviation - the greatest distance from the points of the real surface (profile) to the adjacent surface (profile) along the normal to the adjacent surface (profile).
Form tolerance - the largest allowable value of the form deviation.
The common axis is a straight line, relative to which the largest deviation of the axes of several considered surfaces of revolution within the length of these surfaces has a minimum value.
Deviation from parallelism of the planes - the difference ∆ of the largest and smallest distances between the planes within the normalized area.
Deviation from the plane - the largest distance ∆ from the points of the real surface to the adjacent plane within the normalized area.
Radial runout is the difference between the largest and smallest distances from the points of the real profile of the surface of revolution to the base axis in a section by a plane perpendicular to the base axis.
End runout - the difference ∆ of the largest and smallest distances from the points of the real profile of the end surface to the plane perpendicular to the base axis.
Positional deviation - the largest distance ∆ between the actual location of the element (its center, axis or plane of symmetry) and its nominal location within the normalized area.
Position tolerance:
1) tolerance in the diametrical position - twice the maximum allowable value of the positional deviation of the element;
2) tolerance in radius expression - the largest allowable value of the positional deviation of the element.
The dependent tolerance of the location of smooth holes - for fasteners - the minimum tolerance value, ĸᴏᴛᴏᴩᴏᴇ, may be exceeded in the manufacture of products by an amount corresponding to the deviation of the actual size of the element downward from the largest limit size of the rod and upward from the smallest limit hole size.
Tolerances for the shape and location of the surface are assigned, as a rule, only if these deviations should be less than the tolerance for the linear size. When shape and location tolerances are not specified, it is assumed that deviations may lie within the tolerance for linear size.
Methods for symbolizing the tolerances of the shape and location of surfaces are taken into account by the standards ST SEV 368-76 and GOST 2.308-79.
Signs of some types of tolerance:
straightness -
flatness
roundness O
cylindricity /○/
parallel //
Positional
perpendicularity ┴
X axis intersections
alignment
end beat,
Radial runout
symmetry ÷
The sign and numerical value of the tolerance, as well as the designation of the base from which the measurement is made, are entered into a frame made by solid thin lines or lines of the same thickness with numbers. The frame is divided into two or three fields. In the first of them, the tolerance sign is given, in the second - the tolerance value in millimeters, in the third (if extremely important) - the letter designation of the base (bases), if the frame is not connected to the blackened triangle adjacent to the base.
On fig. 6.11 shows the simplest cases of designating tolerances. The α sign indicates that the tolerance is dependent. The height of characters within the frames and equilateral blackened triangles is equal to the height of the dimensional numbers. The width of the frame is twice the height of the pin.
When making holes for fasteners, the distance between the axes of real holes in the parts to be joined, like any other linear size, cannot be equal to the nominal size. When assembling parts, these holes are not completely aligned. If the deviation of the center distance from nominal value minimum, then the closest match of the connected holes is obtained and the fastener rod (screws, studs, rivets, etc.) with the required clearance is placed in the gap formed.
GOST 14140-81 sets out a methodology for determining positional tolerance T in diametrical terms, i.e., twice the maximum allowable distance between the actual location of the axis of the hole and its nominal location. It contains tables according to which, based on the value of this tolerance, it is possible to set the permissible deviations of the dimensions that coordinate the axes of the holes.
Rice. 6.11
Surface roughness. Any surface solid body, no matter how carefully and no matter what method it is performed, it has micro-roughness. These irregularities should not be confused with macro-roughnesses that form waviness and distortion of the surface shape (for example, deviation from flatness, cylindricity, etc.).
With an increase of tens and hundreds of times, the section profile (for example, normal to the nominal surface specified in the technical documentation) is presented in a form similar to that shown in Fig. 6.12.
base length L used to highlight irregularities that characterize the surface roughness. Within base length L the standard deviation of the profile to the midline is minimal; y– profile deviation; at p- height of the protrusion of the profile, V is the depth of the profile cavity.
The surface roughness is judged by the size and shape of micro-irregularities in the normal section (GOST 25142-82).
Measurements are made on the base length L selected according to a certain methodology. GOST 2789-73 * establishes several roughness parameters, of which the most commonly used Rz and Ra.
Height of profile irregularities by ten points Rz- the average absolute value of the sums of the heights of the five largest protrusions of the profile and the depths of the five largest depressions of the profile within the base length (see Fig. 6.12):
Arithmetic mean profile deviation Ra– arithmetic mean of the absolute values of the profile deviations within the basic length:
Ra= , or approximately, Ra = .
In training projects, if there are no special requirements for them, it is recommended to limit yourself to indicating only one of these two surface roughness parameters and only their maximum values for each of the 14 roughness classes according to GOST 2789-73 *, see table. 6.11 (Symbol Ra omitted from the notation).
Roughness is assigned depending on the requirements for the connection or for appearance parts or from the selected technological process of surface formation. Roughness must be indicated for all surfaces performed according to this drawing. In the designations of surface roughness, signs of three types are used:
√ - when the method of obtaining the surface is not specified (preferred sign);
√ - when it is formed by removing a layer of material;
√ - when the surface is obtained without removing a layer of material or when this surface is not formed according to this drawing.
The dimensions of the sign are indicated as follows:
where h- the height of the digits of the dimensional numbers in the drawing, H = 1.5 h. The sign is placed with a point on the designated surface outside on the material or (also) on the extension line from this surface. The parameter and its value are specified in accordance with fig. 6.13, a, b.
Table 6.19
| Roughness class | The maximum value of the parameter according to GOST 2789-73 * |
| Rz 320 | |
| Rz 160 | |
| Rz 80 | |
| Rz 40 | |
| Rz 20 | |
| 2.5 | |
| 1.25 | |
| 0.63 | |
| 0.32 | |
| 0.16 | |
| 0.08 | |
| 0.04 | |
| Rz 0.1 | |
| Rz 0.05 |
If a large number of surfaces have the same roughness, then in the upper right corner of the drawing a designation similar to that shown in Fig. 6.13, d. This means that surfaces for which the roughness is not indicated on the drawing should have it no rougher. Rz 40.
For small holes, the roughness is marked on the measuring line (see also Fig. 6.13).
The designation of roughness is specified in detail in GOST 2.309-85.
a B C
Rice. 6.13
Recommendations for the selection of fits, tolerance fields and surface roughness. High quality and reliability of the entire product and each part of it are largely ensured the right choice tolerances for manufacturing and surface roughness of parts.
To obtain one or another quality of surfaces, which provides, for example, the necessary properties of conjugation of parts, various technological processes are used. In table. 6.20 shows the possibilities of the processes of shaping both non-conjugated and mating surfaces of metal parts. When mating two parts, the use of basic deviations from BUT(a) before G(g) makes it possible to land with a gap, from J(j) before N(n) - transitional from P(p) before Z(x) with tension. In order to reduce the complexity and cost of products at enterprises, the number of landings used is limited. In the manufacture of metal parts of electronic equipment for fixed joints, interference fit such as H 7/r6, H 8/s7, for fiberglass parts - H 8/u 8. It is worth saying that for fixed joints of plastic parts, it is recommended to use only transitional fits of the type H 8/to 8, H 9/to 9, H 10/to 10. Landings coarser than the 11th grade are not recommended.
Table 6.20
| Technological process | Accuracy of linear dimensions, qualifications | Roughness | ||||
| ordinary | increased | |||||
| Casting | in sand molds | Rz 160 | ||||
| Lost Wax Models | Rz 20 | |||||
| In a chill mold | Rz 40 | |||||
| Under pressure | Rz 20 | |||||
| cold stamping | felling | Diameters | Rz 40 | |||
| Lengths | ||||||
| ledges | ||||||
| With a sweep | 2,5 | |||||
| bending | ± t 3 */2 | ± t 2 */2 | ||||
| Turning | 12…14 | Rz 20…0,63 | ||||
| Milling | 12…14 | Rz 40…0,63 | ||||
| Stock cutting | grinding | 2,5…0,16 | ||||
| drilling | Rz 40 | |||||
| Deployment | 0,63 | |||||
| Hole boring | ||||||
| Tolerance of shape and location, mm | ||||||
| Flat reference surfaces | 0.05…0.03 // 0.1…0.02 ┴ 0.1…0.05 per 100 mm | 2,5 | ||||
* On the drawing indicate the numerical value.
All mating metal surfaces must have a roughness not coarser than class 6 ( Ra 2.5); non-matching in the packages of microcircuits and other semiconductor products usually have class 5 ( Rx 20). At the point of contact with glass, the metal surface must have a 5-7th cleanliness class ( Rz 20 … - Ra 1.25).
Glass roughness is, as a rule, 25 microns (5th class and more precisely), the roughness of plastic parts is 6-9th classes. Ceramic and metal-ceramic parts after sintering have dimensions with tolerances of 10 - 12 grades and surface roughness Ra 2,5.
In the manufacture of semiconductor devices and microcircuits, high requirements are placed on the cleanliness of the surfaces of the contact pads for connecting leads (it must be at least 8 - 9th grade ( Ra 0.63 ... 0.32) and especially high - to the cleanliness of the surface of the substrates, which after polishing should correspond to the 14th class ( Rz 0.05).
In cases of production extreme importance, the drawings stipulate tolerances for the shape and location of the surface, which are part of the size tolerance: in normal accuracy joints "60%; in connections of increased accuracy "40%; in high-precision joints "25%. For cylindrical surfaces, the shape tolerance limits the deviations of the radius and therefore amounts to 30, 20 and 12% of the size tolerance, respectively.
Questions set out in the lecture:6.1 Basic concepts
6.2 Tolerance system for smooth cylindrical mates
6.3 Designation of tolerance fields and recommendations for selection
qualifications
6.4 Drawing limit deviations on drawings
6.5 About dependent tolerances
6.7 Tolerances for metric threads
6.8 Location of tolerance fields, degrees of accuracy and their
designations
6.9 Tolerance fields
6.10 Tolerances for spur gears
6.1 Basic concepts
Interchangeability allows complete replacementparts and assemblies by any similar parts and assemblies, not
violating the operating conditions of a machine or device, mechanism, etc.
Full interchangeability ensures the assembly of mechanisms
and equipment without any operations of refinement, fitting
or regulation of details (i.e. for all specified parameters).
With full interchangeability, individual parts or assemblies
arrive at the assembly lines, from which the finished
products. Incomplete interchangeability, when for individual
parameters, parts and assemblies are not interchangeable.
The unified international system of tolerances and landings is
security condition:
interchangeability of parts, assemblies and machines;
unified execution of technical documentation;
a single fleet of tools, calibers and other dimensional
technological equipment. At machining batches of homogeneous parts
impossible to get exactly the same size.
Each item will have dimensions slightly different from
another.
The reasons for the size deviation are different. They depend on
material quality, wear of tools and fixtures,
clamping conditions in the fixture, temperature fluctuations during
processing, etc.
Dimensional deviation is very important
connecting parts to each other. With modern technology,
when in the manufacture of mechanisms and equipment widely
production conveying is used, mating parts
must be assembled with each other without additional
processing and fitting them over the bridge.
Inevitable fluctuations in size and different character
connections are summarized in a single system of tolerances and landings.
6.2 Tolerance system for smooth cylindrical mates
The main systems are two landing systems: the systemholes and shaft system.
The hole system is characterized by the fact that in it for all
landings of the same quality of accuracy, referred to one
and the same nominal diameter, limit hole sizes
remain constant, and different landings are achieved
a corresponding change in the limiting dimensions of the shaft.
Nominal connection size is the smallest
hole size limit.
The shaft system is characterized by the fact that in it for all landings
of the same quality of accuracy, referred to the same
the same nominal diameter, the limiting dimensions of the shaft remain
constant, and a different nature of the connection is achieved
a corresponding change in the limiting dimensions of the hole.
The nominal connection size is the largest
shaft size limit. In all standard landings of the system
hole bottom deviation of the hole is zero. It is more economical to make connections in the hole system than in
shaft system, the number of drills, reamers and
broaches, so this system has received in mechanical engineering
predominant distribution.
The shaft system is used only in cases where the shaft is
finished product, for technological reasons.
To obtain interchangeable parts, it is necessary that
deviations of their dimensions were within the limits indicated in the drawing.
The nominal size is the main calculated size (Fig. 6.1).
Rice. 6.2 - connection diagram 6.3 - connection diagram with a gap. with a pull.
The actual size is the one thatobtained by direct measurement.
Limit sizes are called sizes, between
which may fluctuate the actual size. One of
of them is called the largest size limit, the other -
least.
Tolerance is the difference between the largest and
the smallest limits.
The upper deviation is the difference between the largest
and size and nominal size.
The lower deviation is the difference between the smallest
limit size and nominal size.
The gap is the positive difference between the diameter
hole and shaft, creating freedom of their relative
movements (Fig. 6.2)
The largest gap is the difference between the largest
limit hole size and the smallest limit
shaft size. The smallest gap is the difference between the smallest
limit hole size and the largest limit
shaft size.
Preload is the negative difference between the diameter
hole and shaft diameter before assembly, creating after assembly
fixed connections (Figure 6.3).
The greatest (in absolute value) interference is called
the difference between the smallest hole size limit and
largest shaft size.
The smallest (in absolute value) interference is called
the difference between the largest hole size limit and
smallest shaft size.
Both connection parts have a nominal shaft and bore size
should be the same. It's called the nominal size.
connections.
Landing determines the nature of the connection of two inserted one into
other details and provides to some extent due to
the difference in the actual dimensions of the parts, the freedom of their relative
movement or the strength of their fixed connection. In turn, each of the systems is divided into qualifications.
The number of qualifications varies depending on the range
nominal sizes.
Quality - a set of tolerances corresponding to
the same degree of accuracy for all nominal sizes.
Selections of tolerance fields for mating elements are set
different for the three ranges of nominal sizes.
Below are the accepted size ranges and the corresponding
them qualifications.
For sizes:
a) small - up to 1 mm, 15 qualifications from 01, 0, 1, 2, ... 13 are accepted.
b) medium - from 1 to 500 mm 19 qualifications are accepted
from 01, 0, 1, 2, …17.
c) large - over 500 mm 19 qualifications are accepted
from 01, 0, 1, 2, …17.
All sizes from 1 to 500 mm are divided into 12 intervals. Within
each interval tolerances and deviations for all sizes are accepted
the same. They are calculated from the average diameter for a given
interval. There are 17 to 19 intervals for interference fits. This is
done so that for the extreme sizes of the interval not to get
too much tension. To prevent unreasonable diversity in tolerances
and plantings and improve economic performance
the following sequence of field selection is set
tolerances:
1. Apply preferred margins first
tolerances;
2. if it is impossible to provide constructive and
technological requirements due to preferred fields
tolerances, other tolerance fields from the main
selection;
3. in individual, technically justified cases, if
application of tolerance fields of the main selection cannot
meet product requirements
additional tolerance fields are allowed.
Rows of tolerance fields of the main selection, in particular
preferred, well aligned with ISO recommendation
1829 – 70.All fits, both in the hole system and in the shaft system
are divided into three groups:
landing with a gap, which are characterized by the presence between
mating surfaces guaranteed (smallest)
gap, providing the possibility of relative
moving parts. This group also includes sliding
landings at which the smallest gap is zero;
interference fit, characterized by the presence between
mating surfaces before assembling a guaranteed
(least) tightness that prevents relative
moving parts after assembly;
transitional landings, allowing both gaps and tightness.
A transitional landing is a landing in which you can
get both clearance and preload. They are intended for
fixed but detachable connections and provide
good centering of mating parts.
List and designations of all landings accepted in various
qualifications, see STSEV 144 - 75, STSEV 145 - 75, or
reference literature. 6.3 Designation of tolerance fields and recommendations for selection
qualifications
The position of the tolerance field relative to the zero line,
depending on the nominal size, denoted in the ISO system
letters of the Latin alphabet: capital for the hole and
lowercase for the shaft.
The tolerance field of the main hole in the ISO system is denoted
the letter H, and the main shaft h. Tolerance fields of shafts j, j, k, m, n, and
holes J, J, K, M, N are designed to form the main
transitional landings.
To the designer when choosing the quality of the connection and the type of landing
Need to know:
the necessary nature of conjugation;
operating conditions: vibrations, service life, fluctuations
temperature, etc.;
ensuring interchangeability;
manufacturing cost. Qualities 01, 0, 1 are intended for gauge blocks.
Qualities from 2nd to 4th - for highly precise products.
In qualifications from the 5th to the 13th, tolerances are given for mating
part sizes.
Qualities 12th to 17th apply to non-conjugated
part sizes.
Not all gross
qualifications (in the range from 12th to 17th). Primarily
it is recommended to consider limiting
limit deviations for 12, 14 and 16 qualifications.
Tolerances for 13th, 15th and 17th qualifications in foreign practice
is chosen less frequently, just as in our industry.
For irresponsible non-matching sizes, it is recommended
accept the following arrangement of tolerance fields:
for holes - plus (indicated by the letter H);
for shafts - minus (denoted by the letter h);
for sizes not related to holes and shafts -
symmetrical (denoted by JT/2 or t/2).
6.4 Drawing limit deviations on drawings
Limit deviations of linear dimensions can be specifiedon the drawings in one of three ways:
1. symbols of tolerance fields according to STSEV 145 - 75,
for example 18H7, 12e8;
2. numerical values \u200b\u200bof limit deviations, for example 18,
12 ;
3. symbols of tolerance fields with an indication on the right
in brackets numerical values of limit deviations,
e.g. 18H7(0.018), 12e8().
The choice of one or another method of applying limit
deviations can be limited in regulatory and technical
industry documents.
Limit deviations of dimensions should be indicated
directly after the nominal dimensions. General record of maximum deviations of dimensions with
unspecified tolerances must contain conditional
designation of limit deviations of linear dimensions in
in accordance with GOST 23346 - 82 (for deviations in qualifications)
or according to GOST 25670 - 83 (for deviations by accuracy classes).
Symmetric limit deviations assigned according to
qualifications should be designated JT / 2 with the number
quality.
Designations of unilateral limit deviations for
qualifications assigned only for round holes and shafts
complemented by the diameter sign ().
Examples of general records corresponding to GOST options
25670 - 83 for 14 quality or accuracy class are given in
table.
Note. It is allowed to record about unspecified limit
dimensional deviations supplement with explanatory words,
For example:
“Unspecified limit deviations of dimensions: H14, h14, t /2”.
An example of a symbol for tolerances and fits in the drawings in the hole and shaft system is shown in fig. 6.4. Upper
the designation refers to the hole system, the lower symbol refers to the systemshaft.
Two holes not One or more holes connected with bases connected with bases
Two holes arebase-linked
Variant number
1
2
3
One or more holes
base-related
Conditional Recording Example
designations
H14, h14, t /2 or H14, h14, JT14/2
+t, –t, t/2
t /2 or JT14/2
Rice. 6.6 - Three or more holes not connected to bases
6.5 About dependent tolerances
Dependent is the location tolerance, the value of whichdepends not only on the specified limit deviation, but also on
actual dimensions of the considered surfaces.
In other words, dependent location tolerances are related to
gaps between mating surfaces. Constructor
is required to put on the drawing the minimum values
tolerances corresponding to the smallest possible gaps
(see figure 6.5).
6.6 Designations for deviations in the form and location of surfaces
At symbol tolerance datathe shapes and arrangements of the surfaces are indicated in
rectangular frame, divided into two or three parts in
which are placed:
in the first - the sign of the deviation;
in the second - the maximum deviation in millimeters;
in the third - the letter designation of the base or other
the surface to which the location deviation relates;
if there are several bases, then enter all their designations.
The height of the frame should exceed the font size by 2–3 mm.
It is not allowed to cross the frame with any lines. frame
placed horizontally. The basis of normalization and quantitative deviation
shape and arrangement of surfaces is the principle
adjacent straight lines, surfaces and profiles.
The nominal surface is the ideal surface,
the dimensions and shape of which correspond to the specified
nominal dimensions and nominal shape.
Adjacent surface - a surface that has
the shape of the nominal surface in contact with
real surface and located outside
part material so that the deviation from its most
remote point to the real surface within
normalized area had a minimum value.
For measuring shape deviations adjacent
surfaces apply control surfaces
plates, straightedges, gauges.
The form deviation is the form deviation of the real
element from the nominal form, estimated
the greatest distance from the points of the real element
normal to the adjacent element. Form tolerance is the largest deviation value
shape, i.e. the greatest distance from the points of the real
surface to the adjacent surface along the normal.
Surface deviation is
deviation of the actual location of the element
considered surface, axis or plane
symmetry from the nominal location.
To assess the accuracy of the location of the surface
assign a base.
A base is a surface, its generatrix or a point,
defining binding of parts to a plane or axis,
relative to which location tolerances are specified.
If the base is a surface of revolution or a thread,
then the axle is taken as the base.
A location tolerance is a limit that limits
allowable value of location deviations
surfaces. Numerical values of form deviations and location
surfaces are selected according to GOST 24643-81. Installed 16
degrees of accuracy of form and arrangement of surfaces.
Surface roughness
Surfaces obtained by processing on metal-cutting
machines, or otherwise have alternating protrusions and
depressions of different heights and shapes and relatively small
dimensions in height and pitch. Surface roughness in
combined with other characteristics determines the state
surface and is, along with the accuracy of the form, one of the
basic geometric characteristics of surface quality
Surface roughness is a collection of irregularities
base length. Surface roughness is a collection of irregularities
surfaces with relatively small steps within
base length.
Surface roughness regardless of material and method
manufacturing can be assessed by one or more
parameters:
Ra - arithmetic mean deviation,
Rz is the height of profile irregularities by 10 points (5
performances and 5 hollows),
Rmax is the maximum height of irregularities,
Smin - average step of irregularities,
S is the average step of local protrusions,
tp is the relative reference length of the profile.
The parameter Ra represents the most complete information, it
is the main of the height parameters of roughness
and it is assigned to all conjugated and purely processed
non-contiguous surfaces of parts. Surface roughness requirements are determined by
specifying the roughness parameter (or several
parameters), its numerical value (the largest,
the smallest, nominal), and also, if necessary,
base length and direction of irregularities.
According to GOST 2.309-73 (with amendment No. 3 of 2002)
surface roughness is indicated on the drawing for all
surfaces of the part that are performed according to this drawing.
6.7 Tolerances for metric threads
Tolerances for metric threads according to GOST 16093 - 70 applyfor metric threads with diameters 1 - 600 mm with profile and
basic dimensions according to GOST 9150 - 59.
The standard establishes limit deviations of threads in
sliding landings with gaps.
6.8 Location of tolerance fields, degrees of accuracy and their
designations The location of the thread tolerance fields relative to the nominal
profile is determined by the main deviation - the upper one for bolts and
bottom - for nuts.
GOST was developed taking into account the recommendations of ISO R965 and CMEA RS2272 - 69.
The following series of basic relations are established, denoted
letters of the Latin alphabet (lowercase - for a bolt and capital - for
nuts): for bolt threads - h, g, e, d; for nut threads - H, G.
The following degrees of strength are established, which determine the tolerances
thread diameters of bolts and nuts and denoted by numbers:
Bolt diameters:
degree of accuracy
outer
4; 6;
8;
average
4; 6;
7; 8
Nut diameters:
degree of accuracy
interior
5;
6; 7;
average
4; 5;
6; 7.
The designation of the thread diameter tolerance field consists of a number,
indicating the degree of accuracy, and a letter denoting the main
deviation.
For example: 6h, 6g, 6h. The designation of the thread tolerance field consists of the field designation
tolerance of the average diameter placed in the first place, and
designation of the tolerance field of the outer diameter for bolts and
internal - for nuts.
For example: If the designation of the tolerance field of the diameter at the tops of the thread
coincide with the designation of the tolerance field of the average diameter, then it is in
the designation of the tolerance field for the HC thread is repeated.
For example:
The thread tolerance designation follows the size designation
threads.
Examples of designation of tolerance fields:
coarse pitch threads - M12 bolts - 6g; nuts M12 - 6H;
fine pitch threads - M12 1 - 6g bolts; nuts M12 1 - 6H;
bolts with obligatory rounding of the cavity - M12 - g - R.
Fittings of threaded parts are indicated by a fraction, in the numerator of which
indicate the designation of the nut tolerance field, and in the denominator -
designation of the bolt tolerance field.
For example: M12 - 6H / 6g; M12 1 - 6H / 6g.
6.9 Tolerance fields
Thread tolerance fieldsAccuracy class
accurate
bolts
nuts
4h
4H5H
average
6h; 6g;6e; 6d
5H6H; 6H; 6G
In accordance with the requirements for the accuracy of the threaded
connections, tolerance fields for bolts and nuts are established in three accuracy classes:
fine, medium and coarse.
Recommendation ISO R965 provides the following guidance on the choice of classes
Accuracy:
class "precise" - for precision threads, when a minimum
fluctuation in the nature of the landing;
class "medium" - for general use;
class "rough" - for cases where there may be production
difficulties, for example, for threading on hot-rolled bars or in long
blind holes.
In justified cases, it is allowed to apply tolerance fields that
formed by a combination of tolerance fields of different accuracy classes on the average
diameter and diameter of the projections (outer diameter of the bolts or inner
nut diameter). For example: for bolts - 4h 6h; 8h 6h; 8g 6g; for nuts - 5H, 7H6H.
6.10 Tolerances for spur gears
Gear manufacturing accuracy is regulatedrelevant GOSTs providing for their
estimates of twenty degrees of accuracy, and for each of them
established standards for kinematic accuracy, smoothness
work and contact of teeth of wheels and gears.
The most accurate degrees 1 - 3 are left as promising, and
grades 11 and 12 are for coarse gears and tolerances in
the longest time is not specified.
The norms of kinematic accuracy determine the value of the total
error of the angle of rotation of the driven wheel gear
for one revolution of the leader.
The rules for the smooth operation of the wheel determine the value
components of the total error of the angle of rotation of the slave
gear, repeated many times in one revolution.
The norms of contact of the teeth determine the completeness of the fit of the lateral
surfaces of the mating teeth of the wheels in the process of movement
transmission teeth. The norms of side clearances in gears with unregulated
center-to-center distances (in the absence
backlash selectors and compensators) determine the values
dead moves.
The gear wheels of transmission mechanisms must have 7
(up to V=10 m/s) or 7th (up to V=6 m/s) degree of accuracy. At
increased requirements for movement accuracy
wheels are made to the 6th degree of accuracy.
For cylindrical gears according to STSEV 642 - 77 (at m<1 мм)
five types of mates are established: H, G, F, E and D,
determining the value of the guaranteed side clearance j min
(Fig. 6a) and four types of tolerances for it T, indicated in
ascending order h, g, f, e. Tolerance e is used for
mates E and D.
STSEV 641 - 77 (at m 1 mm) establishes six types
mates: H, E, D, C, B, A (Figure 6, b) and eight types
side clearance tolerances T: h, d, c, b, a, x, y, z.
Rice. 6.6 - Types of interfaces and the value of guaranteed side clearances in the transmission at m<1 мм(а) и m>1 mm (b).
Rice. 6.6 - Types of conjugations and values of guaranteedside clearances in the transmission at m<1 мм(а) и m>1 mm (b). Mating H has a guaranteed lateral clearance j min = 0.
Errors in the manufacture of gears and gears depend on
specified degree of accuracy. The side clearance is determined
type of conjugation according to the norms for each type.
Gears with module m<1 и нерегулируемым расположением осей,
having the 7th degree of accuracy, according to all three standards with
wheels are designated as follows: 7– G (STSEV 642 –
77); at m 1 mm, the same degree of accuracy and conjugation D: 7 - D (STSEV
641 – 77).
In gears that use different body materials
and gears and operating with significant vibration
temperatures, interfaces with a guaranteed clearance are required,
excluding jamming of the transmission with a decrease in the center
distances.
For gears with a stable temperature regime, with
the same temperature coefficient of linear expansion
housing and gears, use H interface.
In reverse gears, the presence of side clearance causes an error
movement of the driven wheel, as well as the appearance of additional
dynamic loads, which is often undesirable.
Dimensions on drawings
Introduction
In a mass production environment, it is important to ensure interchangeability the same details. Interchangeability allows you to replace a spare part that has broken during the operation of the mechanism. The new part must exactly match the replaced part in size and shape.
The main condition for interchangeability is the manufacture of a part with a certain accuracy. What should be the accuracy of the manufacture of the part, indicate on the drawings the permissible limit deviations.
The surfaces along which parts are connected are called conjugated . In the connection of two parts that are included one into the other, a female surface and a covered one are distinguished. The most common in mechanical engineering are connections with cylindrical and flat parallel surfaces. In a cylindrical connection, the surface of the hole covers the surface of the shaft (Fig. 1, a). The enclosing surface is called hole covering - shaft . These same terms hole and shaft conventionally used to refer to any other non-cylindrical enclosing and covered surfaces (Fig. 1, b).
Rice. 1. Explanation of terms hole and shaft
Landing
Any assembly operation of parts consists in the need to connect or, as they say, plant one detail to another. Hence, in technology, the expression landing to indicate the nature of the connection of parts.
Under the term landing understand the degree of mobility of the assembled parts relative to each other.
There are three groups of landings: with a gap, with an interference fit and transitional.
Landings with clearance
gap call the difference between the sizes of the hole D and the shaft d, if the size of the hole is larger than the size of the shaft (Fig. 2, a). The gap ensures free movement (rotation) of the shaft in the hole. Therefore, landings with a gap are called mobile landings. The larger the gap, the greater the freedom of movement. However, in reality, when designing machines with moving landings, such a gap is chosen that will minimize the friction coefficient of the shaft and hole.

Rice. 2. Landings
Interference landings
For these fits, the hole diameter D is less than the shaft diameter d (Fig. 2, b). .In reality, this connection can be made under pressure, when the female part (hole) is heated and (or) the male part (shaft) is cooled.
Interference landings are called fixed landings , since the mutual movement of the connected parts is excluded.
transitional landings
These landings are called transitional because before assembling the shaft and the hole, it is impossible to say what will be in the connection - a gap or an interference fit. This means that in transitional fits, the hole diameter D can be less than, greater than or equal to the shaft diameter d (Fig. 2, c).
Size tolerance. Tolerance field. Quality of accuracy Basic concepts
Dimensions in part drawings quantify the magnitude of the part's geometric shapes. Dimensions are divided into nominal, actual and limit (Fig. 3).
Nominal size - this is the main calculated size of the part, taking into account its purpose and the required accuracy.
Nominal connection size – this is the common (same) size for the hole and shaft that make up the joint. The nominal dimensions of parts and connections are not chosen arbitrarily, but according to GOST 6636-69 "Normal linear dimensions". In real production, in the manufacture of parts, nominal dimensions cannot be maintained and therefore the concept of actual dimensions is introduced.
actual size - this is the size obtained during the manufacture of the part. It always differs from the nominal up or down. The permissible limits of these deviations are established by means of limiting dimensions.
Limit dimensions two boundary values are called, between which the actual size must be. The larger of these values is called largest size limit, smaller - smallest size limit. In everyday practice, on the drawings of parts, it is customary to indicate the limiting dimensions by means of deviations from the nominal.
Limit deviation - this is the algebraic difference between the limiting and nominal sizes. Distinguish between upper and lower deviations. Upper deviation is the algebraic difference between the largest size limit and the nominal size. lower deviation is the algebraic difference between the smallest size limit and the nominal size.
The nominal size serves as the starting point for deviations. Deviations can be positive, negative or zero. In standards tables, deviations are given in micrometers (µm). In the drawings, deviations are usually indicated in millimeters (mm).
Actual deviation - this is the algebraic difference between the actual and nominal sizes. The part is considered fit if the valid deviation of the checked size is between the upper and lower deviations.
Size tolerance - this is the difference between the largest and smallest limit sizes or the absolute value of the algebraic difference between the upper and lower deviations.
Under quality understand a set of tolerances that vary depending on the size of the nominal size. 19 qualifications have been established, corresponding to different levels of accuracy in the manufacture of a part. For each qualification, rows of tolerance fields are built
Tolerance field is a field bounded by upper and lower deviations. All tolerance fields for holes and shafts are indicated by letters of the Latin alphabet: for holes - in capital letters (H, K, F, G, etc.); for shafts - lowercase (h, k, f, g, etc.).

Rice. 3. Explanation of terms
Lecture
Topic #5 Tolerances and landings
Introduction
In the process of developing a product (machine, unit, unit), it is necessary to proceed from a given level of standardization and unification, which is determined by the coefficients of applicability, repeatability and inter-project unification. With an increase in the values of these coefficients, the economic efficiency of the product being developed increases in the process of its production and operation. To increase the level of standardization and unification, it is necessary, already at the stage of product design, to use a larger number of components produced by the industry, and to strive for a reasonable limitation of the development of original components. At the same time, the main issue in the development process is the accuracy of interchangeable parts, assemblies and components, primarily in terms of geometric parameters.
The interchangeability of parts, assemblies and assemblies makes it possible to carry out aggregation as one of the methods of standardization, to organize the supply of spare parts, to facilitate repairs, especially in difficult conditions, reducing it to a simple replacement of worn parts.
Interchangeability- the property of independently manufactured parts to take their place in the assembly unit without additional mechanical or manual processing during assembly, while ensuring the normal operation of the assembled products (assemblies, mechanisms).
It follows from the very definition of interchangeability that it is a prerequisite for the division of production, i.e. independent production of parts, components, assemblies, which are subsequently assembled sequentially into assembly units, and assembly units into a common system (mechanism, machine, device). Assembly can be carried out in two ways: with and without fitting of assembled parts or assembly units. Assembly without fitting is used in mass and in-line production, and with fitting - in single and small-scale production. When assembling without fitting, the parts must be manufactured with the required accuracy. However, interchangeability is not ensured by the accuracy of geometric parameters alone. It is necessary that the material, durability of parts, assembly units and components be consistent with the purpose and operating conditions of the final product. This interchangeability is called functional, and geometric interchangeability is a particular type of functional interchangeability.
Interchangeability is complete and incomplete, external and internal.
Complete interchangeability allows you to get the specified quality indicators without additional operations in the assembly process.
At incomplete interchangeability during the assembly of assembly units and final products, operations related to the selection and adjustment of some parts and assembly units are allowed. It allows you to obtain the specified technical and operational indicators of finished products with less accuracy of parts. At the same time, functional interchangeability should be only complete, and geometric - both complete and incomplete.
External interchangeability- this is the interchangeability of units and components in terms of operational parameters and connecting dimensions. For example, replacing an electric motor. Its operational parameters will be - power, speed, voltage, current; connecting dimensions include diameters, number and location of holes in the legs of the electric motor, etc.
Internal interchangeability is ensured by the accuracy of the parameters that are necessary for assembling parts into units, and units into mechanisms. For example, the interchangeability of ball bearings or rollers of rolling bearings, assemblies of the drive and driven shafts of the gearbox, etc.
The principles of interchangeability apply to parts, assembly units, components and end products.
Interchangeability is ensured by the accuracy of product parameters, in particular, by dimensions. However, in the manufacturing process, errors Х inevitably arise, the numerical values of which are found by the formula
where X is the given value of the size (parameter);
Xi is the actual value of the same parameter.
Errors are divided into systematic, random and gross(misses).
The influence of random errors on the measurement accuracy can be assessed by methods of probability theory and mathematical statistics. Numerous experiments have shown that the distribution of random errors most often obeys the normal distribution law, which is characterized by a Gaussian curve (Figure 1).
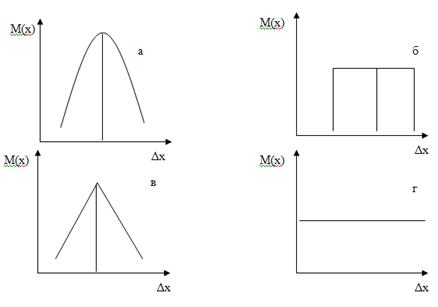
Figure 1 - Laws of distribution of random errors
a - normal; b - Maxwell; c - triangle (Simpson); g - equiprobable.
The maximum ordinate of the curve corresponds to the average value of a given size (for an unlimited number of measurements, it is called the mathematical expectation and is denoted by M(X).
Random errors or deviations from are plotted along the x-axis. Segments parallel to the y-axis express the probability of occurrence of random errors of the corresponding value. The Gaussian curve is symmetrical about the maximum ordinate. Therefore, deviations from the same absolute value, but of different signs, are equally possible. The shape of the curve shows that small deviations (in absolute value) appear much more often than large ones, and the appearance of very large deviations is practically unlikely. Therefore, the permissible errors are limited to certain limit values (V is the practical field of scattering of random errors, equal to the difference between the largest and smallest measured dimensions in a batch of parts). The value is determined from the condition of sufficient accuracy at optimal costs for the manufacture of products. With a regulated stray field, no more than 2.7% of random errors can go beyond the limits. This means that out of 100 machined parts, there can be no more than three defective ones. A further reduction in the percentage of the appearance of defective products in technical and economic terms is not always advisable, because. leads to an excessive increase in the practical stray field, and, consequently, an increase in tolerances and a decrease in the accuracy of products. The shape of the curve depends on the methods of processing and measuring products; exact methods give curve 1 having a stray field V1; curve 2, for which V2
Depending on the accepted technological process, production volume and other circumstances, random errors can be distributed not according to the Gauss law, but according to the equiprobable law (Fig. 1b), according to the triangle law (Fig. 1c), according to the Maxwell law (Fig. 1d) and etc. The center of grouping of random errors can coincide with the coordinate of the average size (Fig. 1a) or shift relative to it (Fig. 1d).
It is impossible to completely eliminate the influence of the causes that cause errors in processing and measurement, it is only possible to reduce the error by applying more advanced technological processing processes. The accuracy of the size (of any parameter) is called the degree of approximation of the actual size to the given one, i.e. the accuracy of the size is determined by the error. As the error decreases, the accuracy increases and vice versa.
In practice, interchangeability is ensured by limiting errors. With decreasing errors, the actual values of the parameters, in particular the dimensions, approach the given ones. With small errors, the actual dimensions differ so little from the given ones that their error does not impair the performance of the products.
2. Tolerances and landings. The concept of quality
The main terms and definitions are established by GOST 25346, GOST 25347, GOST 25348 establish tolerances and fits for sizes less than 1 mm, up to 500 mm, over 500 to 3150 mm.
Formulas (7) and (8) are derived from the following considerations. As follows from formulas (2) and (3), the largest and smallest limit sizes are equal to the sums of the nominal size and the corresponding limit deviation:
![]() (9)
(9)
![]() (10)
(10)
Substituting into formula (5) the values of the limiting dimensions from the formula
Reducing similar terms, we obtain formula (7). Formula (8) is derived similarly.

Figure - Tolerance fields of the hole and shaft when landing with a gap (hole deviations are positive, shaft deviations are negative)
The tolerance is always a positive value, regardless of how it is calculated.
EXAMPLE. Calculate the tolerance for limit dimensions and deviations. Given: = 20.010 mm; = 19.989 mm; = 10 µm; = -11 µm.
one). We calculate the tolerance through the limiting dimensions according to the formula (6):
Td = 20.010 - 19.989 = 0.021 mm
2). We calculate the tolerance for limit deviations according to the formula (8):
Td = 10 - (-11) = 0.021 mm
EXAMPLE. According to the given symbols of the shaft and hole (shaft - , hole 20), determine the nominal and limit dimensions, deviations and tolerances (in mm and microns).
2.2 Units of tolerance and the concept of qualifications
Dimensional accuracy is determined by the tolerance - as the tolerance decreases, the accuracy increases, and vice versa.
Each technological method of processing parts is characterized by its economically justified optimal accuracy, but practice shows that with an increase in size, technological difficulties in processing parts with small tolerances increase and optimal tolerances slightly increase under unchanged processing conditions. The relationship between economically achievable accuracy and dimensions is expressed by a conditional value called the tolerance unit.
Tolerance unit() expresses the dependence of the tolerance on the nominal size and serves as the basis for determining standard tolerances.
The tolerance unit, µm, is calculated by the formulas:
for sizes up to 500 mm
for sizes over 500 to 10000 mm
where is the average shaft diameter in mm.
In the above formulas, the first term takes into account the influence of processing errors, and the second - the influence of measurement errors and temperature errors.
Dimensions, even having the same value, may have different accuracy requirements. It depends on the design, purpose and operating conditions of the part. Therefore, the concept is introduced quality .
quality- a characteristic of the accuracy of manufacturing a part, determined by a set of tolerances corresponding to the same degree of accuracy for all nominal sizes.
Tolerance (T) for qualifications, with some exceptions, is set by the formula
where a is the number of tolerance units;
i(I) - tolerance unit.
According to the ISO system for sizes from 1 to 500 mm, 19 qualifications. Each of them is understood as a set of tolerances that ensure constant relative accuracy for a certain range of nominal sizes.
Tolerances of 19 qualifications in descending order of accuracy are ranked: 01, 0, 1, 2, 3,..17, and conditionally denote IT01, IT0, IT1 ... IT17. here IT is the hole and shaft tolerances, which means “ISO tolerance”.
Within one quality “a” is constant, therefore all nominal sizes in each quality have the same degree of accuracy. However, tolerances in the same quality for different sizes still change, since with an increase in size, the tolerance unit increases, which follows from the above formulas. When moving from high-precision qualifications to coarse-precision qualifications, tolerances increase due to an increase in the number of tolerance units, therefore, in different qualifications, the accuracy of the same nominal sizes changes.
From all of the above, it follows that:
The tolerance unit depends on the size and does not depend on the purpose, working conditions and methods of processing parts, that is, the tolerance unit allows you to evaluate the accuracy of various sizes and is a general measure of accuracy or tolerance scale of different qualifications;
The tolerances of the same sizes in different qualifications are different, since they depend on the number of tolerance units “a”, that is, the qualifications determine the accuracy of the same nominal sizes;
Various methods of processing parts have a certain economically achievable accuracy: “rough” turning allows you to process parts with rough tolerances; for processing with very small tolerances, fine grinding is used, etc., therefore, qualifications actually determine the technology for processing parts.
Scope of qualifications:
Qualities from 01 to 4 are used in the manufacture of gauge blocks, gauges and counter gauges, parts of measuring instruments and other high-precision products;
Qualities from the 5th to the 12th are used in the manufacture of parts that mainly form mates with other parts of various types;
Qualities from the 13th to the 18th are used for the parameters of parts that do not form mates and do not have a decisive effect on the performance of products. Limit deviations are determined by GOST 25346-89.
Conventional designation of tolerance fields for GOST 25347-82.
Symbol for limit deviations and landings
Limit deviations of linear dimensions are indicated on the drawings by conditional (letter) designations of tolerance fields or numerical values of limit deviations, as well as letter designations of tolerance fields with simultaneous indication of numerical values of limit deviations in brackets on the right (Fig. 5.6, a...c). Landings and maximum deviations of the dimensions of the parts shown in the assembled drawing are indicated by a fraction: in the numerator - the letter designation or the numerical value of the maximum deviation of the hole or the letter designation indicating its numerical value in brackets to the right, in the denominator - a similar designation of the shaft tolerance field (Fig. 5.6, d, e). Sometimes, to indicate the landing, the maximum deviations of only one of the mating parts are indicated (Fig. 5.6, e).
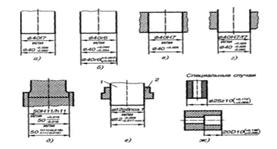
Rice. 5.6. Examples of designation of tolerance fields and landings in the drawings
In the legend of the tolerance fields, it is mandatory to indicate the numerical values \u200b\u200bof the limit deviations in the following cases: for sizes not included in the series of normal linear dimensions, for example 41.5 H7 (+0.025); when assigning limit deviations, the symbols of which are not provided for by GOST 25347-82, for example, for a plastic part (Fig. 5.6, g).
Limit deviations should be assigned to all dimensions indicated on the working drawings, including non-matching and irresponsible dimensions. If limit deviations for the size are not assigned, there may be extra costs (when they strive to get this size more accurate than necessary) or an increase in the mass of the part and excessive consumption of metal.
For a surface consisting of sections with the same nominal size, but different maximum deviations, the boundary between these sections is drawn with a thin solid line and the nominal size with the corresponding maximum deviations is indicated for each section separately.
The accuracy of smooth elements of metal parts, if deviations for them are not indicated directly after the nominal dimensions, but are stipulated by a general record, they are normalized either by qualifications (from 12 to 17 for sizes from 1 to 1000 mm), denoted by IT, or by accuracy classes (accurate, medium, rough and very rough) established by GOST 25670-83. Tolerances for accuracy classes denote t1, t2, t3 and t4 - respectively for accuracy classes - fine, medium, rough and very rough.
Unspecified limit deviations for the dimensions of shafts and holes can be assigned both one-sided and symmetrical; for dimensions of elements that are not related to holes and shafts, only symmetrical deviations are assigned. One-sided limit deviations can be assigned both by qualifications (+ IT or -IT) and by accuracy classes (± t / 2), but it is also allowed by qualifications (± T / 2). Quality 12 corresponds to the accuracy class "accurate", quality 14 - "medium", quality 16 - "coarse", quality 17 - "very coarse". Numerical values of unspecified limit deviations are given in GOST 25670-83. For the dimensions of metal parts processed by cutting, it is preferable to assign unspecified limit deviations according to quality 14 or the “average” accuracy class. Unspecified maximum deviations of knots, radii of curvature and chamfers are assigned according to GOST 25670-83, depending on the quality or accuracy class of unspecified maximum deviations of linear dimensions.
The connection of parts (assembly units) must ensure the accuracy of their position or movement, reliability of operation and ease of repair. In this regard, various requirements may be imposed on the design of connections. In some cases, it is necessary to obtain a movable connection with a gap, in others - a fixed connection with an interference fit.
gap S they call the difference in the sizes of the hole and the shaft, if the size of the hole is larger than the size of the shaft, i.e. S= D- d.
interference N called the difference in the size of the hole and the shaft, if the size of the shaft is greater than the size of the hole. With a similar ratio of diameters d and D preload can be considered a negative clearance, i.e.
N= - S= - (D- d) = d- D , (12)
Clearances and tensions are provided not only by the accuracy of the dimensions of individual parts, but, mainly, by the ratio of the dimensions of the mating surfaces - fit.
landing call the nature of the connection of parts, determined by the magnitude of the gaps or interferences resulting in it.
Depending on the location of the tolerance fields, the holes and the landing shaft are divided into three groups:
Landing with a gap (provide a gap in the connection);
Interference landings (provide interference in the connection);
Transitional landings (make it possible to obtain both gaps and tensions in the joints).
Landings with a gap are characterized by marginal gaps - the largest and smallest. largest gap Smax is equal to the difference between the largest hole size limit and the smallest shaft size limit. Smallest clearance Smin is equal to the difference between the smallest limit size of the hole and the largest limit size of the shaft. Landings with a clearance also include landings in which the lower limit of the hole tolerance field coincides with the upper limit of the shaft tolerance field.
To form an interference fit, the diameter of the shaft before assembly must necessarily be greater than the diameter of the hole. In the assembled state, the diameters of both parts in the interface zone are equalized. The greatest tightness Nmax equal to the difference between the largest limit size of the shaft and the smallest limit size of the hole. Least preload Nmin is equal to the difference between the smallest limit size of the shaft and the largest limit size of the hole.
Nmax=dmax-Dmin; Nmin=dmin-Dmax.
Limit interferences, as well as limit clearances, are conveniently calculated through limit deviations:
![]()
![]() , (13)
, (13)
Transition landings. The main feature of transitional fits is that in the joints of parts belonging to the same batches, either gaps or interferences can be obtained. Transitional landings are characterized by the largest gaps and the largest interference.
Based on the calculations, we draw the following conclusions:
Since the negative clearances are equal to the positive interferences and vice versa, to determine the values in the transition fit Smax and Nmax it is enough to calculate both limit gaps or both limit interference;
With the correct calculation Smin or Nmin will necessarily turn out to be negative, and in absolute values will equal, respectively, Nmax or Smax.
fit tolerance TP is equal to the sum of the bore and shaft tolerances. For landings with a clearance, the landing tolerance is equal to the clearance tolerance or the difference between the limit clearances:
TP =TS= Smax- Smin , (14)
Similarly, it can be proved that for interference fits, the fit tolerance is equal to the interference tolerance or the interference difference:
TP =TN= Nmax- Nmin , (15)
3.1 Fits in the hole system and in the shaft system
A part in which the position of the tolerance field does not depend on the type of fit is called the main part of the system. The main part is a part whose tolerance field is the base for the formation of fits established in this system of tolerances and fits.
Main hole- hole, the lower deviation of which is equal to zero EI = 0. For the main hole, the upper deviation is always positive and equal to the tolerance ES = 0 = T; the tolerance field is located above the zero line and is directed towards increasing the nominal size.
Basic shaft- shaft, the upper deviation of which is equal to zero es = 0. At the main shaft, Td = 0(ei) = the tolerance field is located below the zero line and is directed towards decreasing the nominal size.
Depending on which of the two mating parts is the main one, the tolerance and fit systems include two rows of fits: fits in the hole system - various gaps and interferences are obtained by connecting different shafts to the main hole; landings in the shaft system - various gaps and interferences are obtained by connecting various holes to the main shaft.
In the shaft system, the hole size limits for each fit are different, and three sets of special tools will be required for processing. Landings of the shaft system are used when connecting several parts with a smooth shaft (pin) for different landings. For example, in instrumentation, precise axes of small diameter (less than 3 mm) are often made from smooth calibrated bars.
To obtain a variety of fits in the hole system, significantly fewer special holemaking tools are required. For this reason, this system has a predominant application in mechanical engineering.
Additionally
Gauges for smooth cylindrical parts. Gauges are the main means of controlling parts. They are used for manual control and are widely used in automatic parts control. Gauges provide high reliability of control.
According to their purpose, gauges are divided into two main groups: working gauges - through passage R-PR and impassable - R-NOT; control gauges - K-RP, K-NE and K-I.
Working gauges PR and NOT are designed to control products in the process of their manufacture. These calibers are used by workers and inspectors of the quality control department of the manufacturer.
Working calibers are called limiting, since their dimensions correspond to the limiting dimensions of the controlled parts. Limit gauges allow you to determine whether the actual dimensions of parts are within tolerance. A part is considered good if it passes through a pass groove and does not pass into a non-pass pass.
The nominal dimensions of the calibers are the dimensions that the calibers should have if they were perfectly accurately manufactured. Under this condition, the nominal size of the through-through bracket will be equal to the largest limit size of the shaft, and the nominal size of the non-through bracket will be equal to the smallest limit size of the shaft. The nominal size of the through plug will be equal to the smallest limit size of the hole, and the nominal size of the non-through plug will be equal to the largest limit size of the hole.
The requirements for control are: be highly productive; time required for control should be as short as possible the time required to manufacture the part; control must be reliable and economically viable.
The economic feasibility of control is determined by the cost of control means, the wear resistance of measuring surfaces, and the size of the narrowing of the tabular tolerance field of the part.

For example, the greatest narrowing of the tolerance field is obtained when the actual dimensions of the calibers coincide with their maximum dimensions located inside the tolerance field of the part.
The tabular tolerance narrowed by calibers is called production tolerance. The tolerance extended due to calibers is called guaranteed. The smaller the production one, the more expensive it is to manufacture parts, especially in more accurate qualities.
Limit gauges check the suitability of parts with a tolerance of IT6 before IT 17, especially in mass and large-scale production.
In accordance with the Taylor principle, through plugs and rings have full shapes and lengths equal to the mating lengths, and non-going gauges often have an incomplete shape: for example, staples are used instead of rings, as well as plugs that are incomplete in cross-sectional shape and shortened in the axial direction. Strict adherence to the Taylor principle is associated with certain practical inconveniences.
Control gauges To-And used for installation of adjustable gauges-brackets and control of non-adjustable gauges-brackets, which are impassable and serve for withdrawal from operation due to wear of through-through working brackets. Despite the small tolerance of control gauges, they still distort the established tolerance fields for the manufacture and wear of working gauges, therefore, if possible, control gauges should not be used. It is expedient, especially in small-scale production, to replace control gauges with gauge measures or use universal measuring instruments.
GOST 24853-81 for smooth gauges establishes the following manufacturing tolerances: H- working gauges (plugs) for holes (Fig. 5.9, a) (Hs- the same calibers, but with spherical measuring surfaces); H\ - gauges (brackets) for shafts (Fig. 5.9, b); HP- control gauges for staples.
For passing gauges that wear out during the control process, in addition to the manufacturing tolerance, a wear tolerance is provided. For sizes up to 500 mm wear gauges PR with a tolerance of up to IT 8, inclusive, can go beyond the tolerance field of parts by an amount at for traffic jams and y1 for staples; for PR gauges with tolerances from IT 9 to IT17 wear is limited by the passage limit, i.e. y = 0 and y1=0. It should be noted that the wear tolerance field reflects the average possible wear of the caliber.
For all pass gauges tolerance fields H (H s) and H1 shifted inside the tolerance field of the product by the value z for plug gauges and z1 for clip gauges.
With nominal sizes over 180 mm, the tolerance field of the non-going caliber also shifts inside the tolerance field of the part by the value a for plugs and a] for brackets, creating a so-called safety zone introduced to compensate for the error in checking the calibers, respectively, of holes and shafts. Tolerance field of calibers NOT for sizes up to 180 mm symmetrically and respectively = 0 and l = 0.
The shift of the tolerance fields of calibers and the wear limits of their passing sides inside the tolerance field of the part makes it possible to eliminate the possibility of distorting the nature of the landings and to ensure that the dimensions of suitable parts are obtained within the established tolerance fields.
According to the formulas of GOST 24853-81, the executive dimensions of the calibers are determined. Executive call the limiting dimensions of the caliber, according to which a new caliber is made. To determine these dimensions on the drawing, the brackets put down the smallest limit size with a positive deviation; for cork and control gauge - their largest size limit with a negative deviation.
When marking the caliber, the nominal size of the part for which the caliber is intended, the letter designation of the product tolerance field, the numerical values \u200b\u200bof the maximum deviations of the product in millimeters (on working calibers), the type of caliber (for example, PR, NOT, K-AND) and manufacturer's trademark.
Conclusion
In today's session, we covered the following topics:
General information about interchangeability.
Tolerances and landings. The concept of quality.
The choice of a system of landings, tolerances and qualifications.
Self-study task
(1 hour for self-study)
Complete lecture notes.
Get Literature:
Main
Additional
1. Sergeev A.G., Latyshev M.V., Teregerya V.V. Standardization, metrology, certification. Tutorial. - M.: Logos, 2005. 560 p. (p. 355-383)
2. Lifits I.M. Standardization, metrology and certification. Textbook. 4th ed. –M.: Yurayt. 2004. 335 p.
3. Operation of weapons of chemical troops and means of protection. Tutorial. VAHZ, chipboard. 1990. (Inv. 2095).
4. Quality control of the development and production of weapons and military equipment. Edited by A.M. Smirnova. chipboard 2003. 274 p. (Inv. 3447).
During the course, be prepared to:
1. Answer the teacher's questions.
Submit workbooks with worked out questions according to the task.
Literature
interchangeability part machining
1. Standardization, metrology, certification. Ed. Smirnova A.M. VU RHBZ, DSP, 2001. 322 p. (Inv. 3460).
2. Sergeev A.G., Latyshev M.V., Teregerya V.V. Standardization, metrology, certification. Tutorial. – M.: Logos, 2005. 560 p.
3. Technology of metals. Textbook. Ed. V.A. Bobrovsky. -M. Military publishing house. 1979, 300 pp.
When assembling 2 parts that are included one into the other, they distinguish covered and covering surfaces, the meaning of which is clear from the name.
The enclosing surface is called hole covered - shaft.
For example, the inner cylindrical surface of the sleeve and the surface of the keyway - female surfaces, holes; the outer cylindrical surface of the bushing and the surface of the key - male surfaces, shafts.
The difference between the dimensions of the female and male surfaces (between the dimensions of the hole and the shaft) determines connection nature details or landing, i.e. a greater or lesser degree of mobility of parts or a degree of strength of joints (for fixed joints).
If the size of the hole D is greater than the size of the shaft d, then the positive difference between them, characterizing the degree of mobility (freedom of relative movement) is called gap S:
S = D - d; Dd; S0. (3.8)
If the size of the shaft d is greater than the size of the hole D, then the positive difference between them, characterizing the degree of strength of the connection, is called interference N:
N = d – D; d D; N0. (3.9)
Preload (if necessary) can be expressed as a negative clearance and vice versa:
S=-N;N=-S. (3.10)
Nominal size - the main estimated size, rounded up to the standard. The nominal dimensions of the hole and the shaft in the fit are marked on the drawing and deviations are counted from it, which are given in the table of standards for tolerances.
Nominal dimensions (when rounded after calculation for strength, stiffness, stability ...) are selected according to GOST 6636-69 * “Normal linear dimensions”. The use of only standard linear dimensions leads to a reduction in the standard dimensions of blanks, cutting, measuring tools and a reduction in the cost of production.
According to GOST, a range of sizes is provided from 0.001 to 20000 mm, built on the basis of preferred numbers. Four rows of sizes are established, increasing in geometric progression with significant =;  ;
;
 ;
;
 . Rows are designated Ra5, Ra10, Ra20, Ra40. The largest number of sizes in the last row, the smallest - in the first. When choosing denominations, each previous row should be preferred to the next.
. Rows are designated Ra5, Ra10, Ra20, Ra40. The largest number of sizes in the last row, the smallest - in the first. When choosing denominations, each previous row should be preferred to the next.
Actual Size called the size obtained as a result of measurement with an allowable error.
The dimensions between which the actual size of the good parts in the batch must be (or be equal) are called the limit - respectively maximum limit D max , d max and the smallest limit D min , d min .
To simplify, in the drawings and tables, instead of the limiting dimensions, the corresponding limiting deviations are set - upper and lower.
Upper deviation(ES, es) is the algebraic difference between the largest size limit and the nominal size of the joint.
ES = D max - d n s; (3.11)
es = d max - d n s, (3.12)
where d n s is the nominal diameter of the connection.
Lower Deviation(EI, ei) - algebraic difference between the smallest limit size and the nominal size of the connection:
EI = D min - d n s; (3.13)
ei = d min - d n s. (3.14)
Deviations can be positive, negative or zero.
The size tolerance T is the difference between the limit sizes:
T D \u003d D max - D min; (3.15)
T d \u003d d max - d min. (3.16)
Tolerance - the value is always positive, so it is indicated in documents without a sign.
Substituting in expressions (3.15) and (3.16) the values of the limiting dimensions, expressed in terms of deviations and face value, we determine:
T D \u003d (ES + d n s) - (EI + d n s) \u003d ES - EI; (3.17)
T d \u003d (es + d n s) - (ei + d n s) \u003d es - ei. (3.18)
The tolerance is equal to the difference in limit deviations (with its own sign!).
Tolerance characterizes the accuracy of the size. The smaller the tolerance, the higher the accuracy, the smaller the possible range of size changes in the batch and vice versa. The tolerance value affects the operational properties of the connection and the product, as well as the complexity of manufacturing and the cost of the part. The manufacture of parts with a lower tolerance requires the use of more accurate equipment, accurate measuring instruments, fixtures, appropriate processing modes, which increases the cost of the product.
When assembling parts (for example, a shaft is connected to a sleeve) manufactured within tolerance, depending on random combinations of hole sizes and shafts, various fits can be obtained. They are usually divided into landings with clearance (S), interference (N), transitional (N-S).
clearance fit is called a fit in which gaps are provided in all joints on the assembly. The interference landings.
transitional called landing, in which some of the connections on the assembly get gaps, and the rest - tightness.
Each landing is characterized by limiting (largest, smallest) clearances or interferences, the value of which is determined by the limiting dimensions of the parts.
The smallest gap S min in the connection is formed if a shaft with a size d max is installed in a hole with a size D min:
S min = D min -d max (3.19)
S min \u003d (EI + d n s) - (es + d n s) \u003d EI - es. (3.20)
The largest gap S max in the connection will be obtained if a shaft with the smallest limit size d min is installed in the hole with the largest limit size D max:
S max = D max -d min (3.21)
S max \u003d (ES + d n s) - (ei + d n s) \u003d ES - ei. (3.22)
Likewise,
N min \u003d d min - D max \u003d ei - ES \u003d - S max; (3.23)
N max \u003d d max - D min \u003d eS - EI \u003d - S min. (3.24)
The average clearance or interference is equal to:
S c (N c) =  .
(3.25)
.
(3.25)
The gap or interference range determines the clearance, interference or fit tolerance (T S , T N).
fit tolerance(Т S, T N) - the difference between the limiting clearances or interference:
T S = (T N) = S max (N max) - S min (N min). (3.26)
In this expression, instead of S max , S min, we substitute their values according to (3.20), (3.22):
T S \u003d (ES - ei) - (EI - es) \u003d (ES - EI) + (es - ei) \u003d T D + T d. (3.27)
Thus, the fit tolerance is equal to the sum of the tolerances of the hole and the shaft.
Likewise,
T N \u003d N max - N min \u003d T D + T d. (3.28)
Imagine that there is a batch of bushings and shafts that need to be assembled. In this batch of bushings with the largest dimensions, D max will be very small (for example, 1 out of 100 pieces), similarly, in a batch of shafts with the smallest dimensions, d min will also be small (for example, 1 out of 100). It is natural to assume that the assembler, choosing parts and assembling connections without selection, is unlikely to simultaneously take parts with dimensions D max and d min (the probability of this event for our example is 1/1001/100 = 1/10 4). The probability of such an event is very small, so there will be practically no joints with a gap equal to S max in the assembly. For the same reasons, there will be practically no connections with a gap equal to S max in the assembly.
In order to determine the magnitude of the largest  and least
and least  (probabilistic) gaps resulting from the assembly, we will approach this engineering problem from the standpoint of probability theory.
(probabilistic) gaps resulting from the assembly, we will approach this engineering problem from the standpoint of probability theory.
We assume that the distribution of the dimensions of the parts follows the normal law and the manufacturing tolerance is equal to the size range during manufacturing, i.e. T = 6. We also assume that there is no selection of parts during assembly (assembly is random).
It is known that the composition (combination) of two normal laws also gives a normal law. Therefore, the distribution of clearance (interference) values follows the normal law.
From the course of probability theory it is known that the mathematical expectation of the sum of random variables is equal to the sum of their mathematical expectations. The actual dimensions of the parts are random variables, the mathematical expectations of which will be close to the average sizes in the batch.
The mathematical expectation of the sum of random sizes is the mathematical expectation of the gap:
M S = M D + M -d . (3.29)
S c = D c - d c , (3.30)
where S c , D c , d c are the average values of the gap, hole and shaft dimensions.
The variance of the sum of independent random variables is equal to the sum of their variances. The variance D is the standard deviation squared:
D S = DD + D d; (3.31)
 .
(3.32)
.
(3.32)
Then, taking T = 6, we get:
T S =  .
(3.33)
.
(3.33)
With a probability P = 0.9973, the values of the actual gaps will be within:
Then the largest probabilistic gap will be equal to:
 ,
(3.35)
,
(3.35)
and the smallest probabilistic gap:
 .
(3.36)
.
(3.36)
Expressions (3.35) and (3.36) are approximate (previously, the conditions for obtaining them were specified). More precisely, these values will be determined in the section “Dimensional chains”.
To simplify the calculations of tolerances and landings, the layout of the tolerance fields is used. Constructions on them are carried out relative to the nominal line, designated 0 - 0. The lines of limiting and nominal sizes are laid off from one border.
Therefore, lines of dimensions larger than the nominal will be located above the 0 - 0 line, and lines of dimensions smaller than the nominal will be below.
Up from the line 0 - 0 on the selected scale show positive deviations, down - negative. Two lines of maximum dimensions or maximum deviations of the hole and shaft form two tolerance fields, which are designated as rectangles (the scale of the rectangle is arbitrary along the length). The tolerance field is the zone of resizing, enclosed between the lines of the upper and lower deviations (or the corresponding dimensions). The tolerance field is a broader concept than tolerance. It is characterized not only by the value of the tolerance, but also by its location relative to the face value. Different (by location) tolerance fields may have the same tolerance.
In clearance fits, the hole tolerance field is located above the shaft tolerance field; in interference fits, the hole tolerance field must be located below the shaft tolerance field. In transitional landings, the tolerance fields must overlap.