Open Library – oktatási információk nyílt könyvtára. Előadásjegyzet Alapfogalmak a tűrésekről és a leszállásokról előadás
Alkatrészek precíziós gyártása rádióelektronikai berendezések
Rajz és tervdokumentáció
A kurzusprojekten való munka közben a hallgatók elkészítenek egy összeállítási rajzot (vagy rajzot Általános nézet) a készüléktest kialakítása és két rész munkarajza.
Az összeállítási rajz egy szabványos A3-as papírlapra készül , A4. Először meg kell határozni a készülék testszerkezetének vetületeinek megfelelő helyét, a szükséges nézeteket és metszeteket, majd kiválasztják a rajz méretarányát. A félvezető eszközcsomagok kis mérete miatt 5:1, 10:1 méretarányt javasolt választani. Az összeszerelési rajzon láthatók a teljes és csatlakozási méretek, az összeszerelési egységek, alkatrészek és szabványos termékek elhelyezkedése. Ezután specifikáció készül rá.
Az alkatrészek munkarajzai szabványos A4-es papírlapokon készülnek (az alkatrészek kis mérete miatt). Az ajánlott rajz méretarány 10:1, 20:1. Az egyes alkatrészek rajzán fel van tüntetve az összes szükséges méret, a lineáris méretek maximális eltérése, a felületek alakja és elhelyezkedése, valamint az alkatrész felületeinek érdessége. Az alkatrészek gyártási pontosságáról és a maximális eltérések beállításáról további részleteket a 6.4. A rajz feltünteti az alkatrész anyagát, a védőbevonatok típusait stb. Az alkatrészek összeszerelési rajzai és munkarajzai készítésekor rendkívül fontos, hogy az ESKD GOST 2.104-68, GOST 2.108-68, GOST 2.109-73 szabványokat kövesse.
A 210´297 formátumú papírlapokra, vastag borítóban, meghatározott formájú és bekötött címlappal elkészített elszámolási és magyarázó jegyzetnek a következő elemeket kell tartalmaznia:
● megbízás egy tanfolyami projekthez;
● a készülék leírása;
● a készülék vezetékeinek tehetetlenségi terheléssel szembeni szilárdságának kiszámítása;
● készülékkapcsok szilárdságának számítása dinamikus külső hatások hatására;
● hőmérsékleti feszültségek kiszámítása a készülék testében;
● következtetések;
● a felhasznált irodalom listája;
Egy valós termék méretei mindig eltérnek a tényleges (névleges) paraméterektől. Ma a lineáris méretekben, a felületek alakjában és egymáshoz viszonyított helyzetében, valamint az alkatrész felületi érdességében megengedett eltéréseket a vonatkozó szabványok szabályozzák. A paraméterek és azok megengedett eltérései a következőben vannak feltüntetve műszaki dokumentumokat a szabványokban is meghatározott szabályok szerint. A szabványok követelményeinek betartása a műszaki dokumentumok elkészítésekor kötelező.
Az alkatrészek sima elemeinek méretének megengedett eltérései és az ezen elemek összekapcsolásakor kialakuló illeszkedés. Szükséges, hogy a termékalkatrészek tényleges méretei két megengedett határérték között maradjanak, amelyek eltérése tűrést képez. A kényelem érdekében a névleges méret feltüntetésre kerül, és a két maximális méret mindegyikét a névleges mérettől való eltérés határozza meg. Az eltérés abszolút értékét és előjelét úgy kapjuk meg, hogy a névleges méretet kivonjuk a megfelelő maximális méretből (6.9. ábra).
Rizs. 6.9.
A látható ábrán. A 6.9-es példában mindkét tengelyeltérés negatív előjelű (a tengely tűrésmezeje a nulla vonal alatt és attól bizonyos távolságra van), és mindkét furat eltérés pozitív előjelű (a furat tűrésmezeje a nulla vonal felett és attól bizonyos távolságra található).
A GOST 25347-82 előírja a lyukak és tengelyek tűrésmezőinek bizonyos helyzetét a nulla vonalhoz képest. ábrán. A 6.10 ilyen relatív rendelkezéseket és néhány tűrésmezőt mutat bármilyen méretre a 6. és 9. minősítés névleges méreteinek azonos intervallumán belül (6-10 mm felett). Ezen az ábrán a folytonos vonalak a GOST 25347-82 szabványban megadott mezőket, a szaggatott vonalak a GOST 25347-82 táblázataiban nem szereplő mezőket mutatják (használatuk nem ajánlott), de a GOST 25347-82 szabályai szerint számítva.
A tényleges méret a méréssel megállapított méret megengedett hibával.
Határméretek - két megengedett legnagyobb méret, amelyek között a tényleges méretnek egyenlőnek kell lennie vagy egyenlőnek kell lennie.
Rizs. 6.10
A névleges méret az a méret, amelyhez viszonyítva a maximális méreteket meghatározzák, és amely az eltérések kiindulópontjaként is szolgál. A termékek tervezésekor a névleges méreteket számítással kapják meg, vagy a tervező választja ki. Általában a GOST 6636-69* szabványos lineáris mérettartományban kell lenniük.
A felső eltérés a legnagyobb határérték és a névleges méret közötti algebrai különbség.
Az alsó eltérés a legkisebb határérték és a névleges méret közötti algebrai különbség.
Megértés ( 1T) – a felső és alsó eltérés közötti algebrai különbség abszolút értéke. A furathoz: AZT=ES-EI; tengelyhez: AZT=es-ei, Ahol ESÉs EI– felső és alsó furat eltérések; esÉs ei– felső és alsó tengelykihajlás.
A tűrésmező egy felső és alsó eltérés által korlátozott mező. A tűrésérték és a fő eltérés határozza meg, jelezve a tűrés nullavonalhoz viszonyított helyzetét. A tengelyek és lyukak szabványos tűrésmezőit a GOST 25347-83 táblázatai jelzik.
A fő eltérés a nulla egyeneshez legközelebb eső eltérés. Értéke a tűrésmező névleges méretétől és helyétől függ, és nem a minőségtől (6.10. ábra).
A minőség minden névleges méretre azonos pontossági foknak megfelelő tűréskészlet.
A tengely az alkatrészek külső (férfi) elemeinek megjelölésére használt kifejezés.
A lyuk az alkatrészek belső (férfi) elemeinek megjelölésére használt kifejezés.
A főtengely olyan tengely, amelynek felső eltérése nulla (n mező a 6.10. ábrán).
A főfurat olyan furat, amelynek alsó eltérése nulla (6.10. ábra H mező).
A "tengely" és "lyuk" kifejezések nem csak hengeres felületekre vonatkoznak, hanem más alakú (például két lapos vagy ívelt felülettel határolt) részek elemeire is.
Az illeszkedés az alkatrészek összekapcsolásának jellege, amelyet a keletkező rések vagy interferenciák mérete határoz meg, amelyek a „lyuk” és a „tengely” mérete közötti különbség a csatlakozás előtt. Az illesztés meghatározza az összekapcsolt részek egymáshoz viszonyított mozgásának szabadságát vagy a kölcsönös mozgással szembeni ellenállás mértékét, valamint az összekapcsolt részek egymáshoz viszonyított helyzetének pontosságát. Figyelembe véve a furat és a tengely tűrésmezőinek elhelyezkedésének függőségét, illeszkedések jönnek létre:
●résszel (amelynél a csatlakozásnál rés biztosított - (a furat tűrésmezeje a tengely tűrésmezeje felett van), pl. 6.9. ábra szerint);
●interferenciával (aminél az interferencia a csatlakozásban biztosított - a furat tűrésmezeje a tengely tűrésmezeje alatt található);
●átmeneti (amelyben rés és interferencia illesztés is elérhető - a furat és a tengely tűrésmezeje részben vagy teljesen átfedi egymást).
A furatrendszerben és a tengelyrendszerben általában illesztéseket használnak.
●furatrendszerbe illeszkedik – olyan illesztések, amelyekben különféle hézagokat és feszültségeket alakítanak ki különböző tengelyek főfurathoz történő csatlakoztatásával;
● illesztések és tengelyrendszer – olyan illesztések, amelyeknél különböző hézagokat és feszültségeket érnek el a főtengelyhez különböző furatok csatlakoztatásával.
Ha a főfurat és a főtengely tűrésmezőjű alkatrészeinek elemei össze vannak kötve, akkor az illeszkedés az egyik és a másik rendszernek is tulajdonítható.
Mivel a tengelyrendszereknél nagyobb számú speciális vágó- és mérőeszközre van szükség a precíz furatok előállításához és ellenőrzéséhez, az esetek túlnyomó többségében furatrendszer illesztéseket alkalmaznak.
Ebben az esetben minden adott névleges méretű illesztéshez azonos furatokat és különböző tengelyeket készítenek, minden illesztésnél bizonyos megengedett eltérésekkel.
A tengelyrendszerben lévő szerelvényeket általában két esetben kell használni:
1) ha azonos görgőátmérő mellett különböző illeszkedéseket kell beszerezni több azonos névleges furatméretű alkatrészhez;
2) ha a tengelyre vagy a foglalatba olyan alkatrészt szerelnek fel, amelyet már a tengelyrendszerbe illesztésre gyártottak. Ugyanakkor a tengelyrendszernek minden más, azonos átmérőjű görgőre szerelt alkatrészt is el kell fogadnia.
Bármilyen kapcsolatban lehetséges, hogy a tengely és a furat véletlenszerű tényleges méreteitől függően különböző hézagokat vagy interferenciákat érjünk el a tűréshatáron belül. Minél magasabb követelményeket támasztanak a csatlakozás pontosságával és az illeszkedés jellegének bizonyosságával szemben, annál pontosabban kell legyártani a benne szereplő alkatrészeket, vagyis annál kisebbnek kell lennie a furat és a tengely méreteinek tűrésének. A tűrések 500 mm-ig a GOST 25346-82 szerint vannak meghatározva a következő módon:
1. A teljes mérettartomány intervallumokra (vmm) van felosztva 3-ig, 3-tól 6-ig, 6-tól 10-ig stb.
2. A tűrés azonos az intervallumon belüli bármely névleges méretnél, és a pontosságtól (minőségtől) függ.
19 minősítést fogadtak el (01; 0;1; 2, ... 16, 17). A gépészetben és a műszergyártásban különböző illesztések (az illeszkedő alkatrészek bizonyos jellegével való kapcsolat) kialakításához az 5-12. A 14...17-es minőségek a nem egyező (szabad) méretek eltéréseinek korlátozására szolgálnak, a 01...4-es minősítések a kaliberek gyártásához.
A GOST 25346-82 28 típusú alapvető eltérést ír elő (a tűrésmező helyzete a nulla vonalhoz képest) a tengelyekhez és a furatokhoz. Az alapvető eltérések nagysága a névleges mérettől függ, és nem a minőségtől (tűrési értéktől) függ. A fő eltéréseket a latin ábécé betűi jelzik:
● furatokhoz: A, B, C, CD, D, E, EF, FG, G, H, J, Js, K, M, N, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC;
● tengelyekhez: a, b, c, cd, d, e, ef, f, fg, g, h, j, js, k, m, n, p, r, s, t, u, v, x, y, z, za, zb, zc.
Ezen alapvető eltérések egy része a 6. és 9. minősítésnél egy névleges mérettel az ábrán látható. 6.10.
A fő eltéréseket a GOST 25346-82 g által meghatározott módszertan szerint számítják ki, két szabály szerint:
1) Az általános szabály az, hogy a furat és a tengely azonos betűvel jelölt fő eltéréseinek szimmetrikusnak kell lenniük a nulla vonalhoz képest, pl. GÉs g(6.10. ábra);
2) Speciális szabály - két megfelelő illesztés a furatrendszerben és a tengelyrendszerben, amelyekben egy adott minőségű furat a következő pontosabb minőségű tengelyhez kapcsolódik (például H7/n6 és N7/h6), azonos távolságokkal és interferenciákkal kell rendelkeznie. A szabály 3 mm-nél nagyobb méretintervallumokra érvényes.
Bármely munkarajzon a jelen dokumentum szerint elkészítendő minden méretnél fel kell tüntetni a megengedett eltérésekre vonatkozó utasításokat.
A maximális méreteltéréseket háromféleképpen jelzik (GOST 2.307-68):
1) a hagyományosan kijelölt tűrésmezőkben a GOST 25347-82 szerint (például 8 N 7; 5f 8; 12Js 7);
2) a maximális eltérések számértékei milliméterben. Aszimmetrikus eltérések esetén a következőképpen jelöljük: felső – felül, alsó – alul, közvetlenül a névleges méret után a főnél kisebb betűtípussal (például 5 +0,03 ; ).
Ha az eltérés szimmetrikus, akkor azt a fő betűtípus jelzi (például 8 ± 0,007). Az eltérések megjelölésének jelentős számmal kell végződnie, kivéve azokat az eseteket, amikor a felső és az alsó eltérés különböző számú tizedesjegyet tartalmaz (például );
3) az első és a második módszer kombinálása a szimbólumok után zárójelben lévő eltérések számértékeivel (például 8 N 7 (+0.015) ; 5f ; 12Js 7 (±0,009)).
Szükség esetén az összeszerelési rajzok jelzik, hogy egy adott interfészben melyik illesztést kell elvégezni. Ebben az esetben fel van tüntetve a névleges illesztési méret, ugyanaz mindkét illeszkedő elemnél (furat és tengely), és közvetlenül utána minden elemnél a tűrésmezők megjelölése találhatók a furattól kezdve, például:
Vagy 8 N 7-g 6 vagy 8 N 7/g 6 .
●a 18. rész rajzain N 8; 18f 7;
●a szerelési rajzokon 18 N 8/f 7.
Ezenkívül meg kell adni a megengedett eltérések számértékeit a következő esetekben:
● ha a névleges méret nem esik a GOST 6636-69* preferált számok tartományába (például 39 N 7 (+0.025));
● minden alapvető furateltérésre, kivéve N(például olyan lyukak ültetésénél, amelyek nincsenek benne a rendszerben).
Az alkatrész munkarajzán a letörések, a lekerekítések és a hajlítási sugarak méretei megengedett eltérések nélkül feltüntethetők; hornyok szélessége és mélysége a szerszámkilépéshez; ugyanazon felület eltérő érdességű zónái; a hőkezelés, bevonat, kikészítés, hullámosítás, bevágás zónái, a hullámos és hornyolt felületek átmérői, valamint referenciaméretek (például a munkadarab mérete, ha ez a rajz szerint nem változik).
Érdemes elmondani, hogy több, azonos, viszonylag kis pontosságú méretnél a megengedett eltérések nem mindegyik mellé vannak beállítva, hanem egy általános feliratot adunk a rajzmezőre (lásd alább).
A szerelési rajzokon fel kell tüntetni a jelen dokumentum szerint készített méretek névleges értékeit és megengedett eltéréseit (például a hegesztett részek egymáshoz viszonyított helyzetét meghatározó méreteket vagy beállítással kapott méreteket), valamint az összes csatlakozási méretet.
A szerelési rajzokon a teljes méretek maximális eltérés nélkül vannak megadva.
A nem meghatározott tűréshatárú maximális méreteltéréseket a GOST 25670-83 szabvány határozza meg, amely a vágással megmunkált fémalkatrészek sima elemeire vonatkozik, és más módszerrel megmunkált fémalkatrészekre is ajánlott, ha a megengedett eltérések általános bejegyzésben vannak megadva.
A lineáris méretek nem meghatározott maximális eltérései, kivéve a görbületi sugarakat és a letöréseket, a GOST 25346-82 minősítései vagy a GOST 25670-83 pontossági osztályai szerint rendelhetők. A pontossági osztályok szerinti maximális eltérések számértékeit az eltérések számértékeinek minősítés szerinti durva kerekítésével állapítják meg. táblázatban A 6.17 a pontossági osztályok és a képesítések közötti hozzávetőleges megfelelést mutatja.
A lekerekítések, letörések és szögek sugarának nem meghatározott maximális eltérései a lineáris méretek nem meghatározott maximális eltéréseinek minőségétől vagy pontossági osztályától függően kerülnek megállapításra.
6.17. táblázat
6.18. táblázat
| Lineáris méretek, lekerekítési sugarak és letörések | Szögek | ||||||
| Mérettartomány, mm | Maximális eltérések, mm | A szög kisebbik oldalának hosszainak intervalluma | Korlátozza az eltéréseket | ||||
| lineáris méretek | ívek és letörések sugarai | ang. egységek | mm 100 mm hosszonként | ||||
| ± | Mínusz t 2 | +t 2 | |||||
| 0,3-tól 0,5-ig | - | - | - | ±0,1 | 10-re | ±1 0 | 1,8± |
| Több mint 0,5-1 | ±0,1 | Mínusz 0,2 | +0.2 | ||||
| 1-től 3-ig | ±0,2 | ||||||
| 3-6 felett | ±0,1 | Mínusz 0,2 | +0.2 | ±0,3 | |||
| 6-10 felett | ±0,2 | Mínusz 0,4 | +0.4 | ±0,5 | 10-40 felett | ±30" | ±0,9 |
| 10-18 év felett | |||||||
| 18-30 év felett | |||||||
| 30-50 felett | ±0,3 | Mínusz 0,6 | +0.6 | ±1 | 40-160 felett | ±20' | ±0,6 |
| 50-80 felett | |||||||
| 80-120 felett | |||||||
| 120 és 180 között | ±0,5 | Mínusz | +1 | ±2 | 160 és 500 között | ±10’ | ±0,3 |
| 180-250 felett | |||||||
| 250-350 felett | |||||||
| 350-400 felett | ±0,8 | Mínusz 1.6 | +1.6 | ±1 | |||
| 400-500 felett |
táblázatban A 6.18 a maximális méreteltérések értékeit mutatja a GOST 25670-83 „közepes” pontossági osztálya szerint.
Példa egy ajánlott általános feliratra az oktatási projektek rajzaiban: a méretek nem meghatározott maximális eltérései - a szerint H 14, n 14, ± t 2 /2. Nem szabad megfeledkezni arról, hogy egy ilyen megoldás leginkább a vágással nyert elemek lineáris méreteinél indokolt. Az öntéssel, bélyegzéssel és préseléssel nyert szabad méretek többségénél elfogadhatóbb lehet a tűrésmező szimmetrikus elrendezése minden méretnél.
A rajzokon a névleges méret után a + jelek t, mínusz t, és ± t/2 nincs használatban. Ha nem történik általános felirat a nagy megengedett eltérésekre, akkor a névleges méret után fel kell tüntetni a minőség tűrésmezőjét (például 5 N 14). Azon méreteknél, amelyek nem tengelyekre vagy furatokra vonatkoznak, ebben az esetben csak a minőségi vagy pontossági osztály tűrésmezőjének számértéke van beállítva szimmetrikus elrendezéssel (például 8±0,18 vagy 8±0,2).
A felületek alakjának és elhelyezkedésének tűrései. Az alapvető kifejezéseket és meghatározásokat a GOST 24642-81 tartalmazza. Mutassunk be néhányat közülük.
Az alakeltérés a valós felület (profil) pontjaitól a szomszédos felület (profil) közötti legnagyobb távolság a normál mentén a szomszédos felülethez (profilhoz).
Az alaktűrés a legnagyobb megengedett alakeltérés érték.
A közös tengely egy olyan egyenes, amelyhez képest több forgási felület tengelyeinek legnagyobb eltérése ezen felületek hosszán belül minimális.
A síkok párhuzamosságától való eltérés a síkok közötti legnagyobb és legkisebb távolság ∆ különbsége a normalizált területen belül.
A síktól való eltérés a legnagyobb ∆ távolság a valós felület pontjaitól a szomszédos síkhoz a normalizált területen belül.
A sugárirányú kifutás a forgásfelület valós profiljának pontjaitól az alaptengelyig mért legnagyobb és legkisebb távolság különbsége egy, az alaptengelyre merőleges sík metszetében.
A végkifutás a legnagyobb és legkisebb távolság ∆ különbsége a végfelület valós profiljának pontjaitól az alaptengelyre merőleges síkig.
A helyzeti eltérés az elem tényleges helye (középpontja, tengelye vagy szimmetriasíkja) és a normalizált területen belüli névleges helye közötti legnagyobb ∆ távolság.
Pozíciótűrés:
1) tolerancia az átmérőjű helyzetben - az elem helyzeti eltérésének megengedett legnagyobb értékének kétszerese;
2) tolerancia sugárban - az elem helyzeti eltérésének legnagyobb megengedett értéke.
A sima furatok elhelyezkedésének függő tűrés - kötőelemeknél - a minimális tűrésérték, amelyet a termékek gyártása során megengedett az elem tényleges méretének a legnagyobb határmérettől lefelé való eltérésének megfelelő mértékben túllépni. rúddal és felfelé a legkisebb korlátozó furatmérettől.
A felület alakjára és elhelyezkedésére vonatkozó tűréseket általában csak akkor rendelik hozzá, ha ezeknek az eltéréseknek kisebbnek kell lenniük, mint a lineáris méret tűrése. Ha az alak- és helyzettűrések nincsenek megadva, akkor feltételezzük, hogy az eltérések a lineáris mérettűrés határain belül lehetnek.
A felületek alakjának és elhelyezkedésének tűréseinek szimbolizálására szolgáló módszereket az ST SEV 368-76 és a GOST 2.308-79 szabványok veszik figyelembe.
Bizonyos típusú tolerancia jelei:
egyenesség -
Laposság
kerekség O
hengeresség /○/
párhuzamosság //
Helyzeti
merőlegesség ┴
X-tengely metszéspontjai
Igazítás
Kimerült arc,
Radiális kifutás
szimmetria ÷
A tűrés előjele és számértéke, valamint annak az alapnak a megjelölése, amelyből a mérés történik, egy keretbe van írva, amelyet tömör vékony vonalak vagy azonos vastagságú vonalak alkotnak a számokkal. A keret két vagy három mezőre van osztva. Az elsőben a tűrésjel szerepel, a másodikban - a tűrésérték milliméterben, a harmadikban (ha rendkívül fontos) - az alap (alapok) betűjelölése, ha a keret nincs megfeketedett az alappal szomszédos háromszög.
ábrán. A 6.11 a tűrések kijelölésének legegyszerűbb eseteit mutatja be. Az α jel azt jelzi, hogy a tűrés függő. A kereteken belüli jelek és az egyenlő oldalú feketített háromszögek magassága megegyezik a méretszámok magasságával. A keret szélessége kétszerese a csap magasságának.
A rögzítőelemek furatainak készítésekor a csatlakoztatandó részek valódi furatainak tengelyei közötti távolság, mint bármely más lineáris méret, nem tehető egyenlővé a névleges mérettel. Az alkatrészek összeszerelésekor ezek a lyukak nincsenek teljesen egy vonalban. Ha az interaxiális távolság eltérése a névleges értéktől minimális, akkor a csatlakoztatott furatok legközelebbi egybeesését kapjuk, és a rögzítő rúdját (csavar, csap, szegecs stb.) a kapott résbe helyezzük a kívánt hézaggal. .
A GOST 14140-81 meghatározza a helyzeti tűrés meghatározásának módszerét Tátmérőben, azaz a furattengely tényleges helye és névleges helye közötti legnagyobb megengedett távolság kétszerese. Olyan táblázatokat tartalmaz, amelyekből ennek a tűrésnek az értéke alapján beállíthatja a furatok tengelyét koordináló méretek megengedett eltéréseit.
Rizs. 6.11
Felületi érdesség. Bármilyen felületre szilárd, akármilyen körültekintéssel és bármilyen módszerrel végzik is, vannak benne mikro-szabálytalanságok. Ezeket az egyenetlenségeket nem szabad összekeverni olyan makroegyenetlenségekkel, amelyek hullámosságot és a felületek alakjának torzulását okozzák (például eltérés a síkságtól, hengeresség stb.).
Tíz- és százszoros nagyítás esetén a szelvény profilja (például a műszaki dokumentációban megadott névleges felületre merőlegesen) az ábrán láthatóhoz hasonló formában jelenik meg. 6.12.
Alap hossza L a felületi érdességre jellemző egyenetlenségek kiemelésére szolgál. Az alaphosszon belül L a profil szórása a középvonaltól minimális; y– profileltérés; y p- profil kiemelkedési magasság, V-nél– a profilmélyedés mélysége.
A felületi érdesség a normál szakaszon lévő mikro-egyenetlenségek mérete és alakja alapján kerül megítélésre (GOST 25142-82).
A méréseket az alaphosszon végezzük L, egy bizonyos módszer szerint kiválasztva. A GOST 2789-73* számos érdesség-paramétert állapít meg, amelyek közül a leggyakrabban használt R zÉs R a.
Profil egyenetlenségek magassága tíz ponton R z– a profil öt legnagyobb nyúlványa magasságának és a profil öt legnagyobb mélyedésének mélységei összegének átlagos abszolút értéke az alaphosszon belül (lásd 6.12. ábra):
A profil aritmetikai átlagos eltérése R a– az alaphosszon belüli profileltérések abszolút értékeinek számtani átlaga:
R a= , vagy hozzávetőlegesen, R a = .
Az oktatási projektekben, ha nincsenek speciális követelmények rájuk, ajánlott korlátozni a két felületi érdesség paraméter egyikének feltüntetését, és csak azok maximális értékét a 14 érdességosztály mindegyikére a GOST 2789-73 szerint * , lásd a táblázatot. 6.11 (Szimbólum R a a jelölésben kimaradt).
Az érdesség hozzárendelése a csatlakozás követelményeitől függ, ill kinézet részekből vagy a felületképzés kiválasztott technológiai folyamatából. Az érdességet minden e rajz szerint készült felületen fel kell tüntetni. A felületi érdesség megjelölésénél háromféle jelet használnak:
√ – ha a felület megszerzésének módja nincs megadva (preferált jel);
√ – egy anyagréteg eltávolításával kialakítva;
√ – amikor a felületet anyagréteg eltávolítása nélkül kapjuk meg, vagy ha ez a felület nem adott rajz szerint van kialakítva.
A tábla méretei a következők:
Ahol h– a méretszámok magassága a rajzon, N = 1.5 h. A táblát hegyével a kijelölt felületen kívülről az anyagra, vagy (is) egy hosszabbító vonalra helyezik el erről a felületről. A paraméter és annak értéke az ábra szerint van feltüntetve. 6.13, a, b.
6.19. táblázat
| Érdesség osztály | Maximális paraméterérték a GOST 2789-73 szerint * |
| R z 320 | |
| R z 160 | |
| R z 80 | |
| R z 40 | |
| R z 20 | |
| 2.5 | |
| 1.25 | |
| 0.63 | |
| 0.32 | |
| 0.16 | |
| 0.08 | |
| 0.04 | |
| R z 0.1 | |
| R z 0.05 |
Ha sok felületnek azonos az érdessége, akkor a rajz jobb felső sarkában a 2. ábrán láthatóhoz hasonló jelölést. 6.13, d. Ez azt jelenti, hogy azoknál a felületeknél, amelyeknél az érdesség nincs feltüntetve a rajzon, nem lehet érdesebb R z 40.
Kis lyukaknál az érdességet a mérővonalon jelöljük (lásd még 6.13. ábra).
Az érdesség megjelölését részletesen a GOST 2.309-85 határozza meg.
a B C
Rizs. 6.13
Javaslatok az illesztések, tűrési tartományok és felületi érdesség kiválasztásához. A teljes termék és minden alkatrész magas minősége és megbízhatósága nagyrészt biztosított a helyes választás gyártási tűrések és az alkatrészek felületi érdessége.
A felületek bizonyos minőségének eléréséhez, biztosítva például az illeszkedő alkatrészek szükséges tulajdonságait, különféle technológiai eljárásokat alkalmaznak. táblázatban A 6.20 bemutatja a fém alkatrészek nem illeszkedő és illeszkedő felületeinek alakítási lehetőségeit. Két rész párosításánál használjon alapvető eltéréseket A(A) előtt G(g) lehetővé teszi a leszállást réstől kezdve J(j) előtt N(n) – átmeneti tól P(p) előtt Z(x) interferenciával. A munkaintenzitás és a termékek költségének csökkentése érdekében a vállalkozások korlátozzák a felhasznált ültetvények számát. Rádióelektronikai berendezések fémalkatrészeinek gyártása során rögzített csatlakozásokhoz, a típusú interferencia illesztések N 7/r6, N 8/s7, üvegszálas alkatrészekhez – N 8/u 8. Érdemes elmondani, hogy a műanyag alkatrészek rögzített csatlakozásaihoz csak átmeneti illesztések használata javasolt N 8/Nak nek 8, N 9/Nak nek 9, N 10/Nak nek 10. A 11. minőségnél durvább leszállások használata nem javasolt.
6.20. táblázat
| Technológiai folyamat | Lineáris méretek pontossága, minősége | Érdesség | ||||
| szabályos | megnövekedett | |||||
| Öntvény | Homokos formában | R z 160 | ||||
| Befektetési modellek szerint | R z 20 | |||||
| Hűtőformában | R z 40 | |||||
| Nyomás alatt | R z 20 | |||||
| Hideg sajtolás | Kivágás | Átmérők | R z 40 | |||
| Hosszokat | ||||||
| Párkányok | ||||||
| Lehúzással | 2,5 | |||||
| Hajlítás | ± t 3 */2 | ± t 2 */2 | ||||
| Fordulás | 12…14 | R z 20…0,63 | ||||
| Marás | 12…14 | R z 40…0,63 | ||||
| Megmunkálás | Őrlés | 2,5…0,16 | ||||
| Fúrás | R z 40 | |||||
| Telepítés | 0,63 | |||||
| Fúró lyukak | ||||||
| Alak- és helytűrés, mm | ||||||
| Lapos alapfelületek | 0,05…0,03 // 0,1…0,02 ┴ 0,1…0,05 100 mm-enként | 2,5 | ||||
* Tüntesse fel a rajzon a számértéket.
Minden illeszkedő fémfelület érdessége nem lehet 6-os fokozatnál durvább ( R a 2,5); A mikroáramkörökből és más félvezető termékekből álló csomagokban páratlan, általában 5. osztályú ( Rx 20). Az üveggel való érintkezés helyén a fémfelületnek 5-7 tisztasági osztályúnak kell lennie. R z 20 … - R a 1.25).
Az üveg érdessége általában 25 mikron (5. osztály, pontosabban), a műanyag alkatrészek érdessége 6-9. A kerámia és fém-kerámia alkatrészek szinterezés után 10-12 fokozatú tűréssel és felületi érdességgel rendelkeznek R a 2,5.
A félvezető eszközök és mikroáramkörök gyártása során magas követelményeket támasztanak a vezetékek összekötésére szolgáló érintkezőbetétek felületének tisztaságával szemben (legalább 8-9 osztályú () R a 0,63...0,32) és különösen magas - az aljzat felületének tisztaságához, amelynek polírozás után meg kell felelnie a 14. osztálynak ( R z 0.05).
Rendkívüli gyártási jelentőségű esetekben a rajzok a felület alakjára és elhelyezkedésére vonatkozó tűréseket írnak elő, amelyek a mérettűrés részét képezik: normál pontosságú csatlakozásoknál » 60%; nagy pontosságú csatlakozásoknál » 40%; nagy pontosságú csatlakozásoknál » 25%. Hengeres felületeknél az alaktűrés korlátozza a sugár eltérését, ezért a mérettűrés 30, 20 és 12%-át teszi ki.
Az előadáson elhangzott kérdések:6.1 Alapfogalmak
6.2 Toleranciarendszer a sima hengeres párokhoz
6.3 A tűrésmezők kijelölése és ajánlások a kiválasztáshoz
képesítések
6.4 Maximális eltérések rajza a rajzokon
6.5 A függő tűrésekről
6.7 Metrikus menetek tűrései
6.8 A tűrésmezők elhelyezkedése, pontossági fokai és azok
megnevezések
6.9 Tűrésmezők
6.10 A homlokkerekek tűrései
6.1 Alapfogalmak
A cserélhetőség lehetővé teszi a teljes cserétalkatrészek és szerelvények, hasonló alkatrészek és szerelvények, nem
gép vagy eszköz, mechanizmus működési feltételeinek megsértése stb.
A teljes cserélhetőség biztosítja a mechanizmusok összeszerelését
és a berendezések módosítása vagy beállítási műveletei nélkül
vagy az alkatrészek szabályozása (tehát az összes meghatározott paraméter szerint).
Az egyes alkatrészek vagy szerelvények teljes felcserélhetőségével
bemenni a szerelősorokra, ahonnan a késztermékek távoznak
Termékek. Nem teljes felcserélhetőség, ha egyéni
A paraméterek szerint az alkatrészek és alkatrészek nem cserélhetők fel.
A be- és leszállások egységes nemzetközi rendszere az
biztonsági feltétel:
alkatrészek, szerelvények és gépek felcserélhetősége;
a műszaki dokumentáció egységes kialakítása;
egyetlen flotta szerszámok, kaliberek és egyéb dimenziók
technológiai berendezések. Nál nél megmunkálás homogén részek tételei
Lehetetlen pontosan azonos méreteket beszerezni.
Mindegyik darab mérete kissé eltérő lesz
egy másik.
A méretbeli eltérések okai különbözőek. attól függnek
az anyagok minősége, a szerszámok és rögzítések kopása,
befogási feltételek a lámpatestben, hőmérséklet-ingadozások a
feldolgozás stb.
A méreteltérés nagyon fontos
részek párosítása egymással. A modern technológiával,
amikor a mechanizmusok és berendezések gyártása során széles körben
gyártási szállítószalagot használnak, illeszkedő alkatrészek
kiegészítő nélkül össze kell szerelni egymással
feldolgozásuk és illesztésük a hídon.
Elkerülhetetlen méretváltozások és eltérő karakterek
kapcsolatokat egyesítik a tűrések és leszállások egységes rendszerévé.
6.2 Toleranciarendszer a sima hengeres párokhoz
A fő rendszer két leszálló rendszer: alyukak és tengelyrendszer.
A lyukrendszerre jellemző, hogy mindenkinek van
azonos pontossági fokozatú leszállások, ugyanahhoz rendelve
és azonos névleges átmérővel, maximális furatméretekkel
állandó marad, és különböző illeszkedések érhetők el
a maximális tengelyméret megfelelő változása.
A névleges csatlakozási méret a legkisebb
maximális furatméret.
A tengelyrendszerre jellemző, hogy minden leszálláshoz
ugyanaz a minőségi pontosság, ugyanahhoz rendelve
azonos névleges átmérővel, a maximális tengelyméretek megmaradnak
állandó, és a kapcsolat eltérő jellege megvalósul
a maximális furatméret megfelelő változása.
A névleges csatlakozási méret a legnagyobb
maximális tengelyméret. A rendszer összes szabványos telepítésében
lyukak esetén a furat alsó eltérése nulla. Gazdaságosabb a lyukrendszerben a csatlakozásokat kialakítani, mint a bekötést
tengelyrendszer, a fúrók, dörzsárak száma ill
broaches, így ez a rendszer kapott a gépészetben
kedvezményes elosztás.
A tengelyrendszert csak olyan esetekben használják, ahol a tengely
késztermék, technológiai okokból.
A cserélhető alkatrészek beszerzéséhez szükséges, hogy
méreteik eltérései a rajzon feltüntetett határokon belül voltak.
A névleges méret a fő tervezési méret (6.1. ábra).
Rizs. 6.2 – kapcsolási rajz Fig. 6.3 – csatlakozási rajz hézaggal. feszültséggel.
A tényleges méret azközvetlen méréssel kapott.
A határméretek a közötti méretek
amitől a tényleges méret változhat. Az egyik
közülük a legnagyobb korlátozó méretnek, a másikat az
a legkisebb.
A tolerancia a különbség a legnagyobb és
a legkisebb mérethatárok.
A felső eltérés a legnagyobb eltérése
valamint maximális méret és névleges méret.
Az alacsonyabb eltérés a legkisebb eltérése
határméret és névleges méret.
A rés az átmérő közötti pozitív különbség
lyukak és tengely, szabadságot teremtve rokonuk számára
mozgás (6.2. ábra)
A legnagyobb különbség a legnagyobbak közötti különbség
maximális furatméret és legkisebb maximum
tengely mérete. A legkisebb rés a legkisebb különbsége
maximális furatméret és legnagyobb maximum
tengely mérete.
Előnyben részesítjük az átmérő közötti negatív különbséget
lyukak és tengelyátmérő összeszerelés előtt, létrehozása összeszerelés után
rögzített csatlakozások (6.3. ábra).
A legnagyobb (abszolút értékben) interferenciát ún
a különbség a legkisebb furatméret határ és
a legnagyobb maximális tengelyméret.
A legkisebb (abszolút értékben) interferenciát nevezzük
a különbség a legnagyobb korlátozó furatméret és
a legkisebb maximális tengelyméret.
Mindkét csatlakozórész névleges tengely- és furatmérettel rendelkezik
azonosnak kell lennie. Ezt névleges méretnek hívják
kapcsolatokat.
Az illeszkedés határozza meg a kapcsolat jellegét két behelyezett között
más részeit, és ilyen vagy olyan mértékben biztosítja
az alkatrészek tényleges méreteinek különbségei, rokonuk szabadsága
rögzített kapcsolatuk mozgása vagy erőssége. Viszont mindegyik rendszer képesítésekre van felosztva.
A képesítések száma a tartománytól függően változik
névleges méretek.
Minőség – megfelelő tűréskészlet
azonos fokú pontosság minden névleges méretnél.
Az illeszkedő elemek tűrési mezőinek kiválasztása megtörtént
három névleges mérettartományban eltérő.
Alább láthatók az elfogadott mérettartományok és a megfelelők
képzettek.
A méretekhez:
a) kicsi - 1 mm-ig, 01, 0, 1, 2, ... 13-tól 15 minősítést fogadunk el.
b) közepes – 1-től 500 mm-ig 19 minősítést fogadnak el
01, 0, 1, 2, …17-től.
c) nagy - 500 mm felett, 19 minősítést fogadnak el
01, 0, 1, 2, …17-től.
Minden 1-500 mm-es méret 12 intervallumra van osztva. Belül
minden intervallum tűrést és eltérést minden méretnél elfogadunk
ugyanaz. Kiszámításuk egy adott átlagos átmérője alapján történik
intervallum. Az interferencia illesztésekhez 17-19 intervallum van. Ez
úgy van megcsinálva, hogy extrém intervallumméreteknél ne lehessen megszerezni
túl sok feszültség. A tűréshatárok indokolatlan változatosságának megelőzése
és a telepítések és a növekvő gazdasági mutatók
a következő mezőkiválasztási sorrend jön létre
tűréshatárok:
1. Először a preferált mezőket kell alkalmazni
tűréshatárok;
2. ha nem lehet konstruktív és
a preferált területek miatti technológiai követelmények
tűréshatárokat, a főtől eltérő tűrésmezőket kell alkalmazni
kiválasztás;
3. egyedi, műszakilag indokolt esetben, ha
a fő kiválasztás tűrésmezőinek alkalmazása nem lehetséges
megfelel a termékekre vonatkozó követelményeknek,
További tűrésmezők is használhatók.
Tűrésmezők sorai a fő kijelöléshez, különösen
előnyben részesített, jól illeszkedik az ISO ajánláshoz
1829 – 70.Minden illeszkedik, mind a furatrendszerben, mind a tengelyrendszerben
három csoportra oszthatók:
hézaggal rendelkező leszállások, amelyekre jellemző a közötti jelenlét
illeszkedő felületek garantált (legkisebb)
relatív lehetőségét biztosító rés
mozgó alkatrészek. Ebbe a csoportba tartozik a csúsztatás is
olyan leszállások, amelyeknél a legkisebb rés nulla;
interferencia illeszkedik, amelyet a közötti jelenlét jellemez
illeszkedő felületek összeszereléséig egy garantált
(minimális) interferencia, amely megakadályozza a relatív
mozgó alkatrészek összeszerelés után;
átmeneti illeszkedések, lehetővé téve a hézagokat és az interferenciát.
Az átmeneti leszállás olyan leszállás, amelyben megteheti
kapjon engedélyt és interferenciát. Céljuk
fix, de levehető csatlakozásokat és biztosít
az illeszkedő részek jó központosítása.
A különböző országokban elfogadott összes kirakodás listája és megnevezése
a képesítéseket lásd: STSEV 144 – 75, STSEV 145 – 75, vagy
referencia irodalom. 6.3 A tűrésmezők kijelölése és ajánlások a kiválasztáshoz
képesítések
a tűrésmező helyzete a nulla vonalhoz képest,
a névleges mérettől függően, az ISO rendszerben jelölve
a latin ábécé betűi: a lyuk nagybetűje és
kisbetű a tengelyhez.
Az ISO rendszerben a fő furat tűrésmezeje van kijelölve
H betű, a főtengely pedig h. Tengelytűrési mezők j, j, k, m, n és
A J, J, K, M, N lyukak a főt alkotják
átmeneti leszállások.
A tervezőnek a csatlakozás minőségének és az illeszkedés típusának kiválasztásakor
Tudni kell:
a tengelykapcsoló szükséges jellege;
működési feltételek: rezgés, élettartam, ingadozás
hőmérsékletek stb.;
a felcserélhetőség biztosítása;
gyártási költségek. A 01, 0, 1 minőséget mérőhasábokhoz szánják.
A 2-től 4-ig terjedő minősítés különösen precíz termékekre vonatkozik.
Az 5-től 13-ig terjedő képesítésekben a párosításhoz tűréshatárok vannak megadva
alkatrészméretek.
A 12-től 17-ig terjedő minősítések a nem konjugálásra használatosak
alkatrészméretek.
Nem minden bruttó elem szerepelhet a korlátozó szabványban.
végzettség (12-től 17-ig). Először is
javasolt megfontolni a korlátozást
maximális eltérések a 12., 14. és 16. minősítéshez.
Felvételi 13., 15. és 17. szakképesítésre a külföldi gyakorlatban
ritkábban választják, akárcsak iparágunkban.
Nem felelős nem egyező méretek esetén ajánlott
fogadja el a tűrésmezők alábbi elrendezését:
furatokhoz - plusz (H betűvel jelölve);
tengelyeknél – mínusz (h betűvel jelölve);
a furatokhoz és tengelyekhez nem kapcsolódó méretekhez -
szimmetrikus (JT/2 vagy t/2).
6.4 Maximális eltérések rajza a rajzokon
Korlátozza az eltéréseket lineáris méretek meghatározhatóa rajzokon a három módszer egyikével:
1. a tűrésmezők szimbólumai az STSEV 145 – 75 szerint,
például 18H7, 12e8;
2. a maximális eltérések számértékei, például 18,
12 ;
3. a tűrésmezők szimbólumai jobb oldali jelzéssel
zárójelben a maximális eltérések számértékei,
például 18Н7(0.018), 12е8().
A limit alkalmazásának egyik vagy másik módszerének megválasztása
az eltérések szabályozási és műszaki szempontból korlátozottak lehetnek
iparági dokumentumok.
A maximális méreteltéréseket fel kell tüntetni
közvetlenül a névleges méretek után. A maximális méret eltérések általános nyilvántartása
a meghatározatlan tűréseknek feltételes feltételt kell tartalmazniuk
a lineáris méretek maximális eltéréseinek jelölései in
a GOST 23346-82 szabványnak megfelelően (a képesítések eltérései esetén)
vagy a GOST 25670 - 83 szerint (pontossági osztályok szerinti eltérések esetén).
szerint hozzárendelt szimmetrikus maximális eltérések
a képesítéseket JT/2-vel kell megjelölni a szám feltüntetésével
minőség
Az egyoldali maximális eltérések jelölései szerint
csak kerek furatokhoz és tengelyekhez rendelt minősítések
átmérőjellel () egészül ki.
Példák a GOST opcióinak megfelelő általános rekordokra
25670 – 83 a 14. minőségi vagy pontossági osztályhoz
asztal.
Jegyzet. Meghatározatlan határértékek rögzítése megengedett
a méreteltérésekhez adjon hozzá magyarázó szavakat,
Például:
"Nem meghatározott maximális méreteltérések: H14, h14, t /2."
ábrán látható egy példa a tűrések és illesztések szimbólumára egy furat- és tengelyrendszerben. 6.4. Felső
a jelölés a furatrendszerre, az alsó a rendszerre vonatkoziktengely
Két lyuk nem Egy vagy több lyuk, amelyet az alapokhoz csatlakoztatott alapok kötnek össze
Két lyuk nembázisok kapcsolják össze
Opció száma
1
2
3
Egy vagy több lyuk
adatbázisokkal kapcsolatos
Példa feltételes rögzítésre
jelölés
H14, h14, t /2 vagy H14, h14, JT14/2
+t , –t , t /2
t /2 vagy JT14/2
Rizs. 6.6 - Három vagy több lyuk nincs csatlakoztatva az alapokhoz
6.5 A függő tűrésekről
A függő helytűrés, amelynek értékenemcsak a megadott maximális eltéréstől függ, hanem attól is
a vizsgált felületek tényleges méretei.
Más szavakkal, függő helytűrések társulnak
hézagok az illeszkedő felületek között. Konstruktőr
minimális értékeket kell feltüntetni a rajzon
a lehető legkisebb réseknek megfelelő tűréseket
(lásd 6.5. ábra).
6.6 A felületek alakjának és elhelyezkedésének eltéréseinek jelölései
Nál nél szimbólum adatok a maximális eltérésekrőlA felületek alakja és elhelyezkedése a -ban van feltüntetve
téglalap alakú keret, két vagy három részre osztva
amelyek elhelyezve:
az elsőben - az eltérés jele;
a másodikban - a maximális eltérés milliméterben;
a harmadikban - az alap vagy egy másik betűjelölése
az a felület, amelyre a helyeltérés vonatkozik;
ha több bázis van, akkor adja meg az összes megnevezését.
A keret magassága 2-3 mm-rel haladja meg a betűméretet.
A keretet semmilyen vonallal nem szabad keresztezni. Keret
vízszintesen elhelyezve. A szabványosítás és a mennyiségi eltérés alapja
a felületek alakja és elrendezése az alapelv
szomszédos egyenes vonalak, felületek és profilok.
A névleges felület az ideális felület
amelynek méretei és alakja megfelel a megadottnak
névleges méretek és névleges formák.
Szomszédos felület - olyan felület, amely rendelkezik
az érintkező névleges felület alakja
valós felületű és kívül található
az alkatrész anyaga úgy, hogy az eltérés a leginkább
távoli pont a belső valós felületre
a normalizált területnek minimális értéke volt.
A szomszédos alakzat eltéréseinek mérésére
felületeket, vezérlőfelületeket használnak
lemezek, egyenes élek, mérőeszközök.
A forma eltérése a valóság formájának eltérése
elem a nominális formából, becsült
a legnagyobb távolság a valódi elem pontjaitól
normál a szomszédos elemre. Az alaktűrés a legnagyobb eltérési érték
alakzat, azaz a legnagyobb távolság a valódi pontjaitól
felületet a szomszédos felületre a normál mentén.
A felszín helyének eltérése az
az elem tényleges helyének eltérése
felület, tengely vagy sík
szimmetria a névleges helytől.
Felszíni elhelyezkedés pontosságának felmérésére
bázist rendelni.
Az alap egy felület, generatrixa vagy pont,
az alkatrészek síkhoz vagy tengelyhez való kötésének meghatározása,
ahhoz képest, hogy milyen helytűrések vannak beállítva.
Ha az alap egy forgásfelület vagy egy menet,
akkor a tengelyt veszik alapul.
A helytűrés olyan korlát, amely korlátoz
helyeltérések megengedett értéke
felületek. Az alakeltérések és a hely számszerű értékei
A felületeket a GOST 24643-81 szerint választják ki. Telepítve 16
a felületek alakjának és elrendezésének pontossági fokai.
Felületi érdesség
Fémvágógépeken végzett megmunkálással nyert felületek
gépek, vagy más módon váltakozó vetületekkel és
különböző magasságú és formájú és viszonylag kicsi mélyedések
méretek magasságban és dőlésszögben. Felületi érdesség be
más jellemzőkkel való kombináció határozza meg az állapotot
felület, és az alak pontosságával együtt az egyik
felületminőség alapvető geometriai jellemzői
A felületi érdesség egyenetlenségek összessége
alaphossz. A felületi érdesség egyenetlenségek összessége
felületek viszonylag kis lépésekkel
alaphossz.
Felületi érdesség anyagtól és módszertől függetlenül
a termelést egy vagy több is értékelheti
paraméterek:
Ra – számtani átlag eltérés,
Rz – a profil egyenetlenségeinek magassága 10 pontnál (5
vetületek és 5 mélyedés),
Rmax – az egyenetlenségek legnagyobb magassága,
Smin – az egyenetlenségek átlagos magassága,
S – a helyi előrejelzések átlagos magassága,
tp – a profil relatív referenciahossza.
A legteljesebb információt az Ra, it paraméter adja
a fő nagy magassági érdesség paraméter
és minden konjugált és tisztán feldolgozott számára elő van írva
az alkatrészek nem illeszkedő felületei. A felületi érdesség követelményeit a
érdességi paraméter megadása (vagy több
paraméterei), számértéke (a legnagyobb,
legkisebb, névleges), és ha szükséges,
alaphossz és az egyenetlenségek iránya.
A GOST 2.309-73 (2002. évi 3. számú módosítás) szerint
a felületi érdesség minden esetben a rajzon van feltüntetve
az alkatrész felületei, amelyek e rajz szerint készülnek.
6.7 Metrikus menetek tűrései
A metrikus menetekre a GOST 16093-70 szerinti tűrések érvényesek1 – 600 mm átmérőjű metrikus menetekhez profillal és
fő méretek a GOST 9150-59 szerint.
A szabvány rögzíti a maximális meneteltéréseket
csúszó lépcsők résekkel.
6.8 A tűrésmezők elhelyezkedése, pontossági fokai és azok
megnevezések A menettűrés mezőinek elhelyezkedése a névlegeshez képest
profilt a fő eltérés határozza meg - a felső a csavarokhoz és
az alsó a dióféléké.
A GOST-t az ISO R965 és a SEV RS2272 - 69 ajánlásainak figyelembevételével fejlesztették ki.
Az alábbi alapvető kapcsolatok sorozatot hoztuk létre, jelöljük
a latin ábécé betűi (kisbetűvel a csavar, nagybetűvel pedig
anyák): csavarmenetekhez – h, g, e, d; anyák menetéhez – H, G.
A következő szilárdsági szintek kerültek megállapításra, amelyek meghatározzák a tűréseket
csavarok és anyák menetátmérői és számokkal jelölve:
Csavar átmérők:
pontossági foka
külső
4; 6;
8;
átlagos
4; 6;
7; 8
Anyák átmérői:
pontossági foka
belső
5;
6; 7;
átlagos
4; 5;
6; 7.
A menetátmérő tűrés zóna jelölése a számból áll
a pontosság fokát jelző betű, a főt jelző betű
eltérés.
Például: 6h, 6g, 6H. A menettűrés mező jelölése a mező megjelöléséből áll
az első helyre helyezett átlagos átmérő tűrése, és
csavarok külső átmérő tűrésmezőjének kijelölése és
belső - diófélékhez.
Például: Ha az átmérőtűrési zóna kijelölése a menetvégeknél
egybeesik az átlagos átmérő tűrészónájának kijelölésével, akkor az
A menettűrésmező NS kijelölése megismétlődik.
Például:
A menettűrés jelölése a méretjelölést követi
szálak.
Példák a tűrésmezők kijelölésére:
durva menetemelkedésű menetek – M12 csavarok – 6g; anyák M12 – 6H;
finom menetemelkedésű menetek – M12 csavar 1 – 6g; anyák M12 1 – 6H;
csavar az üreg kötelező lekerekítésével – M12 – g – R.
A menetes részek illeszkedését tört jelzi, melynek számlálójában
tüntesse fel az anya tűrésmezőjének jelölését, és a nevezőben -
a csavartűrési tartomány megjelölése.
Például: M12 – 6H/6g; M12 1 – 6H/6g.
6.9 Tűrésmezők
Menettűrési mezőkPontossági osztály
pontos
csavarok
dióféléket
4 óra
4H5H
átlagos
6 óra; 6g;6e; 6d
5H6H; 6H; 6G
A menet pontosság követelményeinek megfelelően
A csatlakozások, a csavarok és anyák tűrésmezői három pontossági osztályba sorolhatók:
finom, átlagos és durva.
Az ISO P965 ajánlás a következő útmutatást nyújtja az osztályok kiválasztásához:
pontosság:
osztály „pontos” – precíziós menetekhez, ha minimum
a leszállási minta ingadozása;
„közepes” osztály – általános használatra;
„durva” osztály - olyan esetekben, amikor gyártási problémák merülhetnek fel
nehézségek, például a melegen hengerelt rudak vagy hosszú
vak lyukak.
Indokolt esetben megengedett olyan tűrésmezők használata, amelyek
átlagosan különböző pontossági osztályú tűrésmezők kombinációja alkotja
a kiálló részek átmérője és átmérője (a csavarok külső átmérője vagy belső átmérője
anya átmérője). Például: csavarokhoz – 4h 6h; 8 óra 6 óra; 8g 6g; anyák esetében – 5H, 7H6H.
6.10 A homlokkerekek tűrései
A fogaskerekek gyártási pontossága szabályozottvonatkozó GOST-ok, amelyek biztosítják azok biztosítását
húsz fokos pontosságú becslések, és mindegyikre
szabványokat állapítottak meg a kinematikai pontosságra, simaságra
a kerékfogak és fogaskerekek működése és érintkezése.
A legpontosabb 1-3 osztályzatok maradnak ígéretesek, ill
a 11. és 12. fokozat a durva sebességfokozatokhoz és a tűrésekhez való
a leghosszabb idő nincs megadva.
A kinematikai pontossági szabványok határozzák meg a végösszeg értékét
hibák a hajtott fogaskerék elfordulási szögében
a vezér egy forradalmáért.
A kerék zavartalan működésére vonatkozó szabványok határozzák meg az értéket
a hajtott elfordulási szög teljes hibájának összetevői
sebességfokozat, többször megismételve egy fordulat alatt.
A fogak érintkezési szabványai határozzák meg az oldalfogak illeszkedésének teljességét.
az illeszkedő kerékfogak felületei mozgás közben
fogaskerék fogak. Szabványok a nem állítható fogaskerekek oldaltávolságára
középpont-közép távolságok (hiányában
holtjáték-szelektorok és kompenzátorok) határozzák meg az értékeket
a sebességváltó holt mozdulatai.
Az erőátviteli mechanizmusok fogaskerekeinek 7-esnek kell lennie
(V=10 m/s-ig) vagy 7. (V=6 m/s-ig) pontossági fok. Nál nél
fokozott követelmények a fogaskerekek mozgásának pontosságára vonatkozóan
a kerekek 6. pontossággal készülnek.
Az STSEV 642 – 77 szerinti hengeres fogaskerekes hajtóművekhez (m<1 мм)
Ötféle párosítás létezik: H, G, F, E és D,
a garantált oldalhézag értékének meghatározása j min
(6a. ábra) és négyféle tűrése rá T, ben jelöltük
növekvő sorrendben h, g, f, e. Az e toleranciát használják
E és D társak.
Az STSEV 641 – 77 (m 1 mm-rel) hat típust tartalmaz
társak: H, E, D, C, B, A (6. ábra, b) és nyolc típus
oldalsó hézagtűrések T: h, d, c, b, a, x, y, z.
Rizs. 6.6 – Interfészek típusai és garantált oldaltávolságok értékei a sebességváltóban m-nél<1 мм(а) и m>1 mm (b).
Rizs. 6.6 – Interfészek típusai és garantált értékekoldalirányú hézagok a sebességváltóban m-nél<1 мм(а) и m>1 mm (b). A H párosítás garantált oldalhézaggal rendelkezik j min = 0.
A fogaskerekek és fogaskerekek gyártása során fellépő hibák attól függenek
meghatározott fokú pontosság. Meg kell határozni az oldalsó hézag mértékét
párosítás típusa az egyes típusokra vonatkozó szabványok szerint.
Sebességváltók m modullal<1 и нерегулируемым расположением осей,
a 7. pontosságú, mindhárom szabvány szerint
a kerékpárosítást a következőképpen jelöljük: 7– G (STSEV 642 –
77); m 1 mm-rel, azonos fokú pontosság és konjugáció D: 7 – D (STSEV
641 – 77).
Különböző házas anyagokat használó fogaskerekekben
és fogaskerekek, és jelentős vibráció alatt működik
hőmérséklet, garantált hézagú párosítás szükséges,
kiküszöböli a sebességváltó elakadását, ha a középtávolság csökken
távolságok.
Azoknál a fogaskerekeknél, amelyeknek stabil hőmérsékleti rendszere van, a
ugyanaz a lineáris tágulási hőmérsékleti együttható
ház és fogaskerekek, használja az N interfészt.
Hátramenetben az oldalsó hézag megléte hibát okoz
a hajtott kerék mozgása, valamint a további megjelenése
dinamikus terhelések, ami gyakran nem kívánatos.
Méretek a rajzokon
Bevezetés
A tömegtermelés körülményei között fontos biztosítani felcserélhetőség azonos alkatrészek. A cserélhetőség lehetővé teszi, hogy a mechanizmus működése közben eltörő alkatrészt egy tartalékra cserélje. Az új alkatrésznek pontosan meg kell egyeznie a cserélendő alkatrész méretével és alakjával.
A felcserélhetőség fő feltétele az alkatrészek bizonyos pontosságú gyártása. Az alkatrész gyártási pontosságát a rajzokon a megengedett legnagyobb eltérésekkel kell jelezni.
Azokat a felületeket, amelyek mentén az alkatrészek összekapcsolódnak, ún párosodás . Két egymásba illeszkedő rész összekapcsolásakor különbséget teszünk a női és a férfi felület között. A gépészetben a legelterjedtebb csatlakozások a hengeres és sík párhuzamos felületű csatlakozások. Hengeres csatlakozásban a furat felülete befedi a tengely felületét (1. ábra, a). A fedőfelületet általában ún lyuk , burkolat – tengely . Ugyanezek a kifejezések lyuk És tengely feltételesen bármely más nem hengeres apa- és anyafelület megjelölésére szolgál (1. ábra, b).
Rizs. 1. A kifejezések magyarázata lyuk És tengely
Leszállás
Az alkatrészek összeszerelésének minden művelete magában foglalja a csatlakoztatás szükségességét, vagy ahogy mondják, növény egyik részletről a másikra. Innen ered a technológiában elfogadott kifejezés leszállás az alkatrészek összekapcsolásának jellegének jelzésére.
A kifejezés alatt leszállás megérteni az összeszerelt alkatrészek egymáshoz viszonyított mobilitási fokát.
A leszállásoknak három csoportja van: szabadlábon, interferenciával és átmeneti.
Leszállások engedéllyel
Rés a D furat és a d tengely mérete közötti különbséget akkor nevezzük, ha a furat mérete nagyobb, mint a tengely mérete (2. ábra, a). A rés biztosítja a tengely szabad mozgását (forgását) a furatban. Ezért a réssel rendelkező leszállásokat hívják mozgatható lépcsők. Minél nagyobb a rés, annál nagyobb a mozgásszabadság. A valóságban azonban a mozgatható lépcsős gépek tervezésekor olyan rést választanak, amely minimálisra csökkenti a tengely és a furat közötti súrlódási együtthatót.

Rizs. 2. Leszállások
A preferencia megfelel
Ezeknél az illesztéseknél a D furatátmérő kisebb, mint a d tengelyátmérő (2. ábra, b). A valóságban ez a csatlakozás nyomás alatt is létrejöhet, amikor az anya részt (lyukat) felmelegítik és (vagy) az apa részt (tengelyt) lehűtik.
A preferenciális leszállásokat hívják rögzített leszállások , mivel a csatlakoztatott részek kölcsönös mozgása kizárt.
Átmeneti leszállások
Ezeket az illesztéseket átmenetinek nevezzük, mivel a tengely és a furat összeszerelése előtt lehetetlen megmondani, hogy mi fog történni a csatlakozásban - rés vagy interferencia illesztés. Ez azt jelenti, hogy átmeneti illesztéseknél a D furatátmérő lehet kisebb, nagyobb vagy egyenlő a d tengelyátmérővel (2. ábra, c).
Méret tolerancia. Tolerancia mező. A pontosság minősége Alapfogalmak
Az alkatrészrajzokon szereplő méretek számszerűsítik az alkatrész geometriai alakzatainak méretét. A méretek névleges, tényleges és határértékre oszthatók (3. ábra).
Névleges méret - ez az alkatrész fő számított mérete, figyelembe véve a célt és a szükséges pontosságot.
Névleges csatlakozási méret - ez a csatlakozást alkotó furat és tengely közös (ugyanolyan) mérete. Az alkatrészek és csatlakozások névleges méreteit nem önkényesen választják meg, hanem a GOST 6636-69 „Normál lineáris méretek” szerint. A valós gyártás során az alkatrészek gyártásakor a névleges méretek nem tarthatók fenn, ezért bevezették a tényleges méretek fogalmát.
Valódi méret – ez az alkatrész gyártása során kapott méret. Mindig eltér a névleges értéktől felfelé vagy lefelé. Ezen eltérések megengedett határait a maximális méretek határozzák meg.
Méretek határértéke nevezzen meg két határértéket, amelyek között a tényleges méretnek kell lennie. Ezen értékek közül a nagyobbat nevezzük legnagyobb mérethatár, Kevésbé - legkisebb mérethatár. A mindennapi gyakorlatban az alkatrészek rajzain a maximális méreteket a névlegestől való eltéréssel szokás feltüntetni.
Maximális eltérés az algebrai különbség a maximális és a névleges méret között. Vannak felső és alsó eltérések. Felső eltérés a legnagyobb határméret és a névleges méret közötti algebrai különbség. Alsó eltérés az algebrai különbség a legkisebb határméret és a névleges méret között.
A névleges méret az eltérések kiindulópontja. Az eltérések lehetnek pozitívak, negatívak vagy nullával egyenlők. A szabványtáblázatokban az eltérések mikrométerben (µm) vannak megadva. A rajzokon az eltéréseket általában milliméterben (mm) jelzik.
Tényleges eltérés az algebrai különbség a valós és a névleges méret között. Az alkatrész akkor tekinthető elfogadhatónak, ha az ellenőrzött méret tényleges eltérése a felső és az alsó eltérés között van.
Méret tolerancia a legnagyobb és legkisebb határméret különbsége vagy a felső és alsó eltérések algebrai különbségének abszolút értéke.
Alatt minőség megértse a tűréshatárokat, amelyek a névleges mérettől függően változnak. 19 képesítést állapítottak meg, amelyek egy-egy alkatrész gyártása során különböző precizitási szinteknek felelnek meg. Minden képesítéshez egy sor tűrésmezőt állítottak össze
Tolerancia mező – ez egy felső és alsó eltérések által korlátozott mező. A lyukak és tengelyek minden tűrésmezőjét a latin ábécé betűi jelzik: lyukak esetén - nagybetűkkel (H, K, F, G stb.); tengelyekhez - kisbetűk (h, k, f, g stb.).

Rizs. 3. Fogalommagyarázatok
Előadás
5. témakör Tűrések és leszállások
Bevezetés
Egy termék (gép, egység, egység) fejlesztése során a szabványosítás és egységesítés adott szintjéről kell kiindulni, amelyet az alkalmazhatóság, az ismételhetőség és a projektek közötti egységesítés együtthatói határoznak meg. Ezen együtthatók értékének növekedésével a gyártás és az üzemeltetés során kifejlesztett termék gazdasági hatékonysága nő. A szabványosítás és egységesítés szintjének növeléséhez már a terméktervezési szakaszban szükséges az ipar által gyártott nagyobb számú alkatrész felhasználása, és törekedni az eredeti alkatrészek fejlesztésének ésszerű korlátozására. Ugyanakkor a fejlesztési folyamat fő kérdése a cserélhető alkatrészek, szerelvények és alkatrészek pontossága, elsősorban a geometriai paraméterek tekintetében.
Az alkatrészek, alkatrészek és szerelvények felcserélhetősége lehetővé teszi az aggregálást, mint az egyik szabványosítási módszert, az alkatrészellátás megszervezését, a javítások megkönnyítését, különösen nehéz körülmények között, az elhasználódott alkatrészek egyszerű cseréjére redukálva.
Felcserélhetőség- az önállóan gyártott alkatrészek azon tulajdonsága, hogy az összeszerelés során további mechanikai vagy kézi feldolgozás nélkül elfoglalják a helyüket egy összeszerelési egységben, miközben biztosítják az összeszerelt termékek (szerelvények, mechanizmusok) normál működését.
Már a felcserélhetőség definíciójából következik, hogy a termelés felosztásának előfeltétele, i.e. alkatrészek, alkatrészek, szerelvények önálló gyártása, melyeket utólag sorban összeszerelnek szerelvényegységekké, összeszerelési egységeket pedig közös rendszerré (mechanizmus, gép, készülék). Az összeszerelés kétféleképpen történhet: az összeszerelt alkatrészek vagy összeszerelési egységek beállításával és anélkül. A beállítás nélküli összeszerelést tömeg- és tömeggyártásban, beállítással pedig egyedi és kisüzemi gyártásban használják. Beállítás nélküli összeszereléskor az alkatrészeket a szükséges pontossággal kell legyártani. A felcserélhetőséget azonban nem csak a geometriai paraméterek pontossága biztosítja. Szükséges, hogy az alkatrészek, összeszerelési egységek és alkatrészek anyaga, tartóssága összhangban legyen a végtermék céljával és működési feltételeivel. Ezt a felcserélhetőséget ún funkcionális, és a geometriai paraméterek felcserélhetősége a funkcionális felcserélhetőség egy sajátos típusa.
A felcserélhetőség lehet teljes vagy hiányos, külső vagy belső.
Teljes cserélhetőség lehetővé teszi a meghatározott minőségi mutatók elérését további műveletek nélkül az összeszerelési folyamat során.
Nál nél hiányos felcserélhetőség Az összeszerelési egységek és végtermékek összeszerelése során megengedettek egyes alkatrészek, összeszerelési egységek kiválasztásával és beállításával kapcsolatos műveletek. Lehetővé teszi, hogy a késztermékek meghatározott műszaki és működési mutatóit kevésbé pontos alkatrészekkel kapja meg. Ugyanakkor a funkcionális felcserélhetőségnek csak teljesnek, a geometriai felcserélhetőségnek pedig teljesnek és hiányosnak kell lennie.
Külső cserélhetőség- ez az egységek és alkatrészek felcserélhetősége az üzemi paraméterek és a csatlakozási méretek tekintetében. Például egy villanymotor cseréje. Működési paraméterei a következők lesznek: teljesítmény, forgási sebesség, feszültség, áram; A csatlakozási méretek tartalmazzák az átmérőket, az elektromos motor lábaiban lévő furatok számát és elhelyezkedését stb.
Belső cserélhetőség Az alkatrészek szerelvényekké, az összeállítások mechanizmusokká történő összeszereléséhez szükséges paraméterek pontossága biztosítja. Például a gördülőcsapágyak golyóscsapágyainak vagy görgőinek felcserélhetősége, a sebességváltó hajtó- és hajtott tengelyeinek szerelvényei stb.
A felcserélhetőség elvei vonatkoznak az alkatrészekre, összeszerelési egységekre, alkatrészekre és végtermékekre.
A felcserélhetőséget a termékparaméterek, különösen a méretek pontossága biztosítja. A gyártási folyamat során azonban elkerülhetetlenül előfordulnak hibák Х, amelyek számértékét a képlet segítségével találjuk meg
ahol X a méret (paraméter) megadott értéke;
Xi ugyanazon paraméter tényleges értéke.
A hibák fel vannak osztva szisztematikus, véletlenszerű és durva(kihagy).
A véletlenszerű hibák mérési pontosságra gyakorolt hatása a valószínűségszámítás és a matematikai statisztika módszereivel értékelhető. Számos kísérlet igazolta, hogy a véletlenszerű hibák eloszlása leggyakrabban a normális eloszlás törvényének engedelmeskedik, amelyet Gauss-görbe jellemez (1. ábra).
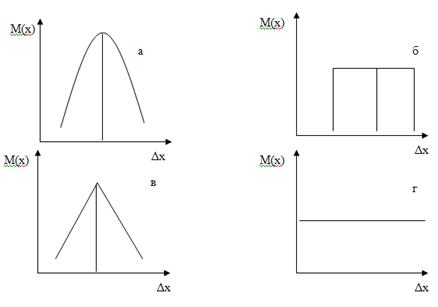
1. ábra - A véletlenszerű hibák eloszlásának törvényei
a - normál; b – Maxwell; c – háromszög (Simpson); r - kiegyenlíthető.
A görbe maximális ordinátája egy adott méret átlagértékének felel meg (korlátlan számú mérésnél ezt matematikai elvárásnak nevezzük és M(X) jelöléssel jelöljük).
A véletlenszerű hibákat vagy eltéréseket az abszcissza tengelye mentén ábrázoljuk. Az ordinátatengellyel párhuzamos szakaszok a megfelelő értékű véletlenszerű hibák előfordulásának valószínűségét fejezik ki. A Gauss-görbe szimmetrikus a maximális ordinátára. Ezért ugyanazon abszolút értéktől eltérő előjelű eltérések egyaránt lehetségesek. A görbe alakja azt mutatja, hogy a kis eltérések (abszolút értékben) sokkal gyakrabban jelennek meg, mint a nagyok, és nagyon nagy eltérések előfordulása szinte valószínűtlen. Ezért a megengedett hibák bizonyos határértékekre korlátozódnak (V a véletlenszerű hibák gyakorlati szórási mezeje, egyenlő a legnagyobb és legkisebb mért méretek különbségével egy tételben). Az értéket a megfelelő pontosság feltétele határozza meg a termékek előállításához optimális költségek mellett. Szabályozott szórási mező esetén a véletlenszerű hibák legfeljebb 2,7%-a lépheti túl a határértékeket. Ez azt jelenti, hogy 100 feldolgozott alkatrészből legfeljebb három lehet hibás. A hibás termékek arányának további csökkentése műszaki és gazdasági szempontból nem mindig célszerű, mert a gyakorlati kóbor mező túlzott növekedéséhez, következésképpen a tűréshatárok növekedéséhez és a termékek pontosságának csökkenéséhez vezet. A görbe alakja a termékek feldolgozási és mérési módszereitől függ; az egzakt módszerek az 1. görbét adják, amelynek V1 szórási mezője van; nagy pontosságú módszerrel a 2. görbének felel meg, amelyre a V2
Az alkalmazott technológiai folyamattól, gyártási mennyiségtől és egyéb körülményektől függően a véletlenszerű hibák nem Gauss törvénye szerint, hanem a kiegyenlítési törvény (1b. ábra), a háromszögtörvény (1c. ábra), Maxwell-törvény szerint oszthatók el. törvény (1d. ábra) stb. A véletlenszerű hibák csoportosításának középpontja egybeeshet az átlagos méretkoordinátával (1a. ábra), vagy ahhoz képest eltolódhat (1d. ábra).
A feldolgozási és mérési hibákat okozó okok hatását teljesen kiküszöbölni nem lehet, a hiba csökkentése csak fejlettebb technológiai feldolgozási eljárások alkalmazásával lehetséges. A méretpontosság (bármely paraméternél) a tényleges méretnek az adott mérethez való közelítésének mértéke, azaz. A méret pontosságát a hiba határozza meg. A hiba csökkenésével a pontosság nő, és fordítva.
A gyakorlatban a felcserélhetőséget a hibák korlátozása biztosítja. A hibák csökkenésével a paraméterek tényleges értékei, különösen a méretek, megközelítik a megadott értékeket. Kisebb hibák esetén a tényleges méretek olyan kevéssé térnek el a megadottaktól, hogy hibájuk nem rontja a termékek teljesítményét.
2. Tűrések és leszállások. A minőség fogalma
Az alapfogalmakat és meghatározásokat a GOST 25346, GOST 25347, GOST 25348 szabványok határozzák meg; a tűréseket és illesztéseket 1 mm-nél kisebb, 500 mm-es, 500 és 3150 mm feletti méreteknél állapítják meg.
A (7) és (8) képlet a következő megfontolásokból származik. A (2) és (3) képletből következően a legnagyobb és legkisebb határméret megegyezik a névleges méret és a megfelelő maximális eltérés összegével:
![]() (9)
(9)
![]() (10)
(10)
Az (5) képletbe behelyettesítve a képletből a maximális méretek értékeit
A hasonló tagokat redukálva a (7) képletet kapjuk. A (8) képlet hasonló módon származik.

ábra - A furat és a tengely tűrési mezői réssel történő leszálláskor (a furat eltérései pozitívak, a tengely eltérései negatívak)
A tűrés mindig pozitív érték, függetlenül a számítás módjától.
PÉLDA. A tűrés kiszámítása a maximális méretek és eltérések alapján. Adott: = 20,010 mm; = 19,989 mm; = 10 um; = -11 µm.
1). A maximális méretek tűréshatárát a (6) képlet segítségével számítjuk ki:
Td = 20,010 - 19,989 = 0,021 mm
2). A maximális eltérések tűréshatárát a (8) képlet segítségével számítjuk ki:
Td = 10 - (-11) = 0,021 mm
PÉLDA. A tengely és furat megadott jeleivel (tengely - , furat 20) határozza meg a névleges és maximális méreteket, eltéréseket és tűréseket (mm-ben és mikronban).
2.2 A felvételi egységei és a képesítés fogalma
A méretpontosságot a tűrés határozza meg - a tűrés csökkenésével a pontosság nő, és fordítva.
Az alkatrészek megmunkálásának minden technológiai módszerét a gazdaságilag indokolt optimális pontosság jellemzi, de a gyakorlat azt mutatja, hogy a méretek növekedésével a kis tűrésű alkatrészek megmunkálásának technológiai nehézségei nőnek, és az állandó feldolgozási körülmények között az optimális tűrések valamelyest nőnek. A gazdaságosan elérhető pontosság és a méretek közötti kapcsolatot egy egyezményes értékkel fejezzük ki, amelyet tűrésegységnek nevezünk.
Tolerancia mértékegysége() a tűrés névleges mérettől való függőségét fejezi ki, és alapul szolgál a szabványos tűréshatárok meghatározásához.
A tűrés mértékegységét mikronban a következő képletekkel számítjuk ki:
500 mm-es méretig
500 - 10000 mm feletti méretekhez
ahol az átlagos tengelyátmérő mm-ben.
A fenti képletekben az első kifejezés a feldolgozási hibák, a második pedig a mérési hibák és a hőmérsékleti hibák hatását veszi figyelembe.
A méretekre, még az azonos értékű méretekre is eltérő pontossági követelmények vonatkozhatnak. Ez az alkatrész tervezésétől, céljától és működési feltételeitől függ. Ezért a koncepció bevezetésre kerül minőség .
Minőség- egy alkatrész gyártási pontosságának jellemzője, amelyet az összes névleges méretre azonos pontossági foknak megfelelő tűréskészlet határoz meg.
A képesítésekre vonatkozó tűrés (T) néhány kivételtől eltekintve a képlet szerint kerül megállapításra
ahol a a tűrés egységek száma;
i(I) - tűrés mértékegysége.
Az 1-500 mm-es méretekre vonatkozó ISO rendszer szerint van kialakítva 19 képesítés. Mindegyik olyan tűréskészletként értendő, amely állandó relatív pontosságot biztosít egy bizonyos névleges mérettartományban.
19 minősítés tűréshatárait a pontosság csökkenő sorrendjében rangsorolják: 01, 0, 1, 2, 3,..17, és hagyományosan IT01, IT0, IT1...IT17 jelöléssel. itt az IT a lyukak és tengelyek toleranciája, ami „ISO toleranciát” jelent.
Egy fokozaton belül az „a” állandó, így minden fokozatban minden névleges méret azonos pontosságú. A tűrések ugyanakkor változatlan minőségben a különböző méreteknél változnak, mivel a méret növekedésével a tűrés mértékegysége nő, ami a fenti képletekből következik. A nagypontosságú minőségekről a durva pontosságú fokozatokra való áttéréskor a tűrés mértékegységek számának növekedése miatt nőnek a tűréshatárok, így az azonos névleges méretek pontossága a különböző minőségekben változik.
A fentiek mindegyikéből az következik, hogy:
A tűrés mértékegysége a mérettől függ, és nem függ az alkatrészek céljától, munkakörülményeitől és módszereitől, vagyis a tűrésegység lehetővé teszi a különböző méretek pontosságának értékelését, és a pontosság általános mértéke vagy a tűrések skálája. különböző képesítésekkel;
Az azonos méretű tűrések különböző minősítésekben eltérőek, mivel az „a” tűrésegységek számától függenek, azaz a minősítések ugyanazon névleges méretek pontosságát határozzák meg;
Az alkatrészek feldolgozásának különféle módszerei bizonyos gazdaságilag elérhető pontossággal rendelkeznek: a „durva” esztergálás lehetővé teszi az alkatrészek durva tűrésekkel történő feldolgozását; nagyon kis tűréssel történő megmunkálásnál finom köszörülést stb. alkalmaznak, így a minőségek határozzák meg az alkatrészek megmunkálásának technológiáját.
A képesítések köre:
A 01-től 4-ig terjedő minőséget mérőhasábok, mérő- és számlálómérők, mérőműszerek alkatrészeinek és egyéb nagy pontosságú termékek gyártásához használják;
Az 5-től 12-ig terjedő minőségeket olyan alkatrészek gyártásához használják, amelyek elsősorban más, különböző típusú alkatrészekkel alkotnak interfészt;
A 13-tól 18-ig terjedő minőségek az olyan alkatrészek paramétereinél használatosak, amelyek nem alkotnak párost, és nem befolyásolják döntően a termékek teljesítményét. GOST 25346-89.
A tűrésmezők szimbóluma GOST 25347-82.
A maximális eltérések és leszállások szimbóluma
A lineáris méretek maximális eltéréseit a rajzokon a tűrésmezők hagyományos (betűs) megjelölésével vagy a maximális eltérések számértékeivel, valamint a tűrésmezők betűjelével jelzik, jobb oldalon egyidejűleg a számértékek számértékeinek zárójelében. maximális eltérések (5.6. ábra, a... c). A rajzon összeszerelt formában látható alkatrészek méreteinek illeszkedését és maximális eltéréseit törtként tüntetjük fel: a számlálóban - a furat maximális eltérésének betűjelét vagy számértékét, vagy annak számértékét jelző betűjellel a jobb zárójelben, a nevezőben - a tengely tűrésmezőjének hasonló megjelölése (5.6. ábra, d, e). Néha az illeszkedés jelzésére csak az egyik illeszkedő rész maximális eltérését jelzik (5.6. ábra, e).
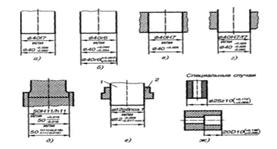
Rizs. 5.6. Példák a tűrésmezők és illesztések kijelölésére a rajzokon
A tűrésmezők szimbólumaiban a következő esetekben kell feltüntetni a maximális eltérések számértékeit: a normál lineáris méretek sorozatában nem szereplő méreteknél, például 41,5 H7 (+0,025); a maximális eltérések hozzárendelésekor, amelyek szimbólumait a GOST 25347-82 nem írja elő, például egy műanyag alkatrészhez (5.6. ábra, g).
A maximális eltéréseket a munkarajzokon feltüntetett összes mérethez hozzá kell rendelni, beleértve a nem egyező és nem releváns méreteket is. Ha egy mérethez nincs hozzárendelve maximális eltérés, akkor szükségtelen költségek (amikor ezt a méretet a szükségesnél pontosabban próbálják elérni), vagy az alkatrész súlyának növekedése és túlzott fémfogyasztás lehetséges.
Azonos névleges méretű, de eltérő maximális eltérésű szelvényekből álló felületnél vékony folytonos vonallal húzzuk meg e szakaszok közötti határvonalat, és minden szakaszon külön feltüntetjük a névleges méretet a megfelelő maximális eltérésekkel.
A fémalkatrészek sima elemeinek pontosságát, ha az eltérések nem közvetlenül a névleges méretek után vannak feltüntetve, hanem általános jelöléssel vannak megadva, vagy minősítéssel (12-17-ig 1-1000 mm-es méreteknél) normalizálják. IT, vagy pontossági osztályok szerint (finom, közepes, durva és nagyon durva), a GOST 25670-83 szerint. A pontossági osztályokhoz tartozó tűréshatárokat t1, t2, t3 és t4 jelöléssel jelöljük - a pontossági osztályok esetében - finom, közepes, durva és nagyon durva.
A tengelyek és furatok méreteinek nem meghatározott maximális eltérései egyoldalúan és szimmetrikusan is hozzárendelhetők; a furatokon és tengelyeken kívüli elemek méreteihez csak szimmetrikus eltérések vannak hozzárendelve. Az egyoldali maximális eltérések mind szakképzettségenként (+IT vagy -IT), mind pontossági osztályonként (± t/2) hozzárendelhetők, de a minősítések (± T/2) is megengedik. A 12-es minőség a „precíz”, a 14-es – „közepes”, a 16-os – a „durva”, a 17-es – a „nagyon durva” pontossági osztálynak felel meg. A nem meghatározott maximális eltérések számértékeit a GOST 25670-83 tartalmazza. A vágással megmunkált fémalkatrészek méreteinél célszerű a 14-es minőségi vagy „közepes” pontossági osztálynak megfelelően meghatározatlan maximális eltéréseket rendelni. A csomópontok, a görbületi sugarak és a letörések nem meghatározott maximális eltérései a GOST 25670-83 szerint vannak hozzárendelve a lineáris méretek nem meghatározott maximális eltérései minőségétől vagy pontossági osztályától függően.
Az alkatrészek (összeszerelő egységek) csatlakoztatásának biztosítania kell helyzetük vagy mozgásuk pontosságát, a működés megbízhatóságát és a könnyű javítást. Ebben a tekintetben eltérő követelmények támaszthatók a csatlakozások kialakításával szemben. Egyes esetekben szükség van egy mozgatható kapcsolat létrehozására egy réssel, másokban - egy rögzített kapcsolatra interferenciával.
Rés S A furat és a tengely mérete közötti különbségnek nevezzük, ha a furat mérete nagyobb, mint a tengely mérete, azaz. S= D- d.
Interferenciával N a furat és a tengely mérete közötti különbséget akkor nevezzük, ha a tengely mérete nagyobb, mint a furat mérete. Hasonló átmérőaránnyal dÉs D az interferencia negatív engedélynek tekinthető, i.e.
N= - S= - (D- d) = d- D , (12)
A hézagokat és az interferenciát nemcsak az egyes alkatrészek méretpontossága biztosítja, hanem elsősorban az illeszkedő felületek méreteinek aránya - az illeszkedés.
Leszállás nevezzük az alkatrészek összekapcsolásának jellegét, amelyet a keletkező hézagok vagy interferencia mérete határoz meg.
A tűrésmezők elhelyezkedésétől függően a furatokat és a tengelyillesztéseket három csoportra osztják:
Leszállások szabadtérrel (hasonlatot biztosítsanak a csatlakozásban);
Preferenciális illeszkedések (feszesség biztosítása a csatlakozásban);
Átmeneti illesztések (lehetővé teszik hézagok és interferenciák elérését a csatlakozásokban).
A hézaggal rendelkező leszállásokat a maximális rések jellemzik - a legnagyobb és a legkisebb. A legnagyobb távolság Smax egyenlő a legnagyobb maximális furatméret és a legkisebb maximális tengelyméret közötti különbséggel. A legkisebb távolság Smin egyenlő a legkisebb maximális furatméret és a legnagyobb maximális tengelyméret közötti különbséggel. A hézaggal rendelkező leszállások közé tartoznak azok az illesztések is, amelyekben a furattűrési mező alsó határa egybeesik a tengely tűrésmezőjének felső határával.
Az interferencia létrehozásához a tengely átmérőjének összeszerelés előtt nagyobbnak kell lennie, mint a furat átmérője. Összeszerelt állapotban a párosítási zónában mindkét rész átmérője kiegyenlítődik. Maximális interferencia Nmax egyenlő a legnagyobb maximális tengelyméret és a legkisebb maximális furatméret különbségével. A legkisebb interferencia Nmin egyenlő a legkisebb maximális tengelyméret és a legnagyobb maximális furatméret különbségével.
Nmax=dmax-Dmin; Nmin = dmin-Dmax.
Kényelmes a maximális interferencia, valamint a maximális távolságok kiszámítása a maximális eltérések segítségével:
![]()
![]() , (13)
, (13)
Átmeneti leszállások. Az átmeneti illesztések fő jellemzője, hogy az azonos kötegekhez tartozó alkatrészek összekapcsolásakor vagy hézagok vagy interferencia léphet fel. Az átmeneti illeszkedéseket a legnagyobb rések és a legnagyobb interferencia jellemzi.
A számítások alapján a következő következtetéseket vonjuk le:
Mivel a negatív távolságok egyenlőek a pozitív interferenciával, és fordítva, az átmenet illesztésének értékeinek meghatározásához SmaxÉs Nmax elegendő mindkét maximális távolságot vagy mindkét maximális interferenciát kiszámítani;
Ha jól számoljuk Smin vagy Nmin határozottan negatívnak bizonyulnak, és abszolút értékekben egyenlőek lesznek Nmax vagy Smax.
Illeszkedési tolerancia TP egyenlő a furat és a tengely tűréseinek összegével. Hézag-illesztéseknél az illesztési tűrés megegyezik a hézagtűréssel vagy a maximális hézagok különbségével:
TP =T.S.= Smax- Smin , (14)
Hasonlóan igazolható, hogy az interferencia illeszkedéseknél az illesztési tűrés egyenlő az interferencia tűréssel vagy az interferencia különbséggel:
TP =TN= Nmax- Nmin , (15)
3.1 Illessze a furatrendszerbe és a tengelyrendszerbe
Azt a részt, amelyben a tűrésmező helyzete nem függ az illesztés típusától, a rendszer fő részének nevezzük. A fő rész egy olyan rész, amelynek tűrésmezeje alapvető az adott tűrés- és illeszkedési rendszerben kialakított illeszkedések kialakításához.
Alapok lyuk- egy furat, amelynek alsó eltérése nulla EI = 0. A főfuratnál a felső eltérés mindig pozitív és egyenlő az ES = 0 = T tűrésszel; a tűrésmező a nulla vonal felett helyezkedik el, és a névleges méret növelésére irányul.
Alapvető tengely- egy tengely, amelynek felső eltérése nulla es = 0. A főtengely esetében Td = 0(ei) = a tűrésmező a nullavonal alatt helyezkedik el, és a névleges méret csökkentésére irányul.
Attól függően, hogy a két illeszkedő rész közül melyik a fő, a tűrés- és illesztési rendszerek két sor illesztést tartalmaznak: illeszkedések a furatrendszerben - különböző hézagokat és feszültségeket kapunk, ha különböző tengelyeket csatlakoztatunk a főfurathoz; illeszkedik a tengelyrendszerbe - különféle hézagokat és interferenciákat érünk el, ha különféle lyukakat csatlakoztatunk a főtengelyhez.
A tengelyrendszerben az egyes illesztések furatméret-határai eltérőek, és a megmunkáláshoz három speciális szerszámkészletre lesz szükség. A tengelyrendszer illesztéseit akkor használják, ha több alkatrészt sima tengellyel (csap) kötnek össze különböző illesztésekkel. Például a műszergyártásban a kis átmérőjű (3 mm-nél kisebb) precíziós tengelyeket gyakran sima kalibrált rudakból készítik.
A furatrendszerben történő sokféle illeszkedés eléréséhez lényegesen kevesebb speciális furatkészítő szerszámra van szükség. Emiatt ezt a rendszert elsősorban a gépészetben használják.
Továbbá
Kalibrok sima hengeres alkatrészekhez. A műszerek az alkatrészek ellenőrzésének fő eszközei. Kézi ellenőrzésre használják, és széles körben használják az automatikus alkatrész-ellenőrző eszközökben. A kaliberek nagyfokú vezérlési megbízhatóságot biztosítanak.
Céljuk szerint a kalibereket két fő csoportra osztják: működő kaliberek - áteresztő R-PR és át nem eresztő - R-NOT; vezérlő kaliberek - K-RP, K-NE és K-I.
A PR és NOT munkamérők a termékek ellenőrzésére szolgálnak a gyártási folyamat során. Ezeket a kalibereket a gyártó dolgozói és minőségellenőrzői használják.
A munkamérőket határmérőknek nevezzük, mivel méreteik megfelelnek a vezérelt alkatrészek maximális méreteinek. A határértékek lehetővé teszik annak meghatározását, hogy az alkatrészek tényleges méretei a tűréshatáron belül vannak-e. Egy alkatrész akkor tekinthető megfelelőnek, ha belefér az átmenő szelvénybe, és nem illeszkedik a nem áthaladó idomba.
A kaliberek névleges méretei azok a méretek, amelyekkel a kalibereknek rendelkezniük kellene, ha tökéletes pontossággal gyártanák őket. Ilyen körülmények között az átmenő tartó névleges mérete megegyezik a legnagyobb maximális tengelymérettel, és a nem-menő konzol névleges mérete a legkisebb maximális tengelymérettel. Az átmenő dugó névleges mérete megegyezik a furat legkisebb határméretével, a nem menő dugó névleges mérete pedig a furat legnagyobb határméretével.
Az ellenőrzéssel szemben a következő követelmények vonatkoznak: az ellenőrzést kell legyen nagyon produktív; ellenőrzéshez szükséges idő, az alkatrész gyártásához szükséges idő a lehető legrövidebb legyen; az ellenőrzésnek megbízhatónak és gazdaságilag megvalósíthatónak kell lennie.
A tesztelés gazdaságosságát a vizsgálóeszközök költsége, a mérőfelületek kopásállósága, valamint az alkatrész táblázatos tűrésmezejének szűkítésének mértéke határozza meg.

Például a tűrésmező legnagyobb szűkítése abban az esetben érhető el, ha a mérőeszközök tényleges méretei egybeesnek az alkatrész tűrésmezején belül található maximális méretükkel.
A kaliberek miatt leszűkített táblázatos tűréshatárt gyártási tűrésnek nevezzük. A kaliberek miatt megnövelt tűréshatárt garantáltnak nevezzük. Minél kisebb a gyártási kapacitás, annál drágább az alkatrészek gyártása, különösen a precízebb minőségekben.
A határkaliberek ellenőrzik az alkatrészek alkalmasságát a tűréssel IT6 előtt AZT 17, különösen a tömeg- és nagyüzemi termelésben.
A Taylor-elvnek megfelelően az átmenő dugók és gyűrűk alakja és hossza megegyezik az illeszkedési hosszokkal, és a nem áthaladó mérőeszközök alakja gyakran hiányos: például gyűrűk helyett kapcsokat használnak, valamint keresztmetszeti formájukban hiányos és axiális irányban lerövidült dugók. A Taylor-elv szigorú betartása bizonyos gyakorlati kellemetlenségekkel jár.
Ellenőrző műszerek NAK NEK-ÉSállítható idomszerek beszerelésére és nem állítható idomszerek felügyeletére használják, amelyek nem járhatóak, és az átmenő munkakonzolok kopása miatti használatból való eltávolításra szolgálnak. Az ellenőrző idomszerek kis tűrése ellenére továbbra is torzítják a munkamérők gyártásakor és elhasználódása során megállapított tűrésmezőket, ezért lehetőség szerint nem szabad ellenőrző idomokat használni. Célszerű, különösen kisüzemi gyártásnál, az ellenőrző műszereket mérőhasábokra cserélni, vagy univerzális mérőműszereket használni.
A GOST 24853-81 a következő gyártási tűréseket állapítja meg a sima idomokhoz: N- munkamérők (dugók) a furatokhoz (5.9. ábra, a) (Hs- azonos kaliberűek, de gömb alakú mérőfelületekkel); H\ - tengelymérők (kapcsok) (5.9. ábra, b); HP- ellenőrző műszerek kapcsokhoz.
Az ellenőrzési folyamat során elhasználódó áthaladó idomokra a gyártási ráhagyáson felül kopási ráhagyás is biztosított. 500 mm-es méretig, PR kaliberek kopása legfeljebb tűréssel AZT 8 (beleértve) egy összeggel túllépheti az alkatrészek tűréshatárát nál nél forgalmi dugókra és y1 kapcsokhoz; tól tűréssel rendelkező PR kaliberekhez AZT 9-től IT17 a kopás a pass limitre korlátozódik, pl. y = 0És y1=0. Megjegyzendő, hogy a kopási tűrésmező a kaliber átlagos lehetséges kopását tükrözi.
Tűrésmezők az összes átmérőhöz N (N s) és H1 a terméktűrési zónán belül eltolódott a z összeggel a dugaszmérőknél és z1 bilincsmérőkhöz.
A 180 mm-nél nagyobb névleges méreteknél a nem célmérő tűrésmezeje az alkatrész tűrésmezején belül is eltolódik a dugóknál a, a kapcsoknál a] értékkel, így a hiba kompenzálására bevezetett úgynevezett biztonsági zóna jön létre. vezérlése a furatok és tengelyek mérőeszközeivel, ill. Kaliber tolerancia tartomány NEM 180 mm-es méretig szimmetrikus, és ennek megfelelően = 0 és l =0.
A mérőeszközök tűrésmezőinek és áthaladó oldalaik kopási határainak eltolása az alkatrész tűrésmezején belül lehetővé teszi az illesztések jellegének torzulásának lehetőségét, és garantálja, hogy a megfelelő alkatrészek méretei a megállapított tűréshatárokon belülre kerüljenek. .
A GOST 24853-81 képletei segítségével meghatározzák a kaliberek végrehajtó méreteit. Az Executive azok a maximális kaliberméretek, amelyek alapján az új kalibert gyártják. Ezen méretek meghatározásához a zárójeleket a rajzon a legkisebb határmérettel jelöltük pozitív eltéréssel; a csatlakozó és a vezérlő mérőműszer esetében - a legnagyobb határméretük negatív eltéréssel.
Jelöléskor a kaliber meg van jelölve annak az alkatrésznek a névleges méretével, amelyre a kalibert szánják, a termék tűrésmezőjének betűjelét, a termék maximális eltérésének számértékeit milliméterben (munkakalibereken). ), a kaliber típusa (pl. PR, NEM, K-ÉS)és a gyártó védjegye.
Következtetés
A mai leckében a következő oktatási kérdésekkel foglalkoztunk:
Általános információk a felcserélhetőségről.
Tűrések és leszállások. A minőség fogalma.
Leszállási, tűrés- és minősítési rendszer kiválasztása.
Önálló tanulási feladat
(1 óra önálló tanulásra)
Töltse ki az előadás jegyzeteit!
Szerezz irodalmat:
Fő
További
1. Szergejev A.G., Latysev M.V., Teregerya V.V. Szabványosítás, metrológia, tanúsítás. oktatóanyag. – M.: Logosz, 2005. 560 p. (355-383. o.)
2. Felemeli az I.M. Szabványosítás, metrológia és tanúsítás. Tankönyv. 4. kiadás –M.: Jurayt. 2004. 335 p.
3. Vegyi fegyverek és védőfelszerelések üzemeltetése. oktatóanyag. VAHZ, forgácslap 1990. (2095. szám).
4. Fegyverek és katonai felszerelések fejlesztésének és gyártásának minőségellenőrzése. Szerkesztette: A.M. Szmirnova. forgácslap 2003. 274 p. (3447. szám).
Az óra alatt készülj fel a következőkre:
1. Válaszolj a tanár kérdéseire!
Munkafüzetek bemutatása gyakorlott kérdésekkel a feladatnak megfelelően.
Irodalom
cserélhető alkatrész mechanikai feldolgozás
1. Szabványosítás, metrológia, tanúsítás. Szerk. Smirnova A.M. VU RKhBZ, dsp, 2001. 322 p. (3460. szám).
2. Szergejev A.G., Latysev M.V., Teregerya V.V. Szabványosítás, metrológia, tanúsítás. oktatóanyag. – M.: Logosz, 2005. 560 p.
3. Fémtechnika. Tankönyv. Szerk. V.A. Bobrovszkij. -M. Voenizdat. 1979, 300 p.
2 egymásba illeszkedő alkatrész összeszerelésénél megkülönböztetünk fedettÉs burkolat felületek, amelyeknek a jelentése egyértelmű név szerint.
A fedőfelületet ún lyuk, fedett - tengely.
Például a persely belső hengeres felülete és a kulcshorony felülete - anyafelületek, lyukak; a persely külső hengeres felülete és a kulcs felülete - apa felületek, tengelyek.
Az anya és a külső felület méretei közötti különbség (a furat és a tengely méretei között) meghatározza a kapcsolat jellege alkatrészek ill leszállás, azaz az alkatrészek nagyobb vagy kisebb fokú mobilitása vagy a csatlakozások szilárdsági foka (fix csatlakozások esetén).
Ha a D furat mérete nagyobb, mint a d tengelyméret, akkor a köztük lévő, a mobilitás mértékét (relatív mozgásszabadságot) jellemző pozitív különbséget ún. rés S:
S = D – d; Dd; S0. (3.8)
Ha a d tengelyméret nagyobb, mint a D furat, akkor a köztük lévő, a csatlakozás szilárdsági fokát jellemző pozitív különbséget ún. interferencia N:
N = d – D; d D; N0. (3.9)
Az interferencia (ha szükséges) kifejezhető negatív távolságként és fordítva:
S=-N;N=-S. (3.10)
Névleges méret - alap számított méret, szabványra kerekítve. Az illesztésben lévő furat és tengely névleges méretei a rajzon vannak feltüntetve, és ebből számítják ki az eltéréseket, amelyeket a tűréshatárok táblázata tartalmaz.
A névleges méretek (a szilárdság, merevség, stabilitás kiszámítása után lekerekítve) a GOST 6636-69 * „Normál lineáris méretek” szerint vannak kiválasztva. A kizárólag szabványos lineáris méretek használata a munkadarabok, a vágó- és mérőszerszámok szabványos méretének csökkenéséhez vezet, és csökkenti a gyártási költségeket.
A GOST szerint 0,001 és 20 000 mm közötti mérettartomány áll rendelkezésre, a preferált számok alapján. Négy sornyi méretet állapítottak meg, amelyek geometriai progresszióban szignifikáns értékekkel = nőnek;  ;
;
 ;
;
 . A sorok jelölése Ra5, Ra10, Ra20, Ra40. A legtöbb méret az utolsó sorban, a legkisebb az első sorban található. A címletválasztásnál minden előző sort előnyben kell részesíteni a következővel szemben.
. A sorok jelölése Ra5, Ra10, Ra20, Ra40. A legtöbb méret az utolsó sorban, a legkisebb az első sorban található. A címletválasztásnál minden előző sort előnyben kell részesíteni a következővel szemben.
Valódi méret a mérés eredményeként kapott méret megengedett hibával.
Határozónak nevezzük azokat a méreteket, amelyek között egy tételben a megfelelő alkatrészek tényleges méretének kell lennie (vagy egyenlőnek kell lennie). legmagasabb határ Dmax, dmax és legkisebb határérték Dmin, dmin.
Az egyszerűsítés érdekében a rajzokon és táblázatokban a maximális méretek helyett a megfelelő maximális eltérések vannak beállítva - felső és alsó.
Felső eltérés(ES, es) – algebrai különbség a kapcsolat legnagyobb határmérete és névleges mérete között.
ES = D max - d n s; (3.11)
es = d max - d n s, (3.12)
ahol d n s a csatlakozás névleges átmérője.
Kisebb eltérés(EI, ei) – algebrai különbség a kapcsolat legkisebb határmérete és névleges mérete között:
EI = D min - d n s; (3.13)
ei = d min - d n s. (3.14)
Az eltérések lehetnek pozitívak, negatívak vagy nullák.
A T mérettűrés a maximális méretek közötti különbség:
T D = D max - D min ; (3,15)
T d = d max - d min. (3.16)
A tolerancia mindig pozitív érték, ezért a dokumentumokban előjel nélkül tüntetik fel.
A (3.15) és (3.16) kifejezésekbe behelyettesítve a határértékek eltérésekkel és névleges értékekkel kifejezett értékeit, meghatározzuk:
T D = (ES + d n s) - (EI + d n s) = ES – EI; (3,17)
T d = (еs+ d n s) – (ei + d n s) = еs - ei. (3,18)
A tűrés megegyezik a maximális eltérések különbségével (saját előjellel!).
A tolerancia a méret pontosságát jellemzi. Minél kisebb a tűrés, annál nagyobb a pontosság, annál kisebb a lehetséges méretváltozási tartomány a tételben és fordítva. A tűrésérték befolyásolja a csatlakozás és a termék teljesítménytulajdonságait, valamint a gyártás összetettségét és az alkatrész költségét. A kisebb tűréshatárú alkatrészek gyártása precízebb berendezések, precíz mérőműszerek, eszközök, megfelelő feldolgozási módok alkalmazását igényli, ami növeli a termék költségét.
A tűréshatáron belül gyártott alkatrészek összeszerelésekor (pl. tengely csatlakoztatása perselyhez) a furat- és tengelyméretek véletlenszerű kombinációitól függően különböző illesztések érhetők el. Általában fel vannak osztva hézaggal (S), interferencia (N) és átmeneti (N-S) illesztésekre.
Hézagmentes illeszkedés illesztésnek nevezzük, amelyben a szerelvényen lévő összes csatlakozásban hézagok vannak. Hasonlóan meghatározott interferencia illeszkedés.
Átmeneti illesztésnek nevezzük, amelyben az összeállítás egyes csatlakozásainál hézagok vannak, a többinél pedig interferencia.
Minden illesztést maximális (legnagyobb, legkisebb) hézag vagy interferencia jellemez, melynek értékét az alkatrészek maximális méretei határozzák meg.
A legkisebb S min rés a csatlakozásban akkor keletkezik, ha egy D min méretű furatba d max méretű tengelyt szerelnek be:
S min = D min - d max (3,19)
S min = (EI + d n s) – (еs+ d n s) = EI – еs. (3,20)
A csatlakozásban a legnagyobb S max hézag akkor érhető el, ha a legkisebb d min határméretű tengelyt a legnagyobb D max méretű furatba szerelik be:
S max = D max -d min (3,21)
S max = (ES + d n s) - (ei + d n s) = ES - ei. (3,22)
Hasonlóképpen,
N min = d min - D max = ei – ES = - S max ; (3,23)
N max = d max - D min = eS – EI = - S min. (3,24)
Az átlagos távolság vagy interferencia:
S c (N c) =  .
(3.25)
.
(3.25)
A rés vagy interferencia változási tartománya határozza meg a hézag, interferencia vagy illesztés tűrését (T S, T N).
Illeszkedési tolerancia(Т S, T N) – a legnagyobb távolságok vagy interferencia közötti különbség:
T S = (T N) = S max (N max) - S min (N min). (3,26)
Ebben a kifejezésben az S max, S min helyett ezek értékeit a (3.20), (3.22) szerint helyettesítjük:
T S = (ES – ei) – (EI – es) = (ES – EI) + (es – ei) = T D + T d. (3,27)
Így az illesztési tűrés egyenlő a furat és a tengely tűrésének összegével.
Hasonlóképpen,
T N = N max – N min = T D + T d . (3,28)
Képzeljük el, hogy van egy adag persely és tengely, amit össze kell szerelni. Ebben a legnagyobb Dmax méretű perselysorozatban nagyon kevés lesz (például 100 darabból 1), hasonlóképpen a legkisebb dmin méretű tengelyek tételében is kevés lesz (pl. 100). Természetes az a feltételezés, hogy az összeszerelő az alkatrészek kiválasztása és csatlakozások összeszerelése nélkül nem valószínű, hogy egyidejűleg D max és d min méretű alkatrészeket vesz fel (ennek az eseménynek a valószínűsége példánkban 1/1001/100 = 1/ 10 4). Egy ilyen esemény valószínűsége nagyon kicsi, így gyakorlatilag nem lesznek S max-nak megfelelő résű csatlakozások a szerelvényen. Ugyanezen okok miatt gyakorlatilag nem lesz S max résű csatlakozás a szerelvényen.
A legnagyobb értékeinek meghatározása érdekében  és a legkisebb
és a legkisebb  Az összeállításból adódó (valószínűségi) hézagok, ezt a mérnöki problémát a valószínűségszámítás felől közelítjük meg.
Az összeállításból adódó (valószínűségi) hézagok, ezt a mérnöki problémát a valószínűségszámítás felől közelítjük meg.
Feltételezzük, hogy az alkatrészméretek eloszlása a normál törvényt követi, és a gyártási tűrés megegyezik a gyártás során a mérettartománnyal, pl. T = 6. Azt is feltételezzük, hogy az alkatrészeket nem az összeszerelés során választják ki (az összeszerelés véletlenszerű).
Ismeretes, hogy két normáltörvény összetétele (egyesülése) is normális törvényt ad. Következésképpen a résértékek (preferenciák) eloszlása a normál törvényt követi.
A valószínűségszámítás tantárgyból tudjuk, hogy a valószínűségi változók összegének matematikai elvárása megegyezik a matematikai várakozásaik összegével. Az alkatrészek tényleges méretei véletlen változók, amelyek matematikai elvárásai közel állnak a köteg átlagos méretéhez.
A véletlen méretek összegének matematikai elvárása a rés matematikai elvárása:
M S = M D + M -d . (3,29)
S c = D c - d c , (3.30)
ahol S c , D c , d c a rés, a furat és a tengelyméretek átlagos értékei.
A független valószínűségi változók összegének szórása egyenlő szórásaik összegével. A diszperzió D a szórás négyzete:
D S = DD + D d; (3,31)
 .
(3.32)
.
(3.32)
Ezután, ha T = 6-t veszünk, kapjuk:
T S =  .
(3.33)
.
(3.33)
P = 0,9973 valószínűséggel a tényleges rések értékei a határokon belül lesznek:
Ekkor a legnagyobb valószínűségi rés egyenlő lesz:
 ,
(3.35)
,
(3.35)
és a legkisebb valószínűségi rés:
 .
(3.36)
.
(3.36)
A (3,35) és (3,36) kifejezések közelítőek (levezetésük feltételeit korábban meghatároztuk). Ezeket az értékeket pontosabban meghatározzuk a „Dimenziós láncok” részben.
A tűrések és illesztések számításának egyszerűsítése érdekében a tűrésmezők elrendezési diagramjait használják. A rajtuk való építkezés a 0 - 0 névleges vonalhoz viszonyítva történik. A maximális és névleges méretű vezetékek egy határtól kerülnek leválasztásra.
Következésképpen a névlegesnél nagyobb méretű sorok a 0 - 0 vonal felett, a névlegesnél kisebb méretű sorok pedig alatta helyezkednek el.
A kiválasztott skálán a 0 – 0 vonaltól felfelé haladva pozitív eltéréseket, lefelé – negatívakat mutatunk. A furat és a tengely két maximális méretének vagy maximális eltérésének vonala két tűrésmezőt képez, amelyeket téglalapok formájában jelölünk (a téglalap léptéke a hossz mentén tetszőleges). A tűrészóna a méretváltozási zóna, amely a felső és alsó eltérések (vagy megfelelő méretek) vonalai közé záródik. A tolerancia mező tágabb fogalom, mint a tolerancia. Nemcsak a tűrésérték, hanem a névleges értékhez viszonyított elhelyezkedése is jellemzi. A különböző (hely szerinti) tűrésmezők azonos tűréshatárral rendelkezhetnek.
Hézagillesztéseknél a furattűrési mező a tengely tűrésmezője felett, az interferencia illesztéseknél a furattűrési mező a tengely tűrésmezője alatt kell, hogy legyen. Az átmeneti leszállásoknál a tűrésmezőknek át kell fedniük egymást.