المكتبة المفتوحة - مكتبة مفتوحة للمعلومات التربوية. ملاحظات المحاضرة المفاهيم الأساسية للتسامح والهبوط محاضرة
دقة التصنيع الجزئي المعدات الإلكترونية اللاسلكية
وثائق الرسم والتصميم
في عملية العمل في مشروع المقرر الدراسي ، يقوم الطلاب بعمل رسم تجميعي (أو رسم نظرة عامة) صك منشآت الإسكان ورسومات العمل من جزأين.
رسم التجميع مرسوم على ورقة قياسية من ورق A3. , A4. أولاً ، يتم تحديد الموقع المناسب لإسقاطات هيكل إسكان الجهاز ، والمشاهد والأقسام الضرورية ، ثم يتم تحديد مقياس الرسم. نظرًا لصغر حجم أجهزة أشباه الموصلات ، يوصى باختيار مقياس 5: 1 ، 10: 1. يوضح الرسم التجميعي الأبعاد الكلية والمتصلة ومواضع وحدات التجميع والأجزاء والمنتجات القياسية. ثم يتم وضع مواصفات لها.
يتم عمل رسومات العمل للأجزاء على أوراق قياسية من ورق A4 (نظرًا لصغر حجم الأجزاء). مقياس الرسم الموصى به هو 10: 1 ، 20: 1. في رسم كل جزء ، يتم وضع جميع الأبعاد اللازمة ، والحد من الانحرافات للأبعاد الخطية ، وشكل وموقع الأسطح ، وخشونة أسطح الجزء. لمزيد من التفاصيل حول دقة أجزاء التصنيع وتعيين الانحرافات الحدية ، انظر لاحقًا في 6.4. يشير الرسم إلى مادة الجزء وأنواع الطلاءات الواقية وما إلى ذلك. عند عمل رسومات التجميع ورسومات العمل للأجزاء ، من المهم للغاية الاسترشاد بـ ESKD GOST 2.104-68 و GOST 2.108-68 و GOST 2.109-73.
يجب أن تتضمن مذكرة التسوية والتفسيرية ، التي تم وضعها على أوراق من ورق بتنسيق 210 × 297 في غلاف محكم ، مع صفحة عنوان بالشكل المحدد وملزمة ، العناصر التالية:
● مهمة لمشروع الدورة.
● وصف الجهاز.
● حساب قوة يؤدي الجهاز من الحمل بالقصور الذاتي ؛
● حساب قوة يؤدي الجهاز تحت تأثير خارجي ديناميكي ؛
● حساب الضغوط الحرارية في حالة الجهاز ؛
● الاستنتاجات ؛
● قائمة الأدب المستخدم.
أبعاد المنتج الحقيقي لها دائمًا انحرافات عن المعلمات الحقيقية (الاسمية). اليوم ، يتم تنظيم الانحرافات المسموح بها للأبعاد الخطية والشكل والموضع النسبي للأسطح ، وكذلك خشونة السطح للجزء ، من خلال المعايير ذات الصلة. يشار إلى المعلمات والتفاوتات الخاصة بهم في وثائق تقنيةوفقًا للقواعد المنصوص عليها أيضًا في المعايير. يعد الامتثال لمتطلبات المعايير في إعداد الوثائق الفنية إلزاميًا.
الانحرافات المسموح بها في أبعاد العناصر الملساء للأجزاء والملاءمة ، تتشكل عند توصيل هذه العناصر. من الضروري أن يتم الحفاظ على الأبعاد الفعلية لأجزاء المنتج بين قيمتين حديتين مسموح بهما للأبعاد ، ويشكل الاختلاف بينهما تفاوتًا. للراحة ، يشار إلى الحجم الاسمي ، ويتم تحديد كل من الحجمين المحددين بانحرافه عن هذا الحجم الاسمي. يتم الحصول على القيمة المطلقة وعلامة الانحراف بطرح الحجم الاسمي من الحجم الحدي المقابل (الشكل 6.9).
أرز. 6.9
في التين. 6.9 مثال ، كلا انحرافات العمود لها علامة سالبة (يقع مجال تحمل العمود تحت خط الصفر وعلى مسافة ما منه) ، وكلا الانحرافات موجبة (يقع حقل تفاوت الثقب فوق خط الصفر وعلى مسافة ما منه).
يوفر GOST 25347-82 موضعًا معينًا لحقول التسامح للثقوب والأعمدة بالنسبة إلى خط الصفر. على التين. يوضح الشكل 6.10 مثل هذه المواضع النسبية وبعض حقول التفاوت لأي حجم خلال فترة زمنية واحدة من الأحجام الاسمية (أكثر من 6 إلى 10 مم) من الصفين السادس والتاسع. في هذا الشكل ، تُظهر الخطوط الصلبة الحقول الواردة في GOST 25347-82 ، والخطوط المنقطة هي تلك التي لم يتم الإشارة إليها في جداول GOST 25347-82 (لا يُنصح باستخدامها) ، ولكنها محسوبة وفقًا لقواعد GOST 25347 -82.
الحجم الفعلي - الحجم الذي يحدده القياس مع وجود خطأ مسموح به.
أحجام الحد - اثنان من الأحجام القصوى المسموح بها ، والتي يجب أن يكون الحجم الفعلي بينهما أو يمكن أن يكون متساويًا.
أرز. 6.10
الحجم الاسمي - الحجم الذي يتم تحديد الأحجام وفقًا له والذي يعمل أيضًا كنقطة انطلاق للانحرافات. عند تصميم المنتجات ، يتم الحصول على الأبعاد الاسمية عن طريق الحساب أو يتم تحديدها بواسطة المصمم. كقاعدة عامة ، يجب أن تكمن في سلسلة من الأبعاد الخطية القياسية لـ GOST 6636-69 *.
الانحراف العلوي هو الفرق الجبري بين الحد الأكبر والحجم الاسمي.
انخفاض الانحراف - الفرق الجبري بين أصغر حد والأحجام الاسمية.
تفاوت ( 1 ت) هي القيمة المطلقة للفرق الجبري بين الانحرافات العلوية والسفلية. للفتحة: هو - هي=ES-إي؛ للعمود: هو - هي=إس-إي، أين ESو إي- الانحرافات العلوية والسفلية للفتحة ؛ إسو إي- انحرافات العمود العلوي والسفلي.
مجال التسامح - مجال محدود بالانحرافات العلوية والسفلية. يتم تحديده بواسطة قيمة التسامح والانحراف الرئيسي ، مما يشير إلى موضع التسامح بالنسبة إلى خط الصفر. يشار إلى حقول التسامح القياسية للأعمدة والثقوب في جداول GOST 25347-83.
الانحراف الرئيسي هو الانحراف الأقرب لخط الصفر. تعتمد قيمتها على الحجم الاسمي وموقع مجال التفاوت ولا تعتمد على الجودة (الشكل 6.10).
الجودة - مجموعة من التفاوتات المطابقة لنفس درجة الدقة لجميع الأحجام الاسمية.
رمح - مصطلح يستخدم للإشارة إلى العناصر الخارجية (المغطاة) للأجزاء.
الثقب هو مصطلح يستخدم للإشارة إلى العناصر الداخلية (تغطية) للأجزاء.
المحور الرئيسي هو العمود الذي يكون انحرافه العلوي صفراً (المجال n في الشكل 6.10).
الثقب الرئيسي عبارة عن ثقب يقل انحرافه عن الصفر (المجال H في الشكل 6.10).
لا يشير المصطلحان "عمود" و "ثقب" إلى الأسطح الأسطوانية فحسب ، بل يشير أيضًا إلى عناصر أجزاء ذات شكل مختلف (على سبيل المثال ، مقصوران على سطحين مستويين أو منحنيين).
الهبوط - طبيعة توصيل الأجزاء ، التي تحددها حجم الفجوات أو التداخلات الناتجة عنها ، وهي الاختلاف في أحجام "الفتحة" و "العمود" قبل التوصيل. يحدد الهبوط حرية الحركة النسبية للأجزاء المتصلة أو درجة المقاومة لحركتها المتبادلة ، فضلاً عن دقة الموضع النسبي للأجزاء المتصلة. نظرًا للاعتماد على موقع مجالات التسامح للفتحة والعمود ، يتم تشكيل عمليات الإنزال:
● مع وجود فجوة (يتم عندها توفير فجوة في الوصلة - (يقع حقل تفاوت الثقب فوق حقل تسامح العمود) ، على سبيل المثال ، كما في الشكل 6.9) ؛
● مع نوبة تداخل ، (حيث يتم ضمان ملاءمة التداخل في الوصلة - يقع مجال تحمل الفتحة تحت مجال تسامح العمود) ؛
● انتقالية ، (حيث يمكن الحصول على فجوة وتداخل مناسب - تتداخل مجالات التسامح للفتحة والعمود جزئيًا أو كليًا).
في نظام الفتحة وفي نظام العمود ، كقاعدة عامة ، يتم استخدام النوبات.
● عمليات الإنزال في نظام الفتحة - عمليات الإنزال التي تتشكل فيها فجوات وتداخلات مختلفة عن طريق توصيل أعمدة مختلفة بالفتحة الرئيسية ؛
● نظام الإنزال والعمود - عمليات الإنزال التي يتم فيها الحصول على فجوات وتداخلات مختلفة عن طريق توصيل ثقوب مختلفة بالعمود الرئيسي.
إذا كانت عناصر الأجزاء ذات حقول التفاوت للفتحة الرئيسية والعمود الرئيسي متصلة ببعضها البعض ، فيمكن أن يُنسب الملاءمة إلى كل من النظامين الأول والثاني.
نظرًا لحقيقة أنه عند استخدام نظام العمود ، يلزم وجود عدد أكبر من أدوات القطع والقياس الخاصة لعمل ثقوب دقيقة والتحكم فيها ، يتم استخدام النوبات في نظام الفتحات في الغالبية العظمى من الحالات.
في الوقت نفسه ، بالنسبة لجميع عمليات الإنزال لحجم اسمي معين ، يتم عمل نفس الثقوب والأعمدة المختلفة ، والتي لها بعض الانحرافات المسموح بها لكل هبوط.
عادةً ما يجب تطبيق عمليات الإنزال في نظام العمود في حالتين:
1) عندما يكون من الضروري ، مع نفس قطر الأسطوانة ، الحصول على تركيبات مختلفة لعدة أجزاء بنفس حجم الفتحة الاسمي ؛
2) عند تثبيت جزء على الأسطوانة أو في المقعد ، تم تصنيعه بالفعل ليتناسب مع نظام العمود. في الوقت نفسه ، يجب أيضًا تنفيذ هبوط جميع الأجزاء الأخرى المثبتة على بكرة من نفس القطر في نظام العمود.
في أي اتصال ، من الممكن الحصول على فجوات أو تداخلات مختلفة اعتمادًا على الأبعاد الفعلية العشوائية للعمود والثقب ضمن التسامح. كلما زادت متطلبات دقة الاتصال والتأكد من طبيعة التزاوج ، يجب أن تكون الأجزاء المضمنة فيه أكثر دقة ، أي أنه يجب أن تكون تفاوتات أبعاد الفتحة والعمود أصغر . يتم تحديد التفاوتات لأحجام تصل إلى 500 مم وفقًا لـ GOST 25346-82 بالطريقة الآتية:
1. ينقسم النطاق الكامل للأحجام إلى فترات (مم) تصل إلى 3 ، وأكثر من 3 إلى 6 ، وأكثر من 6 إلى 10 ، وما إلى ذلك.
2. يتم تعيين التفاوتات نفسها لأي حجم اسمي خلال الفترة الزمنية وتعتمد على الدقة (الجودة).
تم قبول 19 مؤهلاً (01 ؛ 0 ؛ 1 ؛ 2 ، ... 16 ، 17). لتشكيل عمليات إنزال مختلفة (اتصالات ذات طبيعة معينة لتزاوج الأجزاء) في الهندسة الميكانيكية والأجهزة ، يتم استخدام المؤهلات من الخامس إلى الثاني عشر. الصفات 14 ... 17 تستخدم للحد من الانحرافات عن الأحجام (المجانية) غير المطابقة ، المؤهلات 01st ... 4th - لتصنيع الكوادر.
يوفر GOST 25346-82 28 نوعًا من الانحرافات الأساسية (مواضع مجال التسامح بالنسبة لخط الصفر) للأعمدة والثقوب. تعتمد قيمة الانحرافات الأساسية على الحجم الاسمي ولا تعتمد على الجودة (قيمة التفاوت). يشار إلى الانحرافات الرئيسية بأحرف الأبجدية اللاتينية:
● للثقوب: A ، B ، C ، CD ، D ، E ، EF ، FG ، G ، H ، J ، Js ، K ، M ، N ، P ، R ، S ، T ، U ، V ، X ، Y ، Z ، ZA ، ZB ، ZC ؛
● للأعمدة: a ، b ، c ، cd ، d ، e ، ef ، f ، fg ، g ، h ، j ، js ، k ، m ، n ، p ، r ، s ، t ، u ، v ، x ، y ، z ، za ، zb ، zc.
يظهر جزء من هذه الانحرافات الأساسية بحجم اسمي واحد للمؤهلات السادسة والتاسع في الشكل. 6.10.
يتم حساب الانحرافات الرئيسية وفقًا للمنهجية الموصوفة بواسطة GOST 25346-82 g ، وفقًا لقاعدتين:
1) كقاعدة عامة ، يجب أن تكون الانحرافات الرئيسية للفتحة والعمود ، المشار إليها بالحرف نفسه ، متناظرة حول خط الصفر ، على سبيل المثال جيو ز(الشكل 6.10) ؛
2) قاعدة خاصة هي أن تركيبتين متطابقتين في نظام الفتحة وفي نظام العمود ، حيث يتم توصيل ثقب جودة معينة بعمود أقرب جودة أكثر دقة (على سبيل المثال ، H7 / n6 و N7 / h6 ) ، يجب أن يكون له نفس الفجوات والضيق. القاعدة صالحة لفترات الأبعاد التي تزيد عن 3 مم.
في أي رسم عملي ، يجب أن تحتوي جميع الأبعاد التي يتم إجراؤها وفقًا لهذه الوثيقة على مؤشرات على الانحرافات المسموح بها.
يشار إلى حدود الانحرافات في الأبعاد بإحدى الطرق الثلاث (GOST 2.307-68):
1) في حقول التسامح المعينة المشروطة وفقًا لـ GOST 25347-82 (على سبيل المثال ، 8 ح 7; 5F 8; 12شبيبة 7);
2) القيم العددية للانحرافات الحدية بالمليمترات. مع الانحرافات غير المتماثلة ، يشار إليها على النحو التالي: أعلى - في الأعلى ، أسفل - في الأسفل مباشرة بعد الحجم الاسمي بخط أصغر من الخط الرئيسي (على سبيل المثال ، 5 +0.03 ؛).
مع الانحراف المتماثل ، يشار إليه في الخط الرئيسي (على سبيل المثال ، 8 ± 0.007). يجب أن تنتهي تسميات الانحراف برقم معنوي ، ما لم يكن للانحرافات العلوية والسفلية عدد مختلف من المنازل العشرية (على سبيل المثال ،) ؛
3) من خلال الجمع بين الطريقتين الأولى والثانية ، ويتم كتابة القيم العددية للانحرافات بين قوسين بعد الرموز (على سبيل المثال ، 8 ح 7 (+0.015) ; 5F ; 12شبيبة 7 (± 0.009)).
عند الضرورة ، تشير رسومات التجميع إلى الملاءمة التي يجب إجراؤها في زوج واحد أو آخر. في هذه الحالة ، يتم لصق حجم التزاوج الاسمي ، وهو نفسه لكل من عناصر التزاوج (الثقب والعمود) ، وبعد ذلك مباشرة ، يتم اتباع تسميات مجالات التسامح لكل عنصر ، بدءًا من الفتحة ، على سبيل المثال:
أو 8 ح 7-ز 6 أو 8 ح 7/ز 6 .
● على رسومات التفاصيل 18 ح 8; 18F 7;
● على رسومات التجميع 18 ح 8/F 7.
بالإضافة إلى ذلك ، يجب إعطاء القيم العددية للانحرافات المسموح بها في الحالات التالية:
● إذا كان الحجم الاسمي لا يقع في نطاق الأرقام المفضلة GOST 6636-69 * (على سبيل المثال ، 39 ح 7 (+0.025));
● لجميع تفاوتات الفتحات الأساسية ماعدا ح(على سبيل المثال ، عندما لا تكون عمليات الإنزال في نظام الفتحات).
في الرسم التشغيلي للجزء ، يمكن تحديد أبعاد الشطب ، وتقريب نصف القطر والانحناء دون تسامح ؛ عرض وعمق الأخاديد لمخرج الأداة ؛ مناطق ذات خشونة مختلفة لنفس السطح ؛ مناطق المعالجة الحرارية ، والطلاء ، والتشطيبات ، والتمويجات ، والشقوق ، وأقطار الأسطح المموجة والمحززة ، وكذلك الأبعاد المرجعية (على سبيل المثال ، حجم قطعة العمل ، إذا لم يتغير وفقًا لهذا الرسم).
تجدر الإشارة إلى أنه بالنسبة للعديد من الأحجام ذات الدقة المنخفضة نسبيًا ، لا يتم وضع الانحرافات المسموح بها بالقرب من كل منها ، ولكن يتم تقديم نقش عام في حقل الرسم (انظر أدناه).
يجب أن تشير رسومات التجميع إلى القيم الاسمية والانحرافات المسموح بها للأبعاد التي تم إجراؤها وفقًا لهذا المستند (على سبيل المثال ، الأبعاد التي تحدد الموضع النسبي للأجزاء المراد لحامها ، أو الأبعاد التي تم الحصول عليها عن طريق التعديل) ، كذلك مثل كل أبعاد التوصيل.
يتم إعطاء الأبعاد الكلية لرسومات التجميع دون انحرافات محدودة.
يتم تعيين حدود الانحرافات للأبعاد ذات التفاوتات غير المحددة بواسطة معيار GOST 25670-83 ، والذي ينطبق على العناصر الملساء للأجزاء المعدنية المعالجة عن طريق القطع ، ويوصى به للأجزاء المعدنية المعالجة بطرق أخرى ، إذا تم تحديد التفاوتات في سجل عام.
يمكن تعيين الانحرافات الحدية غير المحددة للأبعاد الخطية ، باستثناء نصف قطر التدوير والشُطُر ، إما وفقًا لمؤهلات GOST 25346-82 ، أو وفقًا لفئات الدقة GOST 25670-83. يتم تعيين القيم العددية للانحرافات الحدية حسب فئات الدقة عن طريق تقريب تقريبي للقيم العددية للانحرافات حسب المؤهلات. في الجدول. يوضح الشكل 6.17 تطابقًا تقريبيًا بين فئات الدقة والمؤهلات.
يتم تعيين الانحرافات الحدية غير المحددة لأنصاف أقطار التدوير والشطب والزوايا اعتمادًا على فئة الجودة أو الدقة للانحرافات الحدية غير المحددة للأبعاد الخطية.
الجدول 6.17
الجدول 6.18
| الأبعاد الخطية وأنصاف أقطار الزاوية والشطب | زوايا | ||||||
| فاصل الحجم ، مم | حدود الانحرافات مم | الفاصل الزمني لأطوال الضلع الأصغر من الزاوية | حد الانحرافات | ||||
| الأبعاد الخطية | نصف قطر التقريب والشطب | انج. الوحدات | مم لكل 100 مم طول | ||||
| ± | ناقص ر 2 | +ر 2 | |||||
| 0.3 إلى 0.5 | - | - | - | ± 0.1 | إلى 10 | ± 10 | 1.8 ± |
| أكثر من 0.5 إلى 1 | ± 0.1 | ناقص 0.2 | +0.2 | ||||
| أكثر من 1 إلى 3 | ± 0.2 | ||||||
| أكثر من 3 إلى 6 | ± 0.1 | ناقص 0.2 | +0.2 | ± 0.3 | |||
| أكثر من 6 إلى 10 سنوات | ± 0.2 | ناقص 0.4 | +0.4 | ± 0.5 | أكثر من 10 إلى 40 | ± 30 بوصة | ± 0.9 |
| أكثر من 10 إلى 18 عامًا | |||||||
| أكبر من 18 إلى 30 عامًا | |||||||
| أكثر من 30 إلى 50 عامًا | ± 0.3 | ناقص 0.6 | +0.6 | ± 1 | أكثر من 40 إلى 160 | ± 20 ' | ± 0.6 |
| أكثر من 50 إلى 80 | |||||||
| أكثر من 80 إلى 120 | |||||||
| أكثر من 120 إلى 180 | ± 0.5 | ناقص | +1 | ± 2 | أكثر من 160 إلى 500 | ± 10 ' | ± 0.3 |
| أكثر من 180 إلى 250 | |||||||
| أكثر من 250 إلى 350 | |||||||
| أكثر من 350 إلى 400 | ± 0.8 | ناقص 1.6 | +1.6 | ± 1 | |||
| أكثر من 400 إلى 500 |
في الجدول. يوضح الشكل 6.18 قيم الانحرافات الحدية للأبعاد وفقًا لفئة الدقة "متوسط" GOST 25670-83.
مثال على نقش عام موصى به في رسومات المشاريع التعليمية: حدود غير محددة لانحرافات الأبعاد - حسب ح 14, ن 14 ، ± ر 2/2. يجب أن يؤخذ في الاعتبار أن مثل هذا الحل له ما يبرره للأبعاد الخطية للعناصر التي تم الحصول عليها عن طريق القطع. بالنسبة لمعظم الأحجام المجانية التي يتم الحصول عليها عن طريق الصب والختم والضغط ، قد يكون من المقبول الحصول على ترتيب متماثل لحقل التفاوتات لجميع الأحجام.
بعد الحجم الاسمي في الرسومات الرموز + ر، ناقص رو ± ر/ 2 لم يتم تعيينها. إذا لم يتم عمل نقش عام للتفاوتات الكبيرة ، فبعد الحجم الاسمي ، يجب الإشارة إلى مجال التسامح للتأهيل (على سبيل المثال ، 5 حأربعة عشرة). بالنسبة للأبعاد التي لا تتعلق بالأعمدة أو الثقوب ، في هذه الحالة يتم تعيين القيمة العددية فقط لحقل التفاوت الخاص بفئة الجودة أو الدقة بترتيب متماثل (على سبيل المثال ، 8 ± 0.18 أو 8 ± 0.2).
التفاوتات في شكل وموقع الأسطح.ترد المصطلحات والتعريفات الأساسية في GOST 24642-81. دعونا نقدم بعض منهم.
انحراف النموذج - أكبر مسافة من نقاط السطح الحقيقي (الملف الشخصي) إلى السطح المجاور (الملف الشخصي) على طول الخط الطبيعي إلى السطح المجاور (الملف الشخصي).
تحمل النموذج - أكبر قيمة مسموح بها لانحراف النموذج.
المحور المشترك هو خط مستقيم ، يكون لأكبر انحراف لمحاور العديد من الأسطح المدروسة للثورة ضمن طول هذه الأسطح قيمة دنيا.
الانحراف عن موازاة المستويات - الفرق بين أكبر وأصغر مسافات بين المستويات داخل المنطقة الطبيعية.
الانحراف عن المستوى - أكبر مسافة ∆ من نقاط السطح الحقيقي إلى المستوى المجاور داخل المنطقة المقيسة.
الجريان الشعاعي هو الفرق بين أكبر وأصغر المسافات من نقاط المظهر الجانبي الحقيقي لسطح الثورة إلى المحور الأساسي في مقطع بواسطة مستوى عمودي على محور القاعدة.
نهاية الجريان النهائي - الفرق بين أكبر وأصغر مسافات من نقاط المظهر الجانبي الحقيقي للسطح النهائي إلى المستوى العمودي على محور القاعدة.
الانحراف الموضعي - أكبر مسافة ∆ بين الموقع الفعلي للعنصر (مركزه أو محوره أو مستوى التناظر) وموقعه الاسمي داخل المنطقة الطبيعية.
موقف التسامح:
1) التسامح في الوضع القطري - ضعف القيمة القصوى المسموح بها للانحراف الموضعي للعنصر ؛
2) التسامح في تعبير نصف القطر - أكبر قيمة مسموح بها للانحراف الموضعي للعنصر.
التسامح المعتمد لموقع الثقوب الملساء - للمثبتات - يمكن تجاوز الحد الأدنى لقيمة التسامح ، ، في تصنيع المنتجات بمقدار يتوافق مع انحراف الحجم الفعلي للعنصر إلى أسفل من أكبر حد لحجم العنصر قضيب وأعلى من أصغر حجم ثقب محدد.
يتم تعيين التفاوتات لشكل وموقع السطح ، كقاعدة عامة ، فقط إذا كانت هذه الانحرافات يجب أن تكون أقل من تفاوت الحجم الخطي. عندما لا يتم تحديد تفاوتات الشكل والموقع ، فمن المفترض أن الانحرافات قد تقع ضمن التفاوت المسموح به للحجم الخطي.
تؤخذ طرق ترميز التفاوتات في شكل وموقع الأسطح في الاعتبار وفقًا للمعايير ST SEV 368-76 و GOST 2.308-79.
علامات بعض أنواع التسامح:
استقامة -
التسطيح
استدارة يا
اسطوانة / ○ /
موازى //
الموقف
عمودي ┴
تقاطعات المحور س
انتقام
فوز النهاية ،
نفاذ شعاعي
التماثل ÷
يتم إدخال العلامة والقيمة العددية للتسامح ، بالإضافة إلى تعيين القاعدة التي يتم إجراء القياس منها ، في إطار مصنوع بواسطة خطوط رفيعة صلبة أو خطوط من نفس السماكة مع أرقام. الإطار مقسم إلى مجالين أو ثلاثة حقول. في أولهما ، يتم إعطاء علامة التسامح ، في الثانية - قيمة التسامح بالمليمترات ، في الثالث (إذا كانت مهمة للغاية) - تعيين حرف القاعدة (القواعد) ، إذا كان الإطار غير متصل بالأسود المثلث المجاور للقاعدة.
على التين. يوضح الشكل 6.11 أبسط حالات تعيين التفاوتات. تشير علامة α إلى أن التسامح يعتمد. ارتفاع الأحرف داخل الإطارات والمثلثات متساوية الأضلاع السوداء يساوي ارتفاع أرقام الأبعاد. عرض الإطار ضعف ارتفاع الدبوس.
عند عمل ثقوب للمثبتات ، لا يمكن أن تكون المسافة بين محاور الثقوب الحقيقية في الأجزاء المراد ربطها ، مثل أي حجم خطي آخر ، مساوية للحجم الاسمي. عند تجميع الأجزاء ، لا تتم محاذاة هذه الثقوب تمامًا. إذا انحرف مركز المسافة من قيمة رمزيةفي الحد الأدنى ، يتم الحصول على أقرب تطابق للفتحات المتصلة ويتم وضع قضيب التثبيت (البراغي ، والمسامير ، والمسامير ، وما إلى ذلك) مع الخلوص المطلوب في الفجوة المتكونة.
يحدد GOST 14140-81 منهجية لتحديد التسامح الموضعي تيبعبارات قطرية ، أي ضعف المسافة القصوى المسموح بها بين الموقع الفعلي لمحور الحفرة وموقعها الاسمي. يحتوي على جداول وفقًا لقيمة هذا التسامح ، من الممكن تعيين الانحرافات المسموح بها للأبعاد التي تنسق محاور الثقوب.
أرز. 6.11
خشونة السطح.أي سطح جسم صلب، بغض النظر عن مدى الدقة وبغض النظر عن الطريقة التي يتم إجراؤها ، فهي تتميز بخشونة دقيقة. لا ينبغي الخلط بين هذه المخالفات والخشونة الكبيرة التي تشكل تموجًا وتشويهًا لشكل السطح (على سبيل المثال ، الانحراف عن التسطيح ، الأسطوانية ، إلخ).
مع زيادة عشرات ومئات المرات ، يتم تقديم ملف تعريف القسم (على سبيل المثال ، عادي للسطح الاسمي المحدد في الوثائق الفنية) في شكل مشابه لما هو موضح في الشكل. 6.12.
طول القاعدة إلتستخدم لتسليط الضوء على المخالفات التي تميز خشونة السطح. ضمن طول القاعدة إلالانحراف المعياري للملف الشخصي إلى خط الوسط ضئيل ؛ ذ- انحراف الملف الشخصي ؛ في ص- ارتفاع نتوء الملف الشخصي ، الخامسهو عمق تجويف الملف الشخصي.
يتم الحكم على خشونة السطح من خلال حجم وشكل المخالفات الدقيقة في القسم الطبيعي (GOST 25142-82).
يتم إجراء القياسات على طول القاعدة إلتم اختياره وفق منهجية معينة. يحدد GOST 2789-73 * عدة معايير للخشونة ، وأكثرها استخدامًا Rzو رع.
ارتفاع المخالفات الشخصية بمقدار عشر نقاط Rz- متوسط القيمة المطلقة لمجموع ارتفاعات أكبر خمس نتوءات للملف الجانبي وأعماق أكبر خمسة منحدرات المظهر الجانبي ضمن طول القاعدة (انظر الشكل 6.12):
الحساب يعني انحراف الملف الشخصي رع- الوسط الحسابي للقيم المطلقة لانحرافات الملف الشخصي ضمن الطول الأساسي:
رع= أو تقريبًا رع = .
في مشاريع التدريب ، إذا لم تكن هناك متطلبات خاصة لها ، فمن المستحسن أن تقتصر على الإشارة إلى واحد فقط من معلمتين خشونة السطح وقيمهما القصوى فقط لكل فئة من فئات الخشونة الـ 14 وفقًا لـ GOST 2789-73 * ، انظر الجدول. 6.11 (الرمز رعحذفت من التدوين).
يتم تعيين الخشونة وفقًا لمتطلبات الاتصال أو مظهر خارجيأجزاء أو من العملية التكنولوجية المختارة لتشكيل السطح. يجب تحديد الخشونة لجميع الأسطح التي تم إجراؤها وفقًا لهذا الرسم. في تسميات خشونة السطح ، يتم استخدام علامات من ثلاثة أنواع:
√ - عندما لا يتم تحديد طريقة الحصول على السطح (العلامة المفضلة) ؛
√ - عندما يتم تشكيلها عن طريق إزالة طبقة من المواد ؛
√ - عندما يتم الحصول على السطح دون إزالة طبقة من المادة أو عندما لا يتشكل هذا السطح وفقًا لهذا الرسم.
يشار إلى أبعاد اللافتة كما يلي:
أين ح- ارتفاع أرقام الأبعاد في الرسم ، ح = 1.5 ح. يتم وضع العلامة بنقطة على السطح المحدد بالخارج على المادة أو (أيضًا) على خط الامتداد من هذا السطح. يتم تحديد المعلمة وقيمتها وفقًا للشكل. 6.13 ، أ ، ب.
الجدول 6.19
| فئة الخشونة | الحد الأقصى لقيمة المعلمة وفقًا لـ GOST 2789-73 * |
| Rz 320 | |
| Rz 160 | |
| Rz 80 | |
| Rz 40 | |
| Rz 20 | |
| 2.5 | |
| 1.25 | |
| 0.63 | |
| 0.32 | |
| 0.16 | |
| 0.08 | |
| 0.04 | |
| Rz 0.1 | |
| Rz 0.05 |
إذا كان لعدد كبير من الأسطح نفس الخشونة ، في الزاوية اليمنى العليا من الرسم ، يكون التعيين مشابهًا لذلك الموضح في الشكل. 6.13 ، د. هذا يعني أن الأسطح التي لم يتم تحديد خشونة الرسم لها يجب ألا تكون أكثر خشونة. Rz 40.
بالنسبة للفتحات الصغيرة ، يتم تحديد الخشونة على خط القياس (انظر أيضًا الشكل 6.13).
تم تحديد تحديد الخشونة بالتفصيل في GOST 2.309-85.
أ ب ج
أرز. 6.13
توصيات لاختيار النوبات ومجالات التحمل وخشونة السطح.يتم ضمان الجودة العالية والموثوقية للمنتج بأكمله وكل جزء منه إلى حد كبير الاختيار الصحيحالتفاوتات في التصنيع وخشونة السطح للأجزاء.
للحصول على جودة أو أخرى للأسطح ، على سبيل المثال ، توفير الخصائص الضرورية لأجزاء التزاوج ، يتم استخدام عمليات تكنولوجية مختلفة. في الجدول. يوضح 6.20 إمكانيات عمليات التشكيل لكل من الأسطح غير المترافقة والمتزاوجة للأجزاء المعدنية. عند التزاوج بين جزأين ، فإن استخدام الانحرافات الأساسية من لكن(أ) قبل جي(ز) يجعل من الممكن الهبوط مع وجود فجوة ، من ي(ي) قبل ن(ن) - انتقالي من ص(ص) قبل ض(x) مع التوتر. من أجل تقليل تعقيد وتكلفة المنتجات في المؤسسات ، فإن عدد عمليات الإنزال المستخدمة محدودة. في تصنيع الأجزاء المعدنية للمعدات الإلكترونية للوصلات الثابتة ، يتناسب التداخل مثل ح 7 / r6 ، ح 8 / S7 ، لأجزاء الألياف الزجاجية - ح 8/ش 8. تجدر الإشارة إلى أنه بالنسبة للوصلات الثابتة للأجزاء البلاستيكية ، يوصى باستخدام التركيبات الانتقالية فقط من النوع ح 8/ل 8, ح 9/ل 9, ح 10/ل 10. الهبوط الخشنة من الدرجة 11 لا ينصح.
الجدول 6.20
| العملية التكنولوجية | دقة الأبعاد الخطية والمؤهلات | خشونة | ||||
| عادي | زيادة | |||||
| يصب | في قوالب الرمل | Rz 160 | ||||
| نماذج الشمع المفقودة | Rz 20 | |||||
| في قالب البرد | Rz 40 | |||||
| تحت الضغط | Rz 20 | |||||
| ختم بارد | قطع | أقطار | Rz 40 | |||
| أطوال | ||||||
| الحواف | ||||||
| مع اكتساح | 2,5 | |||||
| الانحناء | ± ر 3 */2 | ± ر 2 */2 | ||||
| تحول | 12…14 | Rz 20…0,63 | ||||
| طحن | 12…14 | Rz 40…0,63 | ||||
| قطع المخزون | طحن | 2,5…0,16 | ||||
| حفر | Rz 40 | |||||
| تعيين | 0,63 | |||||
| حفرة مملة | ||||||
| تحمل الشكل والموقع ، مم | ||||||
| الأسطح المرجعية المسطحة | 0.05… 0.03 // 0.1… 0.02 ┴ 0.1… 0.05 لكل 100 مم | 2,5 | ||||
* على الرسم بيان القيمة العددية.
يجب أن تحتوي جميع الأسطح المعدنية المتزاوجة على خشونة ليست أكثر خشونة من الصنف 6 ( رع 2.5) ؛ عادةً ما يكون عدم المطابقة في عبوات الدوائر الدقيقة ومنتجات أشباه الموصلات الأخرى من الفئة 5 ( ص 20). عند نقطة التلامس مع الزجاج ، يجب أن يحتوي السطح المعدني على درجة نظافة من 5 إلى 7 ( Rz 20 … - رع 1.25).
عادة ما تكون خشونة الزجاج 25 ميكرون (الدرجة الخامسة وبشكل أكثر دقة) ، وخشونة الأجزاء البلاستيكية هي 6-9 فئات. أجزاء السيراميك والسيرميت بعد التلبيد لها أبعاد بتفاوتات تتراوح من 10 إلى 12 درجة وخشونة السطح رع 2,5.
في تصنيع أجهزة أشباه الموصلات والدوائر الدقيقة ، يتم وضع متطلبات عالية على نظافة أسطح وسادات التلامس لتوصيل الخيوط (يجب أن تكون على الأقل من 8 إلى 9 درجات ( رع 0.63 ... 0.32) وخاصة عالية - نظافة سطح الركائز ، والتي بعد التلميع يجب أن تتوافق مع الفئة 14 ( Rz 0.05).
في حالات الإنتاج ذات الأهمية القصوى ، تنص الرسومات على تفاوتات لشكل وموقع السطح ، وهي جزء من تفاوت الحجم: في مفاصل الدقة العادية "60٪ ؛ في الوصلات ذات الدقة المتزايدة "40٪ ؛ في المفاصل عالية الدقة "25٪. بالنسبة للأسطح الأسطوانية ، فإن تفاوت الشكل يحد من انحرافات نصف القطر وبالتالي يصل إلى 30 و 20 و 12٪ من تفاوت الحجم ، على التوالي.
الأسئلة المطروحة في المحاضرة:6.1 مفاهيم أساسية
6.2 نظام التسامح لأصحاب أسطوانية ناعمة
6.3 تعيين مجالات التسامح وتوصيات للاختيار
مؤهلات
6.4 رسم حدود الانحرافات على الرسومات
6.5 حول التحمل المعتمد
6.7 التفاوتات في الخيوط المترية
6.8 موقع مجالات التسامح ودرجات الدقة و
التعيينات
6.9 مجالات التسامح
6.10 التفاوتات في التروس المحفزة
6.1 مفاهيم أساسية
تسمح القابلية للتبادل بالاستبدال الكاملالأجزاء والتجمعات من أي أجزاء وتجميعات مماثلة ، لا
انتهاك شروط تشغيل آلة أو جهاز ، آلية ، إلخ.
تضمن القابلية الكاملة للتبادل تجميع الآليات
والمعدات دون أي عمليات صقل وتعديل
أو تنظيم التفاصيل (أي لجميع المعلمات المحددة).
مع إمكانية التبادل الكامل ، الأجزاء الفردية أو التجميعات
نصل إلى خطوط التجميع ، والتي من خلالها انتهى
منتجات. قابلية التبادل غير المكتملة ، عندما تكون للأفراد
المعلمات والأجزاء والتجمعات غير قابلة للتبديل.
النظام الدولي الموحد للتسامح والإنزال هو
شرط الأمان:
قابلية تبادل الأجزاء والتجمعات والآلات ؛
التنفيذ الموحد للوثائق الفنية ؛
أسطول واحد من الأدوات والكوادر والأبعاد الأخرى
المعدات التكنولوجية. في بالقطعدفعات من الأجزاء المتجانسة
من المستحيل الحصول على نفس الحجم بالضبط.
سيكون لكل عنصر أبعاد مختلفة قليلاً عن
اخر.
أسباب انحراف الحجم مختلفة. يعتمدون عليها
جودة المواد ، وارتداء الأدوات والتجهيزات ،
شروط لقط في المباراة ، تقلبات درجات الحرارة أثناء
المعالجة ، إلخ.
الانحراف البعدي مهم جدا
ربط الأجزاء ببعضها البعض. مع التكنولوجيا الحديثة ،
عندما يتم تصنيع الآليات والمعدات على نطاق واسع
يستخدم نقل الإنتاج ، أجزاء التزاوج
يجب تجميعها مع بعضها البعض دون إضافات
تجهيزها وتركيبها فوق الجسر.
تقلبات حتمية في الحجم والشخصية المختلفة
يتم تلخيص الوصلات في نظام واحد للتفاوتات وعمليات الإنزال.
6.2 نظام التسامح لأصحاب أسطوانية ناعمة
النظامان الرئيسيان هما نظامان هبوط: النظامالثقوب ونظام العمود.
يتميز نظام الفتحة بحقيقة أنه موجود فيه للجميع
يشار إلى عمليات الإنزال بنفس الجودة من الدقة
ونفس القطر الاسمي ، والحد من أحجام الفتحات
تظل ثابتة ، ويتم تحقيق عمليات إنزال مختلفة
تغيير مناظر في الأبعاد المحددة للعمود.
حجم الاتصال الاسمي هو الأصغر
حد حجم الحفرة.
يتميز نظام العمود بحقيقة أنه يحتوي على جميع عمليات الإنزال
من نفس نوعية الدقة المشار إليها
نفس القطر الاسمي ، تبقى الأبعاد المحددة للعمود
ثابت ، ويتم تحقيق طبيعة مختلفة من الاتصال
تغيير مناظر في الأبعاد المحدودة للفتحة.
حجم الاتصال الاسمي هو الأكبر
حد حجم رمح. في جميع عمليات الإنزال القياسية للنظام
حفرة الانحراف السفلي للفتحة صفر. يعد إجراء التوصيلات في نظام الفتحات أكثر اقتصادا مما هو عليه في
نظام رمح ، عدد التدريبات ، موسعات الثقوب و
دبابيس ، لذلك تلقى هذا النظام في الهندسة الميكانيكية
التوزيع السائد.
يستخدم نظام العمود فقط في الحالات التي يكون فيها العمود
المنتج النهائي لأسباب تكنولوجية.
للحصول على أجزاء قابلة للتبديل ، من الضروري ذلك
كانت الانحرافات في أبعادها ضمن الحدود الموضحة في الرسم.
الحجم الاسمي هو الحجم الرئيسي المحسوب (الشكل 6.1).
أرز. 6.2 - مخطط الاتصال 6.3 - مخطط اتصال مع فجوة. مع سحب.
الحجم الفعلي هو ذلكتم الحصول عليها عن طريق القياس المباشر.
أحجام الحدود تسمى أحجام بين
والتي قد تتقلب الحجم الفعلي. واحد من
منهم يسمى أكبر حد للحجم ، والآخر -
الأقل.
التسامح هو الفرق بين أكبر و
أصغر الحدود.
الانحراف العلوي هو الفرق بين الأكبر
والحجم والحجم الاسمي.
الانحراف الأدنى هو الفرق بين الأصغر
الحد من الحجم والحجم الاسمي.
الفجوة هي الفرق الإيجابي بين القطر
الحفرة والعمود ، وخلق حرية قريبهم
حركات (الشكل 6.2)
الفجوة الأكبر هي الفرق بين الأكبر
تحديد حجم الثقب وأصغر حد
حجم رمح. أصغر فجوة هي الفرق بين الأصغر
تحديد حجم الفتحة والحد الأكبر
حجم رمح.
التحميل المسبق هو الفرق السلبي بين القطر
قطر الفتحة والعمود قبل التجميع ، وخلق بعد التجميع
التوصيلات الثابتة (الشكل 6.3).
يسمى أكبر تداخل (بالقيمة المطلقة)
الفرق بين أصغر حجم ثقب و
أكبر حجم رمح.
يسمى التداخل الأصغر (بالقيمة المطلقة)
الفرق بين أكبر حد لحجم الفتحة و
أصغر حجم رمح.
كلا أجزاء التوصيل لها رمح رمزي وحجم تجويف
يجب أن تكون هي نفسها. يطلق عليه الحجم الاسمي.
روابط.
يحدد الهبوط طبيعة اتصال اثنين مدرجين فيه
تفاصيل أخرى ويقدم إلى حد ما بسبب
الاختلاف في الأبعاد الفعلية للأجزاء ، حرية أقاربهم
حركة أو قوة اتصالهم الثابت. في المقابل ، يتم تقسيم كل نظام إلى مؤهلات.
يختلف عدد المؤهلات حسب النطاق
الأحجام الاسمية.
الجودة - مجموعة من التفاوتات المقابلة ل
نفس درجة الدقة لجميع الأحجام الاسمية.
يتم تعيين التحديدات من مجالات التسامح لعناصر التزاوج
تختلف عن النطاقات الثلاثة ذات الأحجام الاسمية.
فيما يلي نطاقات الأحجام المقبولة وما يقابلها
مؤهلاتهم.
للأحجام:
أ) صغير - حتى 1 مم ، يتم قبول 15 مؤهلًا من 01 ، 0 ، 1 ، 2 ، ... 13.
ب) متوسطة - من 1 إلى 500 مم يتم قبول 19 مؤهل
من 01 ، 0 ، 1 ، 2 ، ... 17.
ج) كبير - يتم قبول مؤهلات أكثر من 500 مم 19
من 01 ، 0 ، 1 ، 2 ، ... 17.
جميع الأحجام من 1 إلى 500 مم مقسمة إلى 12 فاصل زمني. داخل
يتم قبول كل التفاوتات والانحرافات الفاصلة لجميع الأحجام
نفس الشيء. يتم حسابها من متوسط قطر معين
فترة. هناك 17 إلى 19 فاصل زمني لنوبات التداخل. هذا هو
فعل ذلك بحيث لا تحصل على الأحجام القصوى من الفاصل الزمني
الكثير من التوتر. لمنع التنوع غير المعقول في التفاوتات
والمزارع وتحسين الأداء الاقتصادي
يتم تعيين التسلسل التالي لاختيار المجال
التسامح:
1. قم بتطبيق الهوامش المفضلة أولاً
التسامح؛
2. إذا كان من المستحيل تقديم بناءة و
المتطلبات التكنولوجية بسبب المجالات المفضلة
التحمل ، مجالات التسامح الأخرى من الرئيسية
اختيار؛
3. في الحالات الفردية المبررة فنياً إذا
تطبيق مجالات التسامح للاختيار الرئيسي لا يمكن
تلبية متطلبات المنتج
مسموح بحقول تفاوت إضافية.
صفوف مجالات التسامح من التحديد الرئيسي ، على وجه الخصوص
مفضل ومتوافق بشكل جيد مع توصية ISO
1829 – 70.جميع النوبات ، سواء في نظام الفتحة أو في نظام العمود
تنقسم إلى ثلاث مجموعات:
هبوط مع وجود فجوة تتميز بوجودها بين
أسطح تزاوج مضمونة (أصغر)
فجوة توفر إمكانية نسبي
الأجزاء المتحركة. تتضمن هذه المجموعة أيضًا منزلقًا
عمليات الإنزال التي تكون أصغر فجوة عندها صفرًا ؛
تناسب التداخل الذي يتميز بوجوده بين
سطوح التزاوج قبل تجميع مضمونة
(الأقل) ضيق يمنع النسبي
أجزاء متحركة بعد التجميع ؛
عمليات الهبوط الانتقالية ، مما يسمح بالثغرات والضيق.
الهبوط الانتقالي هو الهبوط الذي يمكنك فيه
الحصول على كل من التخليص والتحميل المسبق. هم مخصصون ل
توصيلات ثابتة ولكن قابلة للفصل وتوفيرها
تمركز أجزاء التزاوج بشكل جيد.
قائمة وتسميات جميع عمليات الإنزال المقبولة في مختلف
المؤهلات ، راجع STSEV 144 - 75 ، STSEV 145 - 75 ، أو
الأدب المرجعي. 6.3 تعيين مجالات التسامح وتوصيات للاختيار
مؤهلات
موضع حقل التسامح بالنسبة إلى خط الصفر ،
اعتمادًا على الحجم الاسمي ، المشار إليه في نظام ISO
حروف الأبجدية اللاتينية: حرف كبير للفتحة و
أحرف صغيرة للعمود.
يشار إلى مجال تحمل الفتحة الرئيسية في نظام ISO
الحرف H والعمود الرئيسي h. مجالات التسامح للأعمدة j و j و k و m و n و
الثقوب J ، J ، K ، M ، N مصممة لتشكيل الرئيسي
هبوط انتقالي.
للمصمم عند اختيار جودة الاتصال ونوع الهبوط
بحاجة إلى معرفة:
طبيعة الاقتران الضرورية ؛
ظروف التشغيل: الاهتزازات ، عمر الخدمة ، التقلبات
درجة الحرارة ، وما إلى ذلك ؛
ضمان التبادلية ؛
تكلفة التصنيع. الصفات 01 ، 0 ، 1 مخصصة لكتل القياس.
الصفات من الثاني إلى الرابع - للمنتجات عالية الدقة.
في المؤهلات من الخامس إلى الثالث عشر ، يتم إعطاء التفاوتات للتزاوج
أحجام الأجزاء.
تنطبق الصفات من 12 إلى 17 على غير المصحوبين
أحجام الأجزاء.
ليس كل شيء الإجمالي
المؤهلات (في النطاق من 12 إلى 17). في المقام الأول
من المستحسن النظر في الحد
حد الانحرافات لمؤهلات 12 و 14 و 16.
التسامح للمؤهلات 13 و 15 و 17 في الممارسة الأجنبية
يتم اختياره بشكل أقل تكرارًا ، تمامًا كما هو الحال في صناعتنا.
بالنسبة للأحجام غير المتوافقة غير المسؤولة ، فمن المستحسن
اقبل الترتيب التالي لحقول التسامح:
للفتحات - زائد (يشار إليه بالحرف H) ؛
للأعمدة - ناقص (يشار إليه بالحرف h) ؛
للأحجام غير المتعلقة بالثقوب والأعمدة -
متماثل (يُشار إليه بواسطة JT / 2 أو t / 2).
6.4 رسم حدود الانحرافات على الرسومات
يمكن تحديد الانحرافات القصوى للأبعاد الخطيةعلى الرسومات بإحدى الطرق الثلاث:
1. رموز مجالات التسامح وفقًا لـ STSEV 145 - 75 ،
على سبيل المثال 18H7، 12e8؛
2. القيم العددية للانحرافات الحدية ، على سبيل المثال 18 ،
12 ;
3. رموز مجالات التسامح مع إشارة إلى اليمين
بين قوسين القيم العددية لانحرافات الحد ،
على سبيل المثال 18H7 (0.018) ، 12e8 ().
اختيار طريقة أو أخرى لتطبيق الحد
يمكن أن تكون الانحرافات التنظيمية والتقنية محدودة
وثائق الصناعة.
يجب الإشارة إلى حدود الانحرافات في الأبعاد
مباشرة بعد الأبعاد الاسمية. سجل عام لأقصى انحرافات الأبعاد مع
يجب أن تحتوي التفاوتات غير المحددة على شرطية
تعيين حدود الانحرافات للأبعاد الخطية في
وفقًا لـ GOST 23346-82 (للانحرافات في المؤهلات)
أو وفقًا لـ GOST 25670 - 83 (للانحرافات حسب فئات الدقة).
متماثل حد الانحرافات المعينة وفقا ل
يجب تعيين المؤهلات JT / 2 مع الرقم
جودة.
تعيينات الانحرافات الحد من جانب واحد ل
المؤهلات المخصصة فقط للفتحات والأعمدة المستديرة
تستكمل بعلامة القطر ().
أمثلة من السجلات العامة المقابلة لخيارات GOST
25670 - 83 لـ 14 فئة جودة أو دقة ترد في
الطاولة.
ملحوظة. يسمح للتسجيل عن حد غير محدد
تكمل الانحرافات البعدية بكلمات تفسيرية ،
علي سبيل المثال:
"الانحرافات الحدية غير المحددة للأبعاد: H14، h14، t / 2".
يظهر مثال على رمز التفاوتات والتناسب في الرسومات في نظام الفتحة والعمود في الشكل. 6.4 العلوي
يشير التعيين إلى نظام الفتحة ، ويشير الرمز السفلي إلى النظامالفتحة.
فتحتان غير واحدة أو أكثر متصلة بقواعد متصلة بقواعد
اثنين من الثقوبمرتبط بقاعدة
رقم متغير
1
2
3
ثقب واحد أو أكثر
ذات الصلة بقاعدة
مثال على التسجيل الشرطي
التعيينات
H14 ، h14 ، t / 2 أو H14 ، h14 ، JT14 / 2
+ t، –t، t / 2
ر / 2 أو JT14 / 2
أرز. 6.6 - ثلاثة ثقوب أو أكثر غير متصلة بالقواعد
6.5 حول التحمل المعتمد
المعال هو التسامح الموقع ، وقيمتهلا يعتمد فقط على حد الانحراف المحدد ، ولكن أيضًا على
الأبعاد الفعلية للأسطح المدروسة.
بمعنى آخر ، ترتبط تفاوتات الموقع التابعة بـ
الفجوات بين أسطح التزاوج. البناء
مطلوب لوضع الحد الأدنى للقيم على الرسم
التفاوتات المقابلة لأصغر فجوات ممكنة
(انظر الشكل 6.5).
6.6 تسميات للانحرافات في شكل وموقع الأسطح
في رمزبيانات التسامحيشار إلى أشكال وترتيبات الأسطح في
إطار مستطيل ، مقسم إلى جزأين أو ثلاثة أجزاء
التي توضع:
في الأول - علامة الانحراف.
في الثانية - أقصى انحراف بالمليمترات ؛
في الثالث - تعيين حرف للقاعدة أو غير ذلك
السطح الذي يتعلق به انحراف الموقع ؛
إذا كانت هناك عدة قواعد ، فقم بإدخال جميع تسمياتها.
يجب أن يتجاوز ارتفاع الإطار حجم الخط بمقدار 2-3 مم.
لا يجوز عبور الإطار بأي خطوط. الإطار
وضعت أفقيا. أساس التطبيع والانحراف الكمي
شكل وترتيب الأسطح هو المبدأ
الخطوط والأسطح والقطاعات المتجاورة.
السطح الاسمي هو السطح المثالي ،
أبعادها وشكلها يتوافق مع المحدد
الأبعاد الاسمية والشكل الاسمي.
سطح مجاور - سطح له
شكل السطح الاسمي الملامس
سطح حقيقي ويقع في الخارج
الجزء المادي بحيث يكون الانحراف عن أقصى حد له
نقطة بعيدة إلى السطح الحقيقي في الداخل
كان للمنطقة الطبيعية قيمة دنيا.
لقياس انحرافات الشكل المجاورة
الأسطح تطبق أسطح التحكم
لوحات ، تقويمات ، مقاييس.
شكل الانحراف هو شكل الانحراف الحقيقي
عنصر من الشكل الاسمي ، مقدرة
أكبر مسافة من نقاط العنصر الحقيقي
عادي للعنصر المجاور. تحمل النموذج هو أكبر قيمة انحراف
الشكل ، أي أكبر مسافة من نقاط الحقيقي
إلى السطح المجاور على طول الخط الطبيعي.
انحراف السطح هو
انحراف الموقع الفعلي للعنصر
تعتبر السطح أو المحور أو المستوى
التناظر من الموقع الاسمي.
لتقييم دقة موقع السطح
تعيين قاعدة.
القاعدة عبارة عن سطح ، أو مولده ، أو نقطة ،
تحديد ربط الأجزاء بمستوى أو محور ،
النسبية التي تم تحديد تفاوتات الموقع.
إذا كانت القاعدة عبارة عن سطح دوراني أو خيط ،
ثم يتم أخذ المحور كقاعدة.
التسامح الموقع هو الحد الذي يحد
القيمة المسموح بها لانحرافات الموقع
الأسطح. القيم العددية لانحرافات الشكل والموقع
يتم اختيار الأسطح وفقًا لـ GOST 24643-81. تم التثبيت 16
درجات دقة شكل وترتيب الأسطح.
خشونة السطح
يتم الحصول على الأسطح عن طريق المعالجة على قطع المعادن
الآلات ، أو لديها نتوءات بالتناوب و
المنخفضات ذات الارتفاعات والأشكال المختلفة والصغيرة نسبيًا
أبعاد في الارتفاع والملعب. خشونة السطح في
جنبا إلى جنب مع خصائص أخرى تحدد الدولة
السطح وهو ، جنبًا إلى جنب مع دقة النموذج ، أحد
الخصائص الهندسية الأساسية لجودة السطح
خشونة السطح عبارة عن مجموعة من المخالفات
طول القاعدة. خشونة السطح عبارة عن مجموعة من المخالفات
الأسطح بخطوات صغيرة نسبيًا بداخلها
طول القاعدة.
خشونة السطح بغض النظر عن المادة والطريقة
يمكن تقييم التصنيع بواحد أو أكثر
المعلمات:
را - الحسابي يعني الانحراف ،
Rz هو ارتفاع مخالفات المظهر الجانبي بمقدار 10 نقاط (5
العروض و 5 مجوف) ،
Rmax هو أقصى ارتفاع للمخالفات ،
Smin - متوسط خطوة المخالفات ،
S هي متوسط درجة النتوءات المحلية ،
tp هو الطول المرجعي النسبي للملف الشخصي.
تمثل المعلمة Ra المعلومات الأكثر اكتمالا
هي المعلمات الرئيسية لارتفاع الخشونة
ويتم تعيينه لجميع المصاريف والمعالجة البحتة
الأسطح غير المتجاورة للأجزاء. يتم تحديد متطلبات خشونة السطح بواسطة
تحديد معامل الخشونة (أو عدة
المعلمات) ، قيمتها العددية (الأكبر ،
الأصغر ، الاسمي) ، وكذلك ، إذا لزم الأمر ،
طول القاعدة واتجاه المخالفات.
وفقًا لـ GOST 2.309-73 (مع التعديل رقم 3 لعام 2002)
يشار إلى خشونة السطح على الرسم للجميع
أسطح الجزء التي يتم إجراؤها وفقًا لهذا الرسم.
6.7 التفاوتات في الخيوط المترية
يتم تطبيق التفاوتات في الخيوط المترية وفقًا لـ GOST 16093-70للخيوط المترية بأقطار 1-600 مم مع الملف الشخصي و
الأبعاد الأساسية وفقًا لـ GOST 9150-59.
المعيار يحدد انحرافات الحد من الخيوط في
هبوط انزلاقي مع وجود فجوات.
6.8 موقع مجالات التسامح ودرجات الدقة و
التعيينات موقع حقول تحمل مؤشر الترابط بالنسبة للاسمية
يتم تحديد الملف الشخصي من خلال الانحراف الرئيسي - الانحراف العلوي للبراغي و
أسفل - للمكسرات.
تم تطوير GOST مع مراعاة توصيات ISO R965 و CMEA RS2272-69.
يتم إنشاء السلسلة التالية من العلاقات الأساسية
أحرف الأبجدية اللاتينية (صغيرة - للإشارة إلى الترباس والعاصمة - لـ
صواميل): لخيوط البراغي - ح ، ز ، هـ ، د ؛ لخيوط الجوز - H ، G.
تم تحديد درجات القوة التالية ، والتي تحدد التفاوتات
أقطار الخيوط من البراغي والصواميل والمشار إليها بالأرقام:
أقطار البرغي:
درجة من الدقة
خارجي
4; 6;
8;
معدل
4; 6;
7; 8
أقطار الجوز:
درجة من الدقة
الداخلية
5;
6; 7;
معدل
4; 5;
6; 7.
يتكون تعيين مجال تحمل قطر الخيط من رقم ،
تشير إلى درجة الدقة ، ورسالة تدل على الرئيسي
انحراف.
على سبيل المثال: 6 ساعات ، 6 جم ، 6 ساعات. يتكون تعيين حقل تفاوت مؤشر الترابط من تعيين الحقل
وضع التسامح لمتوسط القطر في المقام الأول ، و
تعيين مجال التسامح للقطر الخارجي للبراغي و
داخلي - للمكسرات.
علي سبيل المثال: إذا كان تعيين مجال التسامح للقطر عند قمم الخيط
يتزامن مع تعيين مجال التسامح لمتوسط القطر ، ثم يكون فيه
يتم تكرار تعيين مجال التسامح لخيط HC.
علي سبيل المثال:
يتبع تعيين تحمل الخيط تعيين الحجم
الخيوط.
أمثلة على تعيين مجالات التسامح:
خيوط الملعب الخشنة - مسامير M12 - 6 جم ؛ المكسرات M12 - 6H ؛
خيوط خطوة دقيقة - مسامير M12 1 - 6g ؛ المكسرات M12 1 - 6H ؛
مسامير مع تقريب إلزامي للتجويف - M12 - g - R.
تتم الإشارة إلى تركيبات الأجزاء الملولبة بكسر في البسط
تشير إلى تسمية مجال تحمل الجوز ، وفي المقام -
تعيين مجال تحمل الترباس.
على سبيل المثال: M12-6H / 6g ؛ M12 1 - 6H / 6g.
6.9 مجالات التسامح
مجالات التسامح الموضوعفئة الدقة
دقيق
البراغي
المكسرات
4 ح
4H5H
معدل
6 ح ؛ 6 ز ؛ 6 هـ ؛ 6 د
5H6H ؛ 6 ح ؛ 6 ز
وفقا لمتطلبات دقة الخيوط
يتم إنشاء الوصلات وحقول التسامح للمسامير والصواميل في ثلاث فئات دقة:
ناعم ومتوسط وخشن.
توفر التوصية ISO R965 الإرشادات التالية حول اختيار الفئات
صحة:
فئة "دقيقة" - للخيوط الدقيقة ، عند الحد الأدنى
تقلب في طبيعة الهبوط ؛
فئة "متوسطة" - للاستخدام العام ؛
فئة "خشنة" - للحالات التي قد يكون فيها إنتاج
صعوبات ، على سبيل المثال ، للخيوط على قضبان مدرفلة على الساخن أو طويلة
ثقوب عمياء.
في الحالات المبررة ، يُسمح بتطبيق حقول التسامح التي
تتكون من مجموعة من مجالات التسامح من فئات دقة مختلفة في المتوسط
قطر وقطر الإسقاطات (القطر الخارجي للبراغي أو القطر الداخلي
قطر الجوز). على سبيل المثال: للمسامير - 4 س 6 ح ؛ 8 ساعات و 6 ساعات 8 جم 6 جم ؛ للمكسرات - 5H ، 7H6H.
6.10 التفاوتات في التروس المحفزة
يتم تنظيم دقة تصنيع التروسGOST ذات الصلة التي توفر لهم
تقديرية عشرين درجة دقة ولكل منها
المعايير المعمول بها للدقة الحركية والنعومة
عمل وملامسة أسنان العجلات والتروس.
أدق الدرجات 1 - 3 تُترك على أنها واعدة ، و
الصفوف 11 و 12 للتروس الخشنة والتفاوتات في
لم يتم تحديد أطول وقت.
تحدد معايير الدقة الحركية قيمة الإجمالي
خطأ في زاوية دوران ترس العجلة المدفوعة
لثورة واحدة للقائد.
تحدد قواعد التشغيل السلس للعجلة القيمة
مكونات الخطأ الكلي لزاوية دوران العبد
العتاد ، يتكرر عدة مرات في ثورة واحدة.
تحدد معايير ملامسة الأسنان مدى اكتمال ملاءمة الجانب
أسطح تزاوج أسنان العجلات في عملية الحركة
أسنان الإرسال. قواعد الموافقات الجانبية في التروس غير المنظمة
مسافات مركز إلى مركز (في حالة الغياب
محددات ومعوضات رد الفعل العكسي) تحدد القيم
حركات ميتة.
يجب أن تحتوي عجلات التروس الخاصة بآليات النقل على 7
(حتى V = 10 م / ث) أو السابعة (حتى V = 6 م / ث) درجة الدقة. في
زيادة متطلبات دقة الحركة
عجلات مصنوعة من الدرجة السادسة من الدقة.
بالنسبة للتروس الأسطوانية وفقًا للمواصفة STSEV 642 - 77 (عند m<1 мм)
تم إنشاء خمسة أنواع من الأصحاب: H و G و F و E و D ،
تحديد قيمة الخلوص الجانبي المضمون j min
(الشكل 6 أ) وأربعة أنواع من التفاوتات الخاصة به T ، المشار إليها في
ترتيب تصاعدي h ، g ، f ، e. يستخدم التسامح ل
رفقاء E و D.
يحدد STSEV 641-77 (عند م 1 مم) ستة أنواع
الاصحاب: H ، E ، D ، C ، B ، A (الشكل 6 ، ب) وثمانية أنواع
تفاوتات التخليص الجانبي T: h، d، c، b، a، x، y، z.
أرز. 6.6 - أنواع الواجهات وقيمة الخلوص الجانبي المضمون في الإرسال عند m<1 мм(а) и m>1 مم (ب).
أرز. 6.6 - أنواع الإقتران والقيم المضمونةالخلوص الجانبي في ناقل الحركة عند m<1 мм(а) и m>1 مم (ب). التزاوج H له خلوص جانبي مضمون j min = 0.
تعتمد الأخطاء في تصنيع التروس على
درجة محددة من الدقة. يتم تحديد التخليص الجانبي
نوع الاقتران حسب معايير كل نوع.
التروس مع وحدة م<1 и нерегулируемым расположением осей,
الحصول على الدرجة السابعة من الدقة ، وفقًا لجميع المعايير الثلاثة مع
تم تخصيص العجلات على النحو التالي: 7– G (STSEV 642 -
77) ؛ عند م 1 مم ، نفس درجة الدقة والاقتران D: 7 - D (STSEV
641 – 77).
في التروس التي تستخدم مواد مختلفة للجسم
والتروس وتعمل مع اهتزازات كبيرة
درجات الحرارة ، واجهات مع خلوص مضمون مطلوبة ،
باستثناء تشويش ناقل الحركة مع انخفاض في المركز
المسافات.
للتروس ذات نظام درجة حرارة ثابتة ، مع
نفس معامل درجة الحرارة للتمدد الخطي
السكن والتروس ، استخدم واجهة H.
في التروس العكسية ، يؤدي وجود خلوص جانبي إلى حدوث خطأ
حركة عجلة القيادة ، فضلا عن مظهر إضافي
الأحمال الديناميكية ، والتي غالبًا ما تكون غير مرغوب فيها.
الأبعاد على الرسومات
مقدمة
في بيئة الإنتاج الضخم ، من المهم التأكد التبادلية نفس التفاصيل. تتيح لك إمكانية التبادل استبدال قطعة غيار مكسورة أثناء تشغيل الآلية. يجب أن يتطابق الجزء الجديد تمامًا مع الجزء المستبدل من حيث الحجم والشكل.
الشرط الرئيسي للتبادل هو تصنيع جزء بدقة معينة. ما يجب أن تكون دقة تصنيع القطعة ، وضح على الرسومات انحرافات الحد المسموح بها.
يتم استدعاء الأسطح التي تتصل بها الأجزاء مترافق . فيما يتعلق بجزئين مدرجين أحدهما في الآخر ، يتميز السطح الأنثوي والآخر المغطى. الأكثر شيوعًا في الهندسة الميكانيكية هي الوصلات ذات الأسطح المتوازية الأسطوانية والمسطحة. في الوصلة الأسطوانية ، يغطي سطح الفتحة سطح العمود (الشكل 1 ، أ). يسمى السطح المحيط الفجوة تغطي - الفتحة . نفس هذه الشروط الفجوة و الفتحة تستخدم تقليديًا للإشارة إلى أي أسطح مغطاة ومغطاة غير أسطوانية أخرى (الشكل 1 ، ب).
أرز. 1. شرح المصطلحات الفجوة و الفتحة
هبوط
تتكون أي عملية تجميع للأجزاء من الحاجة إلى الاتصال أو ، كما يقولون ، مصنعتفصيل إلى آخر. ومن هنا ، في التكنولوجيا ، التعبير هبوط للإشارة إلى طبيعة اتصال الأجزاء.
تحت المصطلح هبوط فهم درجة تنقل الأجزاء المجمعة بالنسبة لبعضها البعض.
هناك ثلاث مجموعات من عمليات الإنزال: مع فجوة ، مع تداخل مناسب وانتقالية.
الهبوط مع التخليص
الفارق قم باستدعاء الفرق بين أحجام الفتحة D والعمود d ، إذا كان حجم الفتحة أكبر من حجم العمود (الشكل 2 ، أ). الفجوة تضمن حرية الحركة (الدوران) للعمود في الحفرة. لذلك ، يتم استدعاء عمليات الهبوط مع وجود فجوة الهبوط المحمول. كلما كبرت الفجوة ، زادت حرية الحركة. ومع ذلك ، في الواقع ، عند تصميم الآلات ذات عمليات الإنزال المتحركة ، يتم اختيار هذه الفجوة التي تقلل من معامل الاحتكاك للعمود والحفرة.

أرز. 2. الهبوط
هبوط التدخل
بالنسبة لهذه النوبات ، يكون قطر الفتحة D أقل من قطر العمود d (الشكل 2 ، ب). في الواقع ، يمكن إجراء هذا الاتصال تحت الضغط ، عندما يتم تسخين الجزء الأنثوي (الفتحة) و (أو) يتم تبريد الجزء الذكري (العمود).
تسمى عمليات الهبوط التداخل هبوط ثابت ، حيث يتم استبعاد الحركة المتبادلة للأجزاء المتصلة.
هبوط انتقالي
تسمى عمليات الإنزال هذه انتقالية لأنه قبل تجميع العمود والحفرة ، من المستحيل تحديد ما سيكون في الاتصال - فجوة أو نوبة تداخل. هذا يعني أنه في النوبات الانتقالية ، يمكن أن يكون قطر الثقب D أقل أو أكبر أو مساويًا لقطر العمود d (الشكل 2 ، ج).
التسامح الحجم. مجال التسامح. جودة الدقة المفاهيم الأساسية
الأبعاد في الرسومات الجزئية تحدد حجم الأشكال الهندسية للجزء. تنقسم الأبعاد إلى اسمية وفعلية وحدود (الشكل 3).
الحجم الاسمي - هذا هو الحجم الرئيسي المحسوب للجزء ، مع مراعاة الغرض منه والدقة المطلوبة.
حجم الاتصال الاسمي - هذا هو الحجم الشائع (نفسه) للفتحة والعمود الذي يتكون منه المفصل. لا يتم اختيار الأبعاد الاسمية للأجزاء والوصلات بشكل تعسفي ، ولكن وفقًا لـ GOST 6636-69 "الأبعاد الخطية العادية". في الإنتاج الحقيقي ، في تصنيع الأجزاء ، لا يمكن الحفاظ على الأبعاد الاسمية وبالتالي يتم تقديم مفهوم الأبعاد الفعلية.
الحجم الأصلي - هذا هو الحجم الذي تم الحصول عليه أثناء تصنيع القطعة. إنه يختلف دائمًا عن الاسمي لأعلى أو لأسفل. يتم تحديد الحدود المسموح بها لهذه الانحرافات عن طريق تحديد الأبعاد.
أبعاد الحد يتم استدعاء قيمتين حدوديتين ، يجب أن يكون الحجم الفعلي بينهما. أكبر هذه القيم يسمى أكبر حد للحجم، أصغر - أصغر حد للحجم. في الممارسة اليومية ، في رسومات الأجزاء ، من المعتاد الإشارة إلى الأبعاد المحددة عن طريق الانحرافات عن القيمة الاسمية.
حد الانحراف - هذا هو الفرق الجبري بين الحجم المحدد والحجم الاسمي. يميز بين الانحرافات العلوية والسفلية. الانحراف العلويهو الفرق الجبري بين أكبر حد للحجم والحجم الاسمي. أدنى انحرافهو الفرق الجبري بين أصغر حد للحجم والحجم الاسمي.
الحجم الاسمي بمثابة نقطة انطلاق للانحرافات. يمكن أن تكون الانحرافات موجبة أو سلبية أو صفرية. في جداول المعايير ، تعطى الانحرافات بالميكرومتر (µm). في الرسومات ، يشار عادة إلى الانحرافات بالمليمترات (مم).
الانحراف الفعلي - هذا هو الفرق الجبري بين الحجم الحقيقي والاسمي. يعتبر الجزء مناسبًا إذا كان الانحراف الصالح للحجم المحدد بين الانحرافات العلوية والسفلية.
التسامح الحجم - هذا هو الفرق بين أحجام النهايات الأكبر والأصغر أو القيمة المطلقة للفرق الجبري بين الانحرافات العلوية والسفلية.
تحت جودة فهم مجموعة من التفاوتات التي تختلف تبعًا لحجم الحجم الاسمي. تم تحديد 19 مؤهلاً ، تتوافق مع مستويات مختلفة من الدقة في تصنيع قطعة ما. لكل مؤهل ، يتم بناء صفوف من حقول التسامح
مجال التسامح هو حقل تحده الانحرافات العلوية والسفلية. يشار إلى جميع حقول التسامح للثقوب والأعمدة بأحرف الأبجدية اللاتينية: للثقوب - بالأحرف الكبيرة (H ، K ، F ، G ، إلخ) ؛ للأعمدة - أحرف صغيرة (h ، k ، f ، g ، إلخ).

أرز. 3. شرح المصطلحات
محاضرة
الموضوع رقم 5التسامح والهبوط
مقدمة
في عملية تطوير منتج (آلة ، وحدة ، وحدة) ، من الضروري الانطلاق من مستوى معين من التوحيد القياسي والتوحيد ، والذي يتم تحديده بواسطة معاملات قابلية التطبيق والتكرار والتوحيد بين المشروع. مع زيادة قيم هذه المعاملات ، تزداد الكفاءة الاقتصادية للمنتج الجاري تطويره في عملية إنتاجه وتشغيله. لزيادة مستوى التوحيد القياسي والتوحيد ، من الضروري ، بالفعل في مرحلة تصميم المنتج ، استخدام عدد أكبر من المكونات التي تنتجها الصناعة ، والسعي من أجل الحد المعقول لتطوير المكونات الأصلية. في الوقت نفسه ، تتمثل المشكلة الرئيسية في عملية التطوير في دقة الأجزاء والتجمعات والمكونات القابلة للتبديل ، في المقام الأول من حيث المعلمات الهندسية.
تتيح قابلية تبديل الأجزاء والتجمعات والتجميعات إمكانية التجميع كإحدى طرق التوحيد القياسي ، وتنظيم توريد قطع الغيار ، وتسهيل الإصلاحات ، خاصة في الظروف الصعبة ، وتقليلها إلى استبدال بسيط للأجزاء البالية.
التبادل- خاصية الأجزاء المصنعة بشكل مستقل لتحل محلها في وحدة التجميع دون معالجة ميكانيكية أو يدوية إضافية أثناء التجميع ، مع ضمان التشغيل العادي للمنتجات المجمعة (التجميعات ، الآليات).
يستنتج من تعريف القابلية للتبادل أنها شرط أساسي لتقسيم الإنتاج ، أي الإنتاج المستقل للأجزاء والمكونات والتجمعات التي يتم تجميعها لاحقًا بالتتابع في وحدات التجميع ووحدات التجميع في نظام مشترك (آلية ، آلة ، جهاز). يمكن إجراء التجميع بطريقتين: مع أو بدون تركيب الأجزاء المجمعة أو وحدات التجميع. يتم استخدام التجميع بدون تركيب في الإنتاج الضخم والمتضمن ، ومع التركيب - في الإنتاج الفردي والصغير. عند التجميع بدون تركيب ، يجب تصنيع الأجزاء بالدقة المطلوبة. ومع ذلك ، لا يتم ضمان قابلية التبادل من خلال دقة المعلمات الهندسية وحدها. من الضروري أن تكون المواد ومتانة الأجزاء ووحدات التجميع والمكونات متوافقة مع الغرض وظروف تشغيل المنتج النهائي. هذا التبادل يسمى وظيفي، والتبادلية الهندسية هي نوع معين من التبادلية الوظيفية.
القابلية للتبادل كاملة وغير كاملة ، خارجية وداخلية.
قابلية كاملة للتبادليسمح لك بالحصول على مؤشرات الجودة المحددة دون عمليات إضافية في عملية التجميع.
في قابلية التبادل غير الكاملةأثناء تجميع وحدات التجميع والمنتجات النهائية ، يُسمح بالعمليات المتعلقة باختيار وتعديل بعض الأجزاء ووحدات التجميع. يسمح لك بالحصول على المؤشرات الفنية والتشغيلية المحددة للمنتجات النهائية مع دقة أقل للأجزاء. في الوقت نفسه ، يجب أن تكون قابلية التبادل الوظيفي كاملة فقط وهندسية - كاملة وغير كاملة.
التبادل الخارجي- هذه هي قابلية تبديل الوحدات والمكونات من حيث المعلمات التشغيلية وأبعاد التوصيل. على سبيل المثال ، استبدال محرك كهربائي. ستكون المعلمات التشغيلية - الطاقة ، السرعة ، الجهد ، التيار ؛ تشمل أبعاد التوصيل الأقطار وعدد وموقع الثقوب في أرجل المحرك الكهربائي ، إلخ.
التبادل الداخلييتم ضمانه من خلال دقة المعلمات اللازمة لتجميع الأجزاء في وحدات ، والوحدات في آليات. على سبيل المثال ، قابلية التبادل للمحامل الكروية أو بكرات المحامل المتدحرجة ، وتجميعات المحرك وأعمدة الدفع في علبة التروس ، إلخ.
تنطبق مبادئ القابلية للتبادل على الأجزاء ووحدات التجميع والمكونات والمنتجات النهائية.
يتم ضمان قابلية التبادل من خلال دقة معلمات المنتج ، على وجه الخصوص ، من خلال الأبعاد. ومع ذلك ، في عملية التصنيع ، تظهر أخطاء حتمًا ، يتم العثور على القيم العددية لها بواسطة الصيغة
حيث X هي القيمة المعطاة للحجم (المعلمة) ؛
Xi هي القيمة الفعلية لنفس المعلمة.
تنقسم الأخطاء إلى منهجي وعشوائي وجسيم(يخطئ).
يمكن تقييم تأثير الأخطاء العشوائية على دقة القياس من خلال طرق نظرية الاحتمالات والإحصاءات الرياضية. أظهرت تجارب عديدة أن توزيع الأخطاء العشوائية يخضع في أغلب الأحيان لقانون التوزيع الطبيعي ، والذي يتميز بمنحنى غاوسي (الشكل 1).
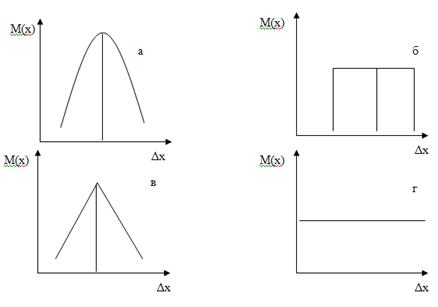
الشكل 1 - قوانين توزيع الأخطاء العشوائية
أ - طبيعي ب - ماكسويل ؛ ج - مثلث (سيمبسون) ؛ ز - المعدات.
يتوافق الحد الأقصى لإحداثيات المنحنى مع متوسط قيمة حجم معين (بالنسبة لعدد غير محدود من القياسات ، يطلق عليه التوقع الرياضي ويشار إليه بـ M (X).
يتم رسم الأخطاء العشوائية أو الانحرافات عن على طول المحور السيني. تعبر الأجزاء الموازية للمحور y عن احتمال حدوث أخطاء عشوائية للقيمة المقابلة. منحنى جاوس متماثل حول الحد الأقصى للإحداثيات. لذلك ، فإن الانحرافات عن نفس القيمة المطلقة ، ولكن عن علامات مختلفة ، ممكنة بنفس القدر. يوضح شكل المنحنى أن الانحرافات الصغيرة (بالقيمة المطلقة) تظهر في كثير من الأحيان أكثر من الانحرافات الكبيرة ، ومن غير المحتمل عمليًا ظهور انحرافات كبيرة جدًا. لذلك ، تقتصر الأخطاء المسموح بها على قيم حد معينة (V هو المجال العملي لتشتت الأخطاء العشوائية ، وهو ما يساوي الفرق بين أكبر وأصغر الأبعاد المقاسة في مجموعة من الأجزاء). يتم تحديد القيمة من حالة الدقة الكافية بالتكاليف المثلى لتصنيع المنتجات. مع وجود حقل ضال منظم ، لا يمكن أن يتجاوز 2.7٪ من الأخطاء العشوائية الحدود. هذا يعني أنه من بين 100 جزء مُشغل آليًا ، لا يمكن أن يكون هناك أكثر من ثلاثة أجزاء معيبة. لا يُنصح دائمًا بإجراء تخفيض إضافي في النسبة المئوية لظهور المنتجات المعيبة من الناحية الفنية والاقتصادية. يؤدي إلى زيادة مفرطة في المجال الشارد العملي ، وبالتالي زيادة التحمل وانخفاض دقة المنتجات. يعتمد شكل المنحنى على طرق معالجة المنتجات وقياسها ؛ تعطي الطرق الدقيقة المنحنى 1 الذي يحتوي على مجال طائش V1 ؛ منحنى 2 ، الذي V2
اعتمادًا على العملية التكنولوجية المقبولة وحجم الإنتاج والظروف الأخرى ، يمكن توزيع الأخطاء العشوائية ليس وفقًا لقانون Gauss ، ولكن وفقًا لقانون Equiprobable (الشكل 1 ب) ، وفقًا لقانون المثلث (الشكل 1 ج) ، وفقًا لقانون المثلث. قانون ماكسويل (الشكل 1 د) وما إلى ذلك. يمكن أن يتزامن مركز تجميع الأخطاء العشوائية مع إحداثيات متوسط الحجم (الشكل 1 أ) أو التحول المرتبط به (الشكل 1 د).
من المستحيل القضاء تمامًا على تأثير الأسباب التي تسبب أخطاء في المعالجة والقياس ، فمن الممكن فقط تقليل الخطأ من خلال تطبيق عمليات معالجة تكنولوجية أكثر تقدمًا. تسمى دقة الحجم (لأي معلمة) درجة تقريب الحجم الفعلي للحجم المعطى ، أي يتم تحديد دقة الحجم من خلال الخطأ. مع انخفاض الخطأ ، تزداد الدقة والعكس صحيح.
في الممارسة العملية ، يتم ضمان قابلية التبادل من خلال الحد من الأخطاء. مع تناقص الأخطاء ، تقترب القيم الفعلية للمعلمات ، ولا سيما الأبعاد ، من القيم المعطاة. مع وجود أخطاء صغيرة ، تختلف الأبعاد الفعلية قليلاً عن تلك المعطاة بحيث لا يضعف خطأهم أداء المنتجات.
2. التسامح والهبوط. مفهوم الجودة
تم تحديد المصطلحات والتعريفات الرئيسية بواسطة GOST 25346 و GOST 25347 و GOST 25348 لتأسيس تفاوتات وتناسب أحجام أقل من 1 مم وحتى 500 مم وأكثر من 500 إلى 3150 مم.
يتم اشتقاق الصيغتين (7) و (8) من الاعتبارات التالية. على النحو التالي من الصيغتين (2) و (3) ، فإن أحجام الحد الأكبر والأصغر تكون مساوية لمجموع الحجم الاسمي وانحراف الحد المقابل:
![]() (9)
(9)
![]() (10)
(10)
الاستعاضة عن الصيغة (5) بقيم الأبعاد المحددة من الصيغة
لتقليل الشروط المتشابهة ، نحصل على الصيغة (7). الصيغة (8) مشتقة بالمثل.

الشكل - مجالات التسامح للفتحة والعمود عند الهبوط بفجوة (انحرافات الثقب موجبة ، وانحرافات العمود سلبية)
دائمًا ما يكون التفاوت قيمة موجبة ، بغض النظر عن كيفية حسابه.
مثال.احسب التسامح لأبعاد وانحرافات الحد. المعطى: = 20.010 مم ؛ = 19.989 مم ؛ = 10 ميكرومتر ؛ = -11 ميكرومتر.
واحد). نحسب التسامح من خلال الأبعاد المحددة وفقًا للصيغة (6):
Td = 20.010 - 19.989 = 0.021 ملم
2). نحسب التسامح لانحرافات الحد وفقًا للصيغة (8):
Td = 10 - (-11) = 0.021 ملم
مثال. وفقًا للرموز المحددة للعمود والفتحة (العمود - ، ثقب 20) ، حدد الأبعاد الاسمية والحدود والانحرافات والتفاوتات (بالميكرونات والميكرونات).
2.2 وحدات التسامح ومفهوم المؤهلات
يتم تحديد دقة الأبعاد من خلال التسامح - مع انخفاض التفاوت ، تزداد الدقة ، والعكس صحيح.
تتميز كل طريقة تكنولوجية لمعالجة الأجزاء بالدقة المثلى المبررة اقتصاديًا ، ولكن الممارسة تظهر أنه مع زيادة الحجم ، تزداد الصعوبات التكنولوجية في معالجة الأجزاء ذات التفاوتات الصغيرة وتزيد التفاوتات المثلى قليلاً في ظل ظروف المعالجة غير المتغيرة. يتم التعبير عن العلاقة بين الدقة والأبعاد التي يمكن تحقيقها اقتصاديًا بواسطة قيمة مشروطة تسمى وحدة التسامح.
وحدة التسامح() يعبر عن اعتماد التسامح على الحجم الاسمي ويعمل كأساس لتحديد التفاوتات القياسية.
يتم حساب وحدة التسامح ، µm ، بواسطة الصيغ:
لأحجام تصل إلى 500 مم
للأحجام التي تزيد عن 500 إلى 10000 مم
أين هو متوسط قطر العمود بالملليمتر.
في الصيغ أعلاه ، يأخذ المصطلح الأول في الاعتبار تأثير أخطاء المعالجة ، والثاني - تأثير أخطاء القياس وأخطاء درجة الحرارة.
الأبعاد ، حتى التي لها نفس القيمة ، قد يكون لها متطلبات دقة مختلفة. يعتمد ذلك على التصميم والغرض وظروف التشغيل للجزء. لذلك ، يتم تقديم المفهوم جودة .
جودة- خاصية دقة تصنيع القطعة ، تحددها مجموعة من التفاوتات المطابقة لنفس درجة الدقة لجميع الأحجام الاسمية.
يتم تحديد التسامح (T) للمؤهلات ، مع بعض الاستثناءات ، بواسطة الصيغة
حيث أ هو عدد وحدات التسامح ؛
أنا (I) - وحدة التسامح.
حسب نظام الايزو للاحجام من 1 الى 500 مم 19 مؤهلاً. يُفهم كل واحد منهم على أنه مجموعة من التفاوتات التي تضمن الدقة النسبية الثابتة لمجموعة معينة من الأحجام الاسمية.
تم تصنيف التسامح لـ 19 مؤهلاً بترتيب تنازلي للدقة: 01 ، 0 ، 1 ، 2 ، 3 ، .. 17 ، وتشير بشكل مشروط إلى IT01 ، IT0 ، IT1 ... IT17. هنا هو التفاوتات في الحفرة والعمود ، والتي تعني "تحمل ISO".
ضمن صفة واحدة ، يكون الحرف "a" ثابتًا ، وبالتالي فإن جميع الأحجام الاسمية في كل جودة لها نفس درجة الدقة. ومع ذلك ، فإن التفاوتات في نفس الجودة لأحجام مختلفة لا تزال تتغير ، لأنه مع زيادة الحجم ، تزداد وحدة التسامح ، والتي تتبع من الصيغ المذكورة أعلاه. عند الانتقال من المؤهلات عالية الدقة إلى مؤهلات الدقة الخشنة ، تزداد التفاوتات بسبب زيادة عدد وحدات التسامح ، وبالتالي ، في المؤهلات المختلفة ، تتغير دقة نفس الأبعاد الاسمية.
من كل ما سبق يترتب على ذلك:
تعتمد وحدة التسامح على الحجم ولا تعتمد على الغرض وظروف العمل وطرق معالجة الأجزاء ، أي أن وحدة التسامح تسمح لك بتقييم دقة الأحجام المختلفة وهي مقياس عام للدقة أو مقياس تحمل مختلف مؤهلات؛
تختلف التفاوتات من نفس الأحجام في المؤهلات المختلفة ، لأنها تعتمد على عدد وحدات التسامح "أ" ، أي أن المؤهلات تحدد دقة نفس الأحجام الاسمية ؛
تتميز الطرق المختلفة لمعالجة الأجزاء بدقة معينة يمكن تحقيقها اقتصاديًا: يتيح لك الدوران "الخام" معالجة الأجزاء بتفاوتات تقريبية ؛ للمعالجة بتفاوتات صغيرة جدًا ، يتم استخدام الطحن الدقيق ، وما إلى ذلك ، وبالتالي ، تحدد المؤهلات بالفعل تقنية معالجة الأجزاء.
نطاق المؤهلات:
تُستخدم الصفات من 01 إلى 4 في تصنيع كتل القياس والمقاييس والمقاييس المضادة وأجزاء أدوات القياس وغيرها من المنتجات عالية الدقة ؛
تُستخدم الصفات من الخامس إلى الثاني عشر في تصنيع الأجزاء التي تشكل أساسًا تزاوجًا مع أجزاء أخرى من أنواع مختلفة ؛
تُستخدم الصفات من الثالث عشر إلى الثامن عشر لمعلمات الأجزاء التي لا تشكل رفقاء وليس لها تأثير حاسم على أداء المنتجات. يتم تحديد الانحرافات القصوى بواسطة GOST 25346-89.
التعيين التقليدي لحقول التسامح لـ GOST 25347-82.
رمز حد الانحرافات والهبوط
يشار إلى الانحرافات الحدودية للأبعاد الخطية على الرسومات من خلال تعيينات شرطية (حرفية) لحقول التفاوت أو القيم الرقمية لانحرافات الحد ، بالإضافة إلى تعيينات الحروف لحقول التفاوت مع الإشارة المتزامنة للقيم العددية لانحرافات الحد بين قوسين على اليمين (الشكل 5.6 ، أ ... ج).تتم الإشارة إلى عمليات الهبوط والانحرافات القصوى لأبعاد الأجزاء الموضحة في الرسم المُجمَّع بكسر: في البسط - تعيين الحرف أو القيمة العددية للانحراف الأقصى للفتحة أو تعيين الحرف الذي يشير إلى قيمته العددية بين قوسين لـ اليمين ، في المقام - تسمية مماثلة لمجال تحمل العمود (الشكل 5.6 ، د ، هـ).في بعض الأحيان ، للإشارة إلى الهبوط ، يشار إلى الانحرافات القصوى لواحد فقط من أجزاء التزاوج (الشكل 5.6 ، ه).
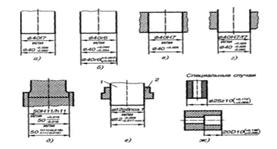
أرز. 5.6 أمثلة على تعيين مجالات التسامح والهبوط في الرسومات
في وسيلة إيضاح حقول التفاوتات ، من الضروري الإشارة إلى القيم العددية للانحرافات الحدية في الحالات التالية: للأحجام غير المدرجة في سلسلة الأبعاد الخطية العادية ، على سبيل المثال 41.5 H7 (+0.025) ؛ عند تعيين انحرافات حدية ، لم يتم توفير رموزها بواسطة GOST 25347-82 ، على سبيل المثال ، لجزء بلاستيكي (الشكل 5.6 ، ز).
يجب تعيين انحرافات حدية لجميع الأبعاد الموضحة في رسومات العمل ، بما في ذلك الأبعاد غير المطابقة وغير المسؤولة. إذا لم يتم تعيين انحرافات حدية للحجم ، فقد تكون هناك تكاليف إضافية (عندما يسعون جاهدين لجعل هذا الحجم أكثر دقة من اللازم) أو زيادة في كتلة الجزء والاستهلاك المفرط للمعادن.
بالنسبة للسطح الذي يتكون من أقسام لها نفس الحجم الاسمي ، ولكن الانحرافات القصوى المختلفة ، يتم رسم الحدود بين هذه الأقسام بخط صلب رفيع ويتم توضيح الحجم الاسمي مع الانحرافات القصوى المقابلة لكل قسم على حدة.
دقة العناصر الملساء للأجزاء المعدنية ، إذا لم تتم الإشارة إلى الانحرافات الخاصة بها مباشرة بعد الأبعاد الاسمية ، ولكن تم تحديدها بواسطة سجل عام ، يتم تطبيعها إما بالمؤهلات (من 12 إلى 17 للأحجام من 1 إلى 1000 مم) ، يُشار إليها بواسطة تقنية المعلومات ، أو من خلال فئات الدقة (دقيقة ، متوسطة ، خشنة وخشنة جدًا) تم إنشاؤها بواسطة GOST 25670-83. تشير التفاوتات لفئات الدقة إلى t1 و t2 و t3 و t4 - على التوالي لفئات الدقة - ناعم ومتوسط وخشن وخشن للغاية.
يمكن تعيين انحرافات حد غير محددة لأبعاد الأعمدة والثقوب من جانب واحد ومتماثل ؛ بالنسبة لأبعاد العناصر التي لا تتعلق بالثقوب والأعمدة ، يتم تعيين الانحرافات المتماثلة فقط. يمكن تعيين انحرافات الحد من جانب واحد من خلال المؤهلات (+ IT أو -IT) وفئات الدقة (± t / 2) ، ولكن يُسمح بها أيضًا بواسطة المؤهلات (± T / 2). الجودة 12 تتوافق مع فئة الدقة "دقيق" ، جودة 14 - "متوسط" ، جودة 16 - "خشن" ، جودة 17 - "خشن جدًا". ترد القيم العددية للانحرافات غير المحددة في GOST 25670-83. بالنسبة لأبعاد الأجزاء المعدنية المعالجة بالقطع ، يفضل تعيين انحرافات حد غير محددة وفقًا للجودة 14 أو فئة الدقة "المتوسطة". يتم تعيين أقصى انحرافات غير محددة للعقد وأنصاف أقطار الانحناء والشقوق وفقًا لـ GOST 25670-83 ، اعتمادًا على فئة الجودة أو الدقة للانحرافات القصوى غير المحددة للأبعاد الخطية.
يجب أن يضمن توصيل الأجزاء (وحدات التجميع) دقة موضعها أو حركتها وموثوقية التشغيل وسهولة الإصلاح. في هذا الصدد ، قد يتم فرض متطلبات مختلفة على تصميم التوصيلات. في بعض الحالات ، من الضروري الحصول على اتصال متحرك مع فجوة ، وفي حالات أخرى - اتصال ثابت مع نوبة تداخل.
الفارق سيسمون الاختلاف في أحجام الفتحة والعمود ، إذا كان حجم الحفرة أكبر من حجم العمود ، أي س= د- د.
التشوش نيسمى الاختلاف في حجم الفتحة والعمود ، إذا كان حجم العمود أكبر من حجم الحفرة. مع نفس نسبة الأقطار دو ديمكن اعتبار التحميل المسبق تخليصًا سلبيًا ، أي
ن= - س= - (د- د) = د- د , (12)
يتم توفير الفجوات والتوترات ليس فقط من خلال دقة أبعاد الأجزاء الفردية ، ولكن ، بشكل أساسي ، من خلال نسبة أبعاد أسطح التزاوج - الملائمة.
هبوطاستدعاء طبيعة اتصال الأجزاء ، التي تحددها حجم الفجوات أو التداخلات الناتجة عنها.
اعتمادًا على موقع حقول التسامح ، يتم تقسيم الثقوب وعمود الهبوط إلى ثلاث مجموعات:
الهبوط مع وجود فجوة (توفير فجوة في الاتصال) ؛
هبوط التداخل (توفير تداخل في الاتصال) ؛
عمليات الإنزال الانتقالية (تجعل من الممكن الحصول على كل من الفجوات والتوترات في المفاصل).
تتميز عمليات الهبوط التي بها فجوة بوجود فجوات هامشية - أكبرها وأصغرها. أكبر فجوة Smaxيساوي الفرق بين أكبر حد لحجم الفتحة وأصغر حد لحجم العمود. أصغر تخليص سمينيساوي الفرق بين أصغر حجم حد للفتحة وأكبر حجم حد للعمود. تتضمن عمليات الإنزال مع الخلوص أيضًا عمليات الإنزال التي يتزامن فيها الحد الأدنى لحقل تحمل الفتحة مع الحد الأعلى لمجال تحمل العمود.
لتشكيل نوبة تداخل ، يجب أن يكون قطر العمود قبل التجميع بالضرورة أكبر من قطر الفتحة. في الحالة المجمعة ، يتم تساوي أقطار كلا الجزأين في منطقة الواجهة. أكبر ضيق Nmaxيساوي الفرق بين أكبر حد لحجم العمود وأصغر حجم محدد للفتحة. أقل تحميل مسبق نمينيساوي الفرق بين أصغر حجم حد للعمود وأكبر حجم حد للفتحة.
Nmax = dmax-Dmin ؛ Nmin = dmin-Dmax.
يتم حساب التداخلات المحددة ، وكذلك التصاريح المحددة ، بشكل ملائم من خلال الانحرافات الحدية:
![]()
![]() , (13)
, (13)
هبوط انتقالي. السمة الرئيسية للنوبات الانتقالية هي أنه في مفاصل الأجزاء التي تنتمي إلى نفس الدُفعات ، يمكن الحصول على فجوات أو تداخلات. تتميز عمليات الإنزال الانتقالية بأكبر الفجوات وأكبر تدخل.
بناءً على الحسابات ، نستخلص الاستنتاجات التالية:
نظرًا لأن الموافقات السلبية تساوي التداخلات الإيجابية والعكس صحيح ، لتحديد القيم في ملاءمة الانتقال Smaxو Nmaxيكفي حساب كل من فجوات الحد أو كلاهما الحد من التداخل ؛
مع الحساب الصحيح سمينأو نمينستكون بالضرورة سالبة ، وفي القيم المطلقة ستساوي ، على التوالي ، Nmaxأو Smax.
تناسب التسامح TPيساوي مجموع التفاوتات في التجويف والعمود. بالنسبة للهبوط مع الخلوص ، يكون تفاوت الهبوط مساويًا لتفاوت التخليص أو الفرق بين حدود التصاريح:
TP =TS= Smax- سمين , (14)
وبالمثل ، يمكن إثبات أنه بالنسبة لنوبات التداخل ، يكون التفاوت الملائم مساويًا لتحمل التداخل أو فرق التداخل:
TP =TN= Nmax- نمين , (15)
3.1 يناسب نظام الفتحة ونظام العمود
الجزء الذي لا يعتمد فيه موضع حقل التسامح على نوع الملاءمة يسمى الجزء الرئيسي من النظام. الجزء الرئيسي هو الجزء الذي يكون مجال التسامح فيه هو الأساس لتشكيل النوبات المحددة في نظام التفاوتات والنوبات هذا.
الأساسية الفجوة- الثقب ، الانحراف الأدنى منه يساوي صفرًا EI = 0. بالنسبة للفتحة الرئيسية ، يكون الانحراف العلوي دائمًا موجبًا ويساوي التسامح ES = 0 = T ؛ يقع حقل التفاوت فوق خط الصفر ويتم توجيهه نحو زيادة الحجم الاسمي.
الأساسي الفتحة- العمود ، الانحراف العلوي منه يساوي صفر es = 0. عند العمود الرئيسي ، Td = 0 (ei) = يقع مجال التفاوت تحت خط الصفر وموجه نحو تقليل الحجم الاسمي.
اعتمادًا على أي من جزأين التزاوج هو الجزء الرئيسي ، تشتمل أنظمة التسامح والملاءمة على صفين من النوبات: تناسب نظام الفتحة - يتم الحصول على فجوات وتداخلات مختلفة عن طريق توصيل أعمدة مختلفة بالفتحة الرئيسية ؛ عمليات الإنزال في نظام العمود - يتم الحصول على فجوات وتداخلات مختلفة عن طريق توصيل ثقوب مختلفة بالعمود الرئيسي.
في نظام العمود ، تختلف حدود حجم الفتحة لكل نوبة ، وستكون هناك حاجة إلى ثلاث مجموعات من الأدوات الخاصة للمعالجة. تُستخدم عمليات إنزال نظام العمود عند توصيل عدة أجزاء بعمود أملس (دبوس) لعمليات الإنزال المختلفة. على سبيل المثال ، في الأجهزة ، غالبًا ما تكون المحاور الدقيقة ذات القطر الصغير (أقل من 3 مم) مصنوعة من قضبان معايرة ناعمة.
للحصول على مجموعة متنوعة من التركيبات في نظام الفتحات ، يلزم عدد أقل بكثير من أدوات صناعة الثقوب الخاصة. لهذا السبب ، فإن هذا النظام له تطبيق سائد في الهندسة الميكانيكية.
بالإضافة إلى ذلك
مقاييس للأجزاء الأسطوانية الملساء.المقاييس هي الوسيلة الرئيسية للتحكم في الأجزاء. يتم استخدامها للتحكم اليدوي وتستخدم على نطاق واسع في التحكم التلقائي في الأجزاء. توفر المقاييس موثوقية عالية للتحكم.
وفقًا للغرض منها ، يتم تقسيم المقاييس إلى مجموعتين رئيسيتين: مقاييس العمل - من خلال ممر R-PR وغير سالك - R-NOT ؛ مقاييس التحكم - K-RP و K-NE و K-I.
تم تصميم مقاييس العمل PR و NOT للتحكم في المنتجات في عملية تصنيعها. يتم استخدام هذه الكوادر من قبل العمال والمفتشين في قسم مراقبة الجودة في الشركة المصنعة.
تسمى الكوادر العاملة بالحد ، لأن أبعادها تتوافق مع الأبعاد المحدودة للأجزاء الخاضعة للرقابة. تسمح لك مقاييس الحد بتحديد ما إذا كانت الأبعاد الفعلية للأجزاء ضمن التسامح. يعتبر الجزء جيدًا إذا كان يمر عبر أخدود ممر ولا يمر في حالة عدم التمرير.
الأبعاد الاسمية للكوادر هي الأبعاد التي يجب أن تحتوي عليها الكوادر إذا تم تصنيعها بدقة كاملة. في ظل هذا الشرط ، سيكون الحجم الاسمي لقوس التمرير مساويًا لأكبر حجم حد للعمود ، وسيكون الحجم الاسمي للقوس غير العرضي مساويًا لأصغر حجم حد للعمود. سيكون الحجم الاسمي للمقبس الناري مساويًا لأصغر حجم حد للفتحة ، وسيكون الحجم الاسمي للمقبس غير المرن مساويًا لأكبر حجم حد للفتحة.
متطلبات التحكم هي: أن تكون منتجة للغاية ؛ الوقت اللازم للتحكميجب أن يكون أقصر وقت ممكن لتصنيع الجزء ؛ يجب أن تكون السيطرة موثوقة ومجدية اقتصاديًا.
يتم تحديد الجدوى الاقتصادية للتحكم من خلال تكلفة وسائل التحكم ، ومقاومة التآكل لأسطح القياس ، وحجم تضييق مجال التحمل الجدولي للجزء.

على سبيل المثال ، يتم الحصول على أكبر تضييق في مجال التسامح عندما تتزامن الأبعاد الفعلية للكوادر مع أبعادها القصوى الموجودة داخل مجال التسامح للجزء.
يسمى التسامح الجدولي الذي تم تضييقه بواسطة الكوادر تحمل الإنتاج. يسمى التسامح الممتد بسبب الكوادر مضمونًا. كلما كان الإنتاج أصغر ، زادت تكلفة تصنيع الأجزاء ، خاصةً في النوعية الأكثر دقة.
تتحقق مقاييس الحد من ملاءمة الأجزاء مع تفاوت IT6قبل هو - هي 17 ، لا سيما في الإنتاج الضخم وعلى نطاق واسع.
وفقًا لمبدأ تايلور ، من خلال المقابس والحلقات أشكال وأطوال كاملة مساوية لأطوال التزاوج ، وغالبًا ما يكون للمقاييس غير المستمرة شكل غير مكتمل: على سبيل المثال ، يتم استخدام الدبابيس بدلاً من الحلقات ، وكذلك المقابس غير المكتملة في شكل مقطعي وتقصير في الاتجاه المحوري. يرتبط الالتزام الصارم بمبدأ تايلور ببعض الإزعاج العملي.
مقاييس التحكم ل-وتستخدم لتركيب دعامات المقاييس القابلة للتعديل والتحكم في أقواس المقاييس غير القابلة للضبط ، والتي لا يمكن عبورها وتعمل على الانسحاب من التشغيل بسبب تآكل أقواس العمل. على الرغم من التسامح الصغير لمقاييس التحكم ، فإنها لا تزال تشوه مجالات التسامح المحددة لتصنيع وتآكل مقاييس العمل ، لذلك ، إذا أمكن ، لا ينبغي استخدام مقاييس التحكم. من المناسب ، خاصة في الإنتاج الصغير ، استبدال مقاييس التحكم بمقاييس قياس أو استخدام أدوات قياس عالمية.
يحدد GOST 24853-81 للمقاييس السلسة تفاوتات التصنيع التالية: ح- مقاييس العمل (المقابس) للفتحات (الشكل 5.9 ، أ) (HS- نفس الكوادر ، ولكن مع أسطح قياس كروية) ؛ ح \ -مقاييس (أقواس) للأعمدة (الشكل 5.9 ، ب)؛ HP- مقاييس التحكم للسلع الأساسية.
بالنسبة لمقاييس المرور التي تتآكل أثناء عملية التحكم ، بالإضافة إلى تحمل التصنيع ، يتم توفير تفاوت التآكل. لأحجام تصل إلى 500 مم ، مقاييس ارتداء PR مع تفاوت يصل إلى هو - هي 8 ، شاملة ، يمكن أن تتجاوز مجال التسامح للأجزاء بمقدار فيللاختناقات المرورية و ذ 1للمواد الغذائية لمقاييس العلاقات العامة مع التفاوتات من هو - هي 9 إلى تكنولوجيا المعلومات 17ارتداء مقيد بحد المرور ، أي ص = 0و ذ 1= 0. وتجدر الإشارة إلى أن مجال تحمل التآكل يعكس متوسط التآكل المحتمل للعيار.
لجميع مجالات التسامح مقاييس المرور ح (حرمل H1داخل مجال التسامح للمنتج بالقيمة z لمقاييس التوصيل و z1لمقاييس المقطع.
مع الأحجام الاسمية التي تزيد عن 180 مم ، يتحول مجال التسامح للعيار غير المستمر أيضًا داخل مجال التسامح للجزء بالقيمة أ للمقابس و] للأقواس ، مما يؤدي إلى إنشاء ما يسمى بمنطقة الأمان المقدمة للتعويض عن الخطأ في فحص عيارات الثقوب والأعمدة ، على التوالي. مجال التسامح للكوادر ليسلأحجام تصل إلى 180 مم بشكل متماثل وعلى التوالي = 0 و l = 0.
إن تحول مجالات تحمل الكوادر وحدود التآكل لجوانبها المارة داخل مجال تحمل الجزء يجعل من الممكن القضاء على إمكانية تشويه طبيعة عمليات الإنزال والتأكد من الحصول على أبعاد الأجزاء المناسبة داخل أنشأت مجالات التسامح.
وفقًا لصيغ GOST 24853-81 ، يتم تحديد الأبعاد التنفيذية للكوادر. استدعاء تنفيذي للأبعاد المحددة للعيار ، والتي بموجبه يتم صنع عيار جديد. لتحديد هذه الأبعاد على الرسم ، تضع الأقواس أصغر حجم حد مع انحراف إيجابي ؛ لمقياس الفلين والتحكم - أكبر حد لحجمها مع انحراف سلبي.
عند وضع علامة على العيار ، الحجم الاسمي للجزء المقصود من العيار ، والتعيين الحرفي لحقل تحمل المنتج ، والقيم العددية للانحرافات القصوى للمنتج بالمليمترات (على عيارات العمل) ، نوع العيار (على سبيل المثال ، العلاقات العامة ، لا ، ك-و)والعلامة التجارية للشركة المصنعة.
خاتمة
تناولنا في جلسة اليوم المواضيع التالية:
معلومات عامة حول القابلية للتبادل.
التسامح والهبوط. مفهوم الجودة.
اختيار نظام الإنزال والتفاوتات والمؤهلات.
مهمة الدراسة الذاتية
(1 ساعة للدراسة الذاتية)
ملاحظات المحاضرة كاملة.
احصل على الأدب:
الأساسية
إضافي
1. Sergeev A.G. ، Latyshev M.V. ، Teregerya V.V. التوحيد القياسي والمقاييس والشهادات. درس تعليمي. - م: الشعارات 2005. 560 ص (ص 355-383)
2. يفيتس I.M. التوحيد القياسي والمقاييس والشهادات. كتاب مدرسي. الطبعة الرابعة. - م: يورايت. 2004. 335 ص.
3. تشغيل أسلحة القوات الكيماوية ووسائل الحماية. درس تعليمي. VAHZ ، اللوح. 1990. (Inv. 2095).
4. مراقبة جودة تطوير وإنتاج الأسلحة والمعدات العسكرية. حرره أ. سميرنوفا. اللوح 2003. 274 ص. (Inv. 3447).
خلال الدورة ، كن مستعدًا لـ:
1. أجب على أسئلة المعلم.
قم بإرسال المصنفات بأسئلة تم إعدادها وفقًا للمهمة.
المؤلفات
تصنيع جزء قابلية التبادل
1. التوحيد القياسي والمقاييس والشهادات. إد. سميرنوفا أ. VU RHBZ، DSP، 2001. 322 ص. (Inv. 3460).
2. Sergeev A.G. ، Latyshev M.V. ، Teregerya V.V. التوحيد القياسي والمقاييس والشهادات. درس تعليمي. - م: الشعارات ، 2005. 560 ص.
3. تكنولوجيا المعادن. كتاب مدرسي. إد. V.A. بوبروفسكي. م. دار النشر العسكرية. 1979 ، 300 ص.
عند تجميع جزأين متضمنين أحدهما في الآخر ، فإنهم يميزون مغطىو تغطيةالأسطح التي يكون معناها واضحا من الاسم.
يسمى السطح المحيط الفجوةمغطى - الفتحة.
على سبيل المثال ، السطح الأسطواني الداخلي للغلاف وسطح مجرى المفتاح - الأسطح الأنثوية والثقوب ؛ السطح الأسطواني الخارجي للجلبة وسطح المفتاح - أسطح الذكور ، مهاوي.
يحدد الفرق بين أبعاد الأسطح الأنثوية والذكور (بين أبعاد الحفرة والعمود) طبيعة الاتصالتفاصيل أو هبوط، بمعنى آخر. درجة أكبر أو أقل من حركة الأجزاء أو درجة من قوة المفاصل (للمفاصل الثابتة).
إذا كان حجم الثقب D أكبر من حجم العمود d ، فإن الفرق الإيجابي بينهما ، الذي يميز درجة التنقل (حرية الحركة النسبية) يسمى الفارقس:
S = D - د ؛ دود. S0. (3.8)
إذا كان حجم العمود d أكبر من حجم الفتحة D ، فإن الفرق الإيجابي بينهما ، الذي يميز درجة قوة الاتصال ، يسمى التشوشن:
N = د - د ؛ د D ؛ N0. (3.9)
يمكن التعبير عن التحميل المسبق (إذا لزم الأمر) كتخليص سلبي والعكس صحيح:
S = -N ؛ N = -S. (3.10)
الحجم الاسمي -الحجم المقدر الرئيسي ، مقربًا إلى المعيار. يتم تحديد الأبعاد الاسمية للفتحة والعمود في الملاءمة على الرسم ويتم حساب الانحرافات عنها ، والتي ترد في جدول معايير التفاوتات.
يتم تحديد الأبعاد الاسمية (عند تقريبها بعد حساب القوة والصلابة والاستقرار ...) وفقًا لـ GOST 6636-69 * "الأبعاد الخطية العادية". يؤدي استخدام الأبعاد الخطية القياسية فقط إلى تقليل الأبعاد القياسية لقطع العمل وأدوات القطع والقياس وتقليل تكلفة الإنتاج.
وفقًا لـ GOST ، يتم توفير مجموعة من الأحجام من 0.001 إلى 20000 مم ، مبنية على أساس الأرقام المفضلة. تم إنشاء أربعة صفوف من الأحجام ، مع زيادة التدرج الهندسي مع = ؛  ;
;
 ;
;
 . تم تعيين الصفوف Ra5 و Ra10 و Ra20 و Ra40. أكبر عدد من الأحجام في الصف الأخير ، الأصغر - في الأول. عند اختيار الفئات ، يجب تفضيل كل صف سابق على التالي.
. تم تعيين الصفوف Ra5 و Ra10 و Ra20 و Ra40. أكبر عدد من الأحجام في الصف الأخير ، الأصغر - في الأول. عند اختيار الفئات ، يجب تفضيل كل صف سابق على التالي.
الحجم الأصلييسمى الحجم الذي تم الحصول عليه نتيجة القياس مع وجود خطأ مسموح به.
تسمى الأبعاد التي يجب أن يكون الحجم الفعلي للأجزاء الجيدة في الدُفعة (أو تساويها) بالحد - على التوالي حد اقصي D max و d max و أصغر حدد دقيقة ، د دقيقة.
للتبسيط ، في الرسومات والجداول ، بدلاً من الأبعاد المحددة ، يتم تعيين الانحرافات الحدية المقابلة - العلوي والسفلي.
الانحراف العلوي(ES ، es) هو الفرق الجبري بين أكبر حد للحجم والحجم الاسمي للمفصل.
ES = D max - d n s ؛ (3.11)
es = d max - d n s، (3.12)
حيث d n s هو القطر الاسمي للتوصيل.
انخفاض الانحراف(EI، ei) - الفرق الجبري بين أصغر حجم حد والحجم الاسمي للاتصال:
EI = D min - d n s ؛ (3.13)
ei = d min - d n s. (3.14)
يمكن أن تكون الانحرافات موجبة أو سلبية أو صفرية.
تفاوت الحجم T هو الفرق بين أحجام الحد:
T D \ u003d D max - D دقيقة ؛ (3.15)
T د \ u003d د كحد أقصى - د دقيقة. (3.16)
التسامح - القيمة موجبة دائمًا ، لذلك يشار إليها في المستندات بدون علامة.
باستبدال التعبيرات (3.15) و (3.16) بقيم الأبعاد المحددة ، معبراً عنها من حيث الانحرافات والقيمة الاسمية ، نحدد:
T D \ u003d (ES + d n s) - (EI + d n s) \ u003d ES - EI ؛ (3.17)
T د \ u003d (es + d n s) - (ei + d n s) \ u003d es - ei. (3.18)
التسامح يساوي الفرق في انحرافات الحدود (مع علامتها الخاصة!).
يميز التسامح دقة الحجم. كلما كان التفاوت أصغر ، كلما زادت الدقة ، كلما كان النطاق المحتمل لتغييرات الحجم أقل في الدُفعة والعكس صحيح. تؤثر قيمة التسامح على الخصائص التشغيلية للاتصال والمنتج ، فضلاً عن تعقيد التصنيع وتكلفة القطعة. يتطلب تصنيع الأجزاء ذات التسامح الأقل استخدام معدات أكثر دقة ، وأدوات قياس دقيقة ، وتركيبات ، وأنماط معالجة مناسبة ، مما يزيد من تكلفة المنتج.
عند تجميع الأجزاء (على سبيل المثال ، يتم توصيل العمود بجلبة) المصنعة ضمن التسامح ، اعتمادًا على مجموعات عشوائية من أحجام الفتحات والأعمدة ، يمكن الحصول على نوبات مختلفة. يتم تقسيمها عادةً إلى عمليات هبوط مع التخليص (S) ، والتداخل (N) ، والانتقالي (NS).
تناسب التخليصيسمى النوبة التي يتم فيها توفير فجوات في جميع المفاصل في التجميع. ال هبوط التدخل.
انتقالييسمى الهبوط ، حيث تحصل بعض الوصلات على التجميع على فجوات ، والباقي - ضيق.
يتميز كل هبوط بحدود (أكبر وأصغر) من الخلوص أو التداخلات ، والتي يتم تحديد قيمتها من خلال الأبعاد المحدودة للأجزاء.
تتشكل أصغر فجوة S min في الاتصال إذا تم تركيب عمود بحجم d max في حفرة بحجم D min:
S min = D min -d max (3.19)
S دقيقة \ u003d (EI + d n s) - (es + d n s) \ u003d EI - es. (3.20)
سيتم الحصول على أكبر فجوة S max في الاتصال إذا تم تركيب عمود بأصغر حجم حد d min في الفتحة بأكبر حجم حد D max:
S max = D max -d min (3.21)
S max \ u003d (ES + d n s) - (ei + d n s) \ u003d ES - ei. (3.22)
على نفس المنوال،
N min \ u003d d min - D max \ u003d ei - ES \ u003d - S max ؛ (3.23)
N max \ u003d d max - D min \ u003d eS - EI \ u003d - S min. (3.24)
متوسط التخليص أو التداخل يساوي:
S ج (N ج) =  .
(3.25)
.
(3.25)
تحدد الفجوة أو مدى التداخل الخلوص أو التداخل أو التسامح المناسب (T S ، T N).
تناسب التسامح(Т S ، T N) - الفرق بين حدود الخلوص أو التداخل:
T S = (T N) = S max (N max) - S min (N min). (3.26)
في هذا التعبير ، بدلاً من S max ، S min ، نعوض بقيمهما وفقًا لـ (3.20) ، (3.22):
T S \ u003d (ES - ei) - (EI - es) \ u003d (ES - EI) + (es - ei) \ u003d T D + T د. (3.27)
وبالتالي ، فإن التسامح الملائم يساوي مجموع تفاوتات الحفرة والعمود.
على نفس المنوال،
T N \ u003d N max - N min \ u003d T D + T د. (3.28)
تخيل أن هناك مجموعة من البطانات والأعمدة التي يجب تجميعها. في هذه الدفعة من البطانات ذات الأبعاد الأكبر ، سيكون D max صغيرًا جدًا (على سبيل المثال ، 1 من 100 قطعة) ، وبالمثل ، في مجموعة الأعمدة ذات الأبعاد الأصغر ، ستكون d min صغيرة أيضًا (على سبيل المثال ، 1 من أصل 100). من الطبيعي أن نفترض أن المُجمِّع ، الذي يختار الأجزاء ويجمع الوصلات بدون اختيار ، من غير المرجح أن يأخذ أجزاء ذات أبعاد D max و d min في نفس الوقت (احتمال هذا الحدث في مثالنا هو 1/1001 / 100 = 1 / 10 4). إن احتمال حدوث مثل هذا الحدث صغير جدًا ، لذلك لن يكون هناك عمليا أي مفاصل ذات فجوة تساوي S max في التجميع. للأسباب نفسها ، لن يكون هناك عمليًا أي اتصالات بفجوة تساوي S max في التجميع.
من أجل تحديد حجم أكبر  وأقل
وأقل  الفجوات (الاحتمالية) الناتجة عن التجميع ، سوف نتعامل مع هذه المشكلة الهندسية من وجهة نظر نظرية الاحتمالات.
الفجوات (الاحتمالية) الناتجة عن التجميع ، سوف نتعامل مع هذه المشكلة الهندسية من وجهة نظر نظرية الاحتمالات.
نفترض أن توزيع أبعاد الأجزاء يتبع القانون العادي وأن التسامح التصنيعي يساوي نطاق الحجم أثناء التصنيع ، أي T = 6. نفترض أيضًا أنه لا يوجد اختيار للأجزاء أثناء التجميع (التجميع عشوائي).
من المعروف أن تكوين (توليفة) قانونين عاديين يعطي أيضًا قانونًا عاديًا. لذلك ، فإن توزيع قيم التخليص (التداخل) يتبع القانون العادي.
من مسار نظرية الاحتمالات ، من المعروف أن التوقع الرياضي لمجموع المتغيرات العشوائية يساوي مجموع توقعاتهم الرياضية. الأبعاد الفعلية للأجزاء عبارة عن متغيرات عشوائية ، ستكون التوقعات الرياضية لها قريبة من متوسط الأحجام في الدُفعة.
التوقع الرياضي لمجموع الأحجام العشوائية هو التوقع الرياضي للفجوة:
M S = M D + M -d. (3.29)
S ج = د ج - د ج ، (3.30)
حيث S c و D c و d c هي القيم المتوسطة لأبعاد الفجوة والثقب والعمود.
التباين في مجموع المتغيرات العشوائية المستقلة يساوي مجموع تبايناتها. التباين D هو مربع الانحراف المعياري:
D S = DD + D d ؛ (3.31)
 .
(3.32)
.
(3.32)
ثم ، بأخذ T = 6 ، نحصل على:
T S =  .
(3.33)
.
(3.33)
مع احتمال P = 0.9973 ، ستكون قيم الفجوات الفعلية ضمن:
ثم أكبر فجوة احتمالية ستكون مساوية لـ:
 ,
(3.35)
,
(3.35)
وأصغر فجوة احتمالية:
 .
(3.36)
.
(3.36)
التعبيرات (3.35) و (3.36) تقريبية (في السابق ، تم تحديد شروط الحصول عليها). بتعبير أدق ، سيتم تحديد هذه القيم في قسم "سلاسل الأبعاد".
لتبسيط حسابات التفاوتات والهبوطات ، يتم استخدام تخطيط حقول التفاوتات. يتم تنفيذ الإنشاءات عليها بالنسبة إلى الخط الاسمي ، المعين من 0 إلى 0. يتم تسريح خطوط التحديد والأحجام الاسمية من حد واحد.
لذلك ، ستوضع خطوط الأبعاد الأكبر من الاسمية فوق الخط 0-0 ، وستكون خطوط الأبعاد الأصغر من الاسمية أدناه.
أعلى من السطر 0 - 0 على المقياس المحدد تظهر انحرافات موجبة ، لأسفل - سلبية. يشكل خطان بأبعاد قصوى أو أقصى انحرافات للفتحة والعمود حقلي تفاوت ، تم تحديدهما كمستطيلات (مقياس المستطيل عشوائي على طول الطول). مجال التسامح هو منطقة تغيير الحجم ، محاطًا بين خطوط الانحرافات العلوية والسفلية (أو الأبعاد المقابلة). مجال التسامح هو مفهوم أوسع من التسامح. لا يتميز فقط بقيمة التسامح ، ولكن أيضًا بموقعه بالنسبة للقيمة الاسمية. قد يكون لحقول التفاوت المختلفة (حسب الموقع) نفس التفاوت.
في نوبات الخلوص ، يقع مجال تحمل الفتحة فوق مجال تحمل العمود ؛ في نوبات التداخل ، يجب أن يكون مجال تحمل الفتحة أسفل مجال تحمل العمود. في عمليات الإنزال الانتقالية ، يجب أن تتداخل مجالات التسامح.