Avatud raamatukogu – avatud haridusteabe raamatukogu. Loengukonspektid Tolerantside ja maandumiste põhimõisted loeng
Osade valmistamise täpsus raadioelektroonilised seadmed
Joonis ja projektdokumentatsioon
Kursuseprojektiga töötamise käigus teevad õpilased koostejoonise (või joonise üldine vaade) instrumendi korpuse konstruktsioonid ja kaheosalised tööjoonised.
Koostejoonis joonistatakse standardsele A3 paberilehele. , A4. Esiteks määratakse seadme korpuse konstruktsiooni projektsioonide sobiv asukoht, vajalikud vaated ja lõiked ning seejärel valitakse joonise skaala. Pooljuhtseadmete väiksuse tõttu on soovitatav valida mõõtkava 5:1, 10:1. Koostejoonisel on näidatud üld- ja ühendusmõõtmed, montaažisõlmede, osade ja standardtoodete asukohad. Seejärel koostatakse selle kohta spetsifikatsioon.
Osade tööjoonised tehakse standardsetele A4 paberilehtedele (osade väiksuse tõttu). Soovitatav joonise mõõtkava on 10:1, 20:1. Iga detaili joonisele kantakse üles kõik vajalikud mõõdud, piirhälbed joonmõõtude, pindade kuju ja asukoha ning detaili pindade kareduse osas. Tootmisosade täpsuse ja piirhälvete seadmise kohta leiate lisateavet hiljem jaotisest 6.4. Joonisel on näidatud detaili materjal, kaitsekatete tüübid jne. Koostejooniste ja osade tööjooniste tegemisel on äärmiselt oluline juhinduda standarditest ESKD GOST 2.104-68, GOST 2.108-68, GOST 2.109-73.
Arveldus- ja seletuskiri, mis on koostatud 210x297 formaadis paberilehtedele tihedas kaanes, ettenähtud vormis ja köidetud tiitellehega, peab sisaldama järgmisi elemente:
● kursuseprojekti ülesanne;
● seadme kirjeldus;
● seadme juhtmete tugevuse arvutamine inertsiaalkoormusest;
● seadme juhtmete tugevuse arvutamine dünaamilise välistegevuse korral;
● termiliste pingete arvutamine instrumendi korpuses;
● järeldused;
● kasutatud kirjanduse loetelu;
Reaalse toote mõõtmetel on alati kõrvalekalded tegelikest (nominaalsetest) parameetritest. Tänapäeval on pindade joonmõõtmete, kuju ja suhtelise asendi lubatud kõrvalekalded ning detaili pinnakaredus reguleeritud vastavate standarditega. Parameetrid ja nende tolerantsid on näidatud all tehnilised dokumendid vastavalt ka standardites sätestatud reeglitele. Standardite nõuete järgimine tehniliste dokumentide koostamisel on kohustuslik.
Lubatud kõrvalekalded osade siledate elementide mõõtmetes ja sobivuses, mis tekivad nende elementide ühendamisel. Toote osade tegelikud mõõtmed peavad jääma kahe lubatud mõõtmete piirväärtuse vahele, mille erinevus moodustab tolerantsi. Mugavuse huvides on näidatud nimisuurus ja kumbki kahest piirsuurusest määratakse selle kõrvalekaldega nimisuurusest. Absoluutväärtus ja hälbe märk saadakse nimisuuruse lahutamisel vastavast piirsuurusest (joonis 6.9).
Riis. 6.9.
Joonisel fig. Näide 6.9 on mõlema võlli kõrvalekalde negatiivne märk (võlli tolerantsi väli asub nulljoone all ja sellest teatud kaugusel) ja mõlemad augu hälbed on positiivsed (augu tolerantsi väli asub nulljoone kohal ja teatud kaugusel sellest).
GOST 25347-82 näeb ette aukude ja võllide tolerantsiväljade teatud asukoha nulljoone suhtes. Joonisel fig. 6.10 näitab selliseid suhtelisi positsioone ja mõningaid tolerantsivälju mis tahes suuruse jaoks 6. ja 9. klassi nimisuuruste (üle 6 kuni 10 mm) ühe intervalli piires. Sellel joonisel näitavad pidevad jooned standardis GOST 25347-82 antud välju, punktiirjooned on need, mida pole GOST 25347-82 tabelites näidatud (neid ei soovitata kasutada), kuid need on arvutatud vastavalt GOST 25347 reeglitele. -82.
Tegelik suurus – mõõtmisel määratud suurus lubatud veaga.
Limiitsuurused - kaks suurimat lubatud suurust, mille vahele peab jääma tegelik suurus või mis võib olla võrdne.
Riis. 6.10
Nimisuurus – suurus, mille suhtes piirsuurused määratakse ja mis on ühtlasi ka kõrvalekallete lähtepunktiks. Toodete projekteerimisel saadakse nimimõõtmed arvutuse teel või valitakse disaineri poolt. Reeglina peaksid need asuma GOST 6636-69 * standardsete lineaarsete mõõtmete seerias.
Ülemine hälve on algebraline erinevus suurima piiri ja nimisuuruste vahel.
Alumine hälve – algebraline erinevus väikseima piiri ja nimisuuruste vahel.
tolerants ( 1T) on ülemise ja alumise kõrvalekalde algebralise erinevuse absoluutväärtus. Auku jaoks: IT=ES-EI; võlli jaoks: IT=es-ei, kus ES ja EI- augu ülemised ja alumised kõrvalekalded; es ja ei– ülemise ja alumise võlli läbipainded.
Tolerantsiväli – väli, mis on piiratud ülemise ja alumise hälbega. Selle määrab tolerantsi väärtus ja põhihälve, mis näitab tolerantsi asukohta nulljoone suhtes. Võllide ja aukude standardsed tolerantsiväljad on näidatud GOST 25347-83 tabelites.
Peamine kõrvalekalle on nulljoonele lähim kõrvalekalle. Selle väärtus sõltub tolerantsivälja nimisuurusest ja asukohast ning ei sõltu kvaliteedist (joon. 6.10).
Kvaliteet – tolerantside kogum, mis vastab samale täpsusastmele kõigi nimisuuruste puhul.
Võll - termin, mida kasutatakse osade välimiste (kaetud) elementide tähistamiseks.
Auk on termin, mida kasutatakse osade sisemiste (katte)elementide tähistamiseks.
Peavõll on võll, mille ülemine hälve on null (väli n joonisel 6.10).
Peaauk on auk, mille alumine hälve on null (väli H joonisel 6.10).
Mõisted "võll" ja "auk" viitavad mitte ainult silindrilistele pindadele, vaid ka erineva kujuga osade elementidele (näiteks piiratud kahe tasase või kõvera pinnaga).
Maandumine - osade ühendamise olemus, mis on määratud sellest tulenevate tühimike või häirete suuruse järgi, mis on "augu" ja "võlli" suuruste erinevus enne ühendust. Maandumine määrab ühendatud osade suhtelise liikumise vabaduse või nende vastastikuse liikumise takistuse, samuti ühendatud osade suhtelise asukoha täpsuse. Arvestades sõltuvust augu ja võlli tolerantsiväljade asukohast, moodustuvad maandumised:
●vahega, (mille juures on ühenduses ette nähtud vahe - (augu tolerantsi väli asub võlli tolerantsivälja kohal), näiteks nagu joonisel 6.9);
● interferentsi sobivusega, (millel on ühenduses tagatud interferentsi sobivus - augu tolerantsi väli asub võlli tolerantsivälja all);
●üleminek, (mille puhul on võimalik saada nii vahe- kui ka interferentsisobitus - ava ja võlli tolerantsiväljad kattuvad osaliselt või täielikult).
Aukude süsteemis ja võllisüsteemis kasutatakse reeglina kinnitusi.
● maandumised augusüsteemis - maandumiskohad, kus erinevate šahtide ühendamisel peaauguga tekivad erinevad lüngad ja häired;
● maandumisalad ja šahtisüsteem - maandumised, mille puhul saadakse peavõlliga erinevate aukude ühendamisel erinevad lüngad ja häired.
Kui peaava ja peavõlli tolerantsiväljadega osade elemendid on omavahel ühendatud, võib sobivuse omistada nii ühele kui ka teisele süsteemile.
Kuna võllisüsteemi kasutamisel on täpsete aukude tegemiseks ja kontrollimiseks vaja suuremat hulka spetsiaalseid lõike- ja mõõteriistu, kasutatakse avasüsteemis olevaid sobitusi valdavas enamuses.
Samal ajal tehakse kõikidele antud nimisuuruse maandumistele samad augud ja erinevad šahtid, millel on iga maandumiskoha jaoks teatud lubatud kõrvalekalded.
Maandumised võllisüsteemis tuleb tavaliselt rakendada kahel juhul:
1) kui rulli sama läbimõõduga on vaja saada mitmele samale ava nimisuurusele erinevad kinnitused;
2) kui osa on paigaldatud rullile või istmesse, mis on juba valmistatud võllisüsteemi sobitamiseks. Samal ajal tuleb võllisüsteemis läbi viia ka kõigi teiste sama läbimõõduga rullile paigaldatud osade maandumine.
Igal juhul on võimalik saada erinevaid lünki või häireid sõltuvalt võlli ja ava juhuslikest tegelikest mõõtmetest tolerantsi piires. Mida kõrgemad on nõuded ühenduse täpsusele ja paarituse olemuse kindlusele, seda täpsemini tuleb selles sisalduvad osad teha, st seda väiksemad peaksid olema ava ja võlli mõõtmete tolerantsid. . Tolerantsid suurustele kuni 500 mm määratakse vastavalt standardile GOST 25346-82 järgmisel viisil:
1. Kogu suuruste valik on jagatud intervallideks (mm) kuni 3, üle 3 kuni 6, üle 6 kuni 10 jne.
2. Tolerants määratakse samaks intervalli mis tahes nimisuurusele ja sõltub täpsusest (kvaliteedist).
Vastu võeti 19 kvalifikatsiooni (01; 0; 1; 2, ... 16, 17). Masinaehituses ja mõõteriistades erinevate maandumiste (osade sidumise teatud olemusega ühendused) moodustamiseks kasutatakse kvalifikatsiooni 5.–12. Kvaliteeti 14. ... 17. kasutatakse mittevastavate (vabade) suuruste kõrvalekallete piiramiseks, kvalifikatsioonid 01. ... 4. - kaliibrite valmistamiseks.
GOST 25346-82 näeb võllide ja aukude jaoks ette 28 tüüpi põhihälbeid (tolerantsivälja asukohad nulljoone suhtes). Põhihälvete väärtus sõltub nimisuurusest ja ei sõltu kvaliteedist (tolerantsi väärtus). Peamised kõrvalekalded on tähistatud ladina tähestiku tähtedega:
● aukude jaoks: A, B, C, CD, D, E, EF, FG, G, H, J, Js, K, M, N, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC;
● võllide jaoks: a, b, c, cd, d, e, ef, f, fg, g, h, j, js, k, m, n, p, r, s, t, u, v, x, y, z, za, zb, zc.
Osa neist põhihälvetest ühe nominaalsuurusega 6. ja 9. kvalifikatsiooni jaoks on näidatud joonisel fig. 6.10.
Peamised kõrvalekalded arvutatakse vastavalt GOST 25346-82 g kirjeldatud metoodikale vastavalt kahele reeglile:
1) Üldreeglina peavad sama tähega tähistatud augu ja võlli peamised kõrvalekalded olema näiteks nulljoone suhtes sümmeetrilised G ja g(joonis 6.10);
2) Erireegel on, et aukude süsteemis ja võllisüsteemis on kaks üksteisele vastavat liitmikku, milles selle kvaliteediga auk on ühendatud lähima täpsema kvaliteediga võlliga (näiteks H7 / n6 ja N7 / h6), peavad olema samad vahed ja tihedus. Reegel kehtib mõõtmete intervallidele üle 3 mm.
Igal tööjoonisel peavad kõik vastavalt käesolevale dokumendile teostatavad mõõtmed olema märgistatud lubatud kõrvalekallete kohta.
Mõõtmete piirhälbed on näidatud ühel kolmest viisist (GOST 2.307-68):
1) tingimuslikult määratud tolerantsiväljadel vastavalt standardile GOST 25347-82 (näiteks 8 H 7; 5f 8; 12js 7);
2) piirhälbete arvväärtused millimeetrites. Asümmeetriliste kõrvalekallete korral tähistatakse neid järgmiselt: ülemine - ülaosas, allosas - kohe pärast nimisuurust põhikirjast väiksema kirjaga (näiteks 5 +0,03; ).
Sümmeetrilise hälbe korral näidatakse seda põhikirjas (näiteks 8 ± 0,007). Hälvete tähistused peavad lõppema olulise numbriga, välja arvatud juhul, kui ülemise ja alumise hälbe juures on erinev arv komakohti (näiteks );
3) kombineerides esimest ja teist meetodit ning hälvete arvväärtused kirjutatakse sümbolite järel sulgudesse (näiteks 8 H 7 (+0.015) ; 5f ; 12js 7 (±0,009)).
Vajadusel näitavad montaažijoonised, milline sobivus tuleks ühes või teises sidumises läbi viia. Sel juhul kinnitatakse nimipaarmõõt, mis on mõlemale vastavelemendile (auk ja võll) sama, ja kohe pärast seda järgige näiteks iga elemendi tolerantsiväljade tähistusi, alustades avast:
Või 8 H 7-g 6 või 8 H 7/g 6 .
●detailide joonistel 18 H 8; 18f 7;
●koostejoonistel 18 H 8/f 7.
Lisaks tuleks esitada lubatud hälvete arvväärtused järgmistel juhtudel:
● kui nimisuurus ei jää eelistatud numbrite vahemikku GOST 6636-69 * (näiteks 39 H 7 (+0.025));
● Kõigi põhiliste augutolerantside jaoks, v.a H(näiteks kui maandumised ei ole augusüsteemis).
Detaili tööjoonisel saab ilma tolerantsita märkida faaside, ümardusraadiuste ja painde mõõtmed; tööriista väljumise soonte laius ja sügavus; sama pinna erineva karedusega tsoonid; kuumtöötlustsoonid, pinnakatted, viimistlused, lained, sälgud, laineliste ja sälkudega pindade läbimõõdud, samuti võrdlusmõõtmed (näiteks tooriku suurus, kui see käesoleva joonise järgi ei muutu).
Tasub öelda, et mitme sama suhteliselt madala täpsusega suuruse korral ei määrata lubatud kõrvalekaldeid nende lähedale, vaid joonistusväljale antakse üldine silt (vt allpool).
Koostejoonistel tuleks ära näidata selle dokumendi järgi tehtud mõõtmete nimiväärtused ja lubatud kõrvalekalded (näiteks mõõtmed, mis määravad keevitatavate osade suhtelise asukoha, või reguleerimise teel saadud mõõtmed), samuti nagu kõik ühendavad mõõtmed.
Montaažijoonistel on üldmõõtmed antud ilma piirhälbeteta.
Mõõtmete piirhälbed määratlemata tolerantsidega on kehtestatud standardiga GOST 25670-83, mis kehtib lõikamise teel töödeldud metallosade siledatele elementidele ja on soovitatav muul viisil töödeldud metallosade puhul, kui tolerantsid on üldkirjeldatud.
Lineaarmõõtmete määratlemata piirhälbeid, välja arvatud ümarduste ja faaside raadiused, saab määrata vastavalt GOST 25346-82 kvalifikatsioonile või GOST 25670-83 täpsusklassidele. Täpsusklasside piirhälvete arvväärtused määratakse kõrvalekallete arvväärtuste jämeda ümardamise teel kvalifikatsioonide kaupa. Tabelis. 6.17 näitab ligikaudset vastavust täpsusklasside ja kvalifikatsioonide vahel.
Ümarduste, faaside ja nurkade raadiuste määratlemata piirhälbed seatakse sõltuvalt lineaarmõõtmete määratlemata piirhälvete kvaliteedist või täpsusklassist.
Tabel 6.17
Tabel 6.18
| Lineaarmõõtmed, nurgaraadiused ja faasid | nurgad | ||||||
| Suuruste intervall, mm | Piirhälbed, mm | Nurga väiksema külje pikkuste intervall | Piirata kõrvalekaldeid | ||||
| lineaarsed mõõtmed | ümarduste ja faaside raadiused | ang. ühikut | mm 100 mm pikkuse kohta | ||||
| ± | Miinus t 2 | +t 2 | |||||
| 0,3 kuni 0,5 | - | - | - | ±0,1 | 10-ni | ±10 | 1,8± |
| Üle 0,5 kuni 1 | ±0,1 | Miinus 0,2 | +0.2 | ||||
| Üle 1 kuni 3 | ±0,2 | ||||||
| Üle 3 kuni 6 | ±0,1 | miinus 0,2 | +0.2 | ±0,3 | |||
| Üle 6 kuni 10 | ±0,2 | Miinus 0,4 | +0.4 | ±0,5 | Üle 10 kuni 40 | ±30" | ±0,9 |
| Üle 10 kuni 18 | |||||||
| Üle 18 kuni 30 | |||||||
| Üle 30 kuni 50 | ±0,3 | Miinus 0,6 | +0.6 | ±1 | Üle 40 kuni 160 | ±20' | ±0,6 |
| Üle 50 kuni 80 | |||||||
| Üle 80 kuni 120 | |||||||
| Üle 120 kuni 180 | ±0,5 | Miinus | +1 | ±2 | Üle 160 kuni 500 | ±10' | ±0,3 |
| Üle 180 kuni 250 | |||||||
| Üle 250 kuni 350 | |||||||
| Üle 350 kuni 400 | ±0,8 | Miinus 1,6 | +1.6 | ±1 | |||
| Üle 400 kuni 500 |
Tabelis. 6.18 näitab mõõtmete piirhälbete väärtusi vastavalt täpsusklassile "keskmine" GOST 25670-83.
Näide soovitatavast üldisest pealdisest õppeprojektide joonistel: mõõtmete määramata piirhälbed - vastavalt H 14, n 14, ± t 2/2. Tuleb meeles pidada, et selline lahendus on kõige enam õigustatud lõikamisel saadud elementide lineaarsete mõõtmete puhul. Enamiku vabade suuruste puhul, mis on saadud valamise, stantsimise, pressimise teel, võib olla vastuvõetavam tolerantsivälja sümmeetriline paigutus kõigi suuruste puhul.
Pärast nimisuurust joonistel sümbolid + t, miinus t, ja ± t/2 ei ole määratud. Kui üldist pealdist suurte tolerantside kohta ei tehta, tuleks pärast nimisuurust märkida kvalifitseerimise tolerantsi väli (näiteks 5 H neliteist). Mõõtmete puhul, mis ei ole seotud võllide või aukudega, määratakse sel juhul ainult sümmeetrilise paigutusega kvaliteedi- või täpsusklassi tolerantsivälja arvväärtus (näiteks 8 ± 0,18 või 8 ± 0,2).
Pindade kuju ja asukoha tolerantsid. Põhiterminid ja määratlused on toodud standardis GOST 24642-81. Tutvustame mõnda neist.
Vormi kõrvalekalle - suurim kaugus tegeliku pinna (profiili) punktidest külgneva pinna (profiili) vahel mööda normaalset külgneva pinna (profiili) vahel.
Vormi tolerants – vormihälbe suurim lubatud väärtus.
Ühistelg on sirgjoon, mille suhtes on mitme vaadeldava pöördepinna telgede suurim hälve nende pindade pikkuses minimaalne.
Tasapindade paralleelsusest kõrvalekaldumine - tasandite suurima ja väikseima kauguse erinevus ∆ normaliseeritud ala piires.
Hälve tasapinnast - suurim kaugus ∆ reaalpinna punktidest naabertasandini normaliseeritud ala piires.
Radiaalne väljajooks on suurima ja väikseima kauguse erinevus pöördepinna tegeliku profiili punktidest põhiteljeni aluse teljega risti oleva tasandi lõikes.
Lõppjooks - suurima ja väikseima kauguse erinevus ∆ otsapinna tegeliku profiili punktidest alusteljega risti oleva tasapinnani.
Positsiooniline kõrvalekalle – suurim kaugus ∆ elemendi tegeliku asukoha (selle keskpunkti, telje või sümmeetriatasandi) ja nominaalse asukoha vahel normaliseeritud alal.
Positsiooni tolerants:
1) tolerants diametraalses asendis - elemendi positsioonihälbe kahekordne maksimaalne lubatud väärtus;
2) tolerants raadiuse avaldises - elemendi asukohahälbe suurim lubatud väärtus.
Siledate aukude asukoha sõltuvat tolerantsi - kinnitusdetailide puhul - võib toodete valmistamisel ületada minimaalse tolerantsi väärtust ĸᴏᴛᴏᴩᴏᴇ summaga, mis vastab elemendi tegeliku suuruse kõrvalekaldele allapoole elemendi suurimast piirsuurusest. varras ja väikseimast piirsuurusest ülespoole.
Pinna kuju ja asukoha tolerantsid määratakse reeglina ainult siis, kui need kõrvalekalded peaksid olema väiksemad kui lineaarse suuruse tolerants. Kui kuju ja asukoha tolerantsid ei ole määratud, eeldatakse, et kõrvalekalded võivad olla lineaarse suuruse tolerantsi piires.
Pindade kuju ja asukoha tolerantside sümboliseerimise meetodeid võetakse arvesse standardites ST SEV 368-76 ja GOST 2.308-79.
Teatud tüüpi sallivuse märgid:
sirgus -
lamedus
ümarus O
silindrilisus /○/
paralleelne //
Positsiooniline
perpendikulaarsus ┴
X-telje ristumiskohad
joondus
lõpu löök,
Radiaalne väljavool
sümmeetria ÷
Tolerantsi märk ja arvväärtus, samuti mõõtmise aluseks oleva aluse tähis sisestatakse raami, mis on tehtud pidevate õhukeste joontega või sama paksusega numbritega joontega. Raam on jagatud kaheks või kolmeks väljaks. Esimeses neist antakse tolerantsimärk, teises - tolerantsi väärtus millimeetrites, kolmandas (kui see on äärmiselt oluline) - aluse (aluste) tähttähis, kui raam ei ole ühendatud mustaga. aluse külgnev kolmnurk.
Joonisel fig. 6.11 näitab tolerantside määramise lihtsamaid juhtumeid. α-märk näitab, et tolerants on sõltuv. Tähemärkide kõrgus raamides ja võrdkülgsetes mustades kolmnurkades on võrdne mõõtmete numbrite kõrgusega. Raami laius on kaks korda suurem kui tihvti kõrgus.
Kinnitusdetailide aukude tegemisel ei saa liidetavate detailide pärisaukude telgede vaheline kaugus, nagu iga teinegi lineaarmõõt, olla võrdne nimisuurusega. Osade kokkupanemisel ei ole need augud täielikult joondatud. Kui keskpunkti kauguse kõrvalekalle nominaalväärtus minimaalselt, siis saadakse ühendatud aukude lähim sobivus ja vajaliku vahega kinnitusvarras (kruvid, naastud, needid jne) asetatakse tekkinud pilusse.
GOST 14140-81 sätestab positsioonitolerantsi määramise metoodika T diameetriliselt, st kahekordne maksimaalne lubatud kaugus augu tegeliku telje asukoha ja selle nimiasukoha vahel. See sisaldab tabeleid, mille järgi on selle tolerantsi väärtusest lähtuvalt võimalik määrata aukude telgesid koordineerivate mõõtmete lubatud hälbed.
Riis. 6.11
Pinna karedus. Mis tahes pind tahke keha, olenemata sellest, kui hoolikalt ja mis meetodiga seda tehakse, on sellel mikrokaredus. Neid ebakorrapärasusi ei tohiks segi ajada makrokaredustega, mis moodustavad lainelisuse ja pinna kuju moonutavad (näiteks kõrvalekalded tasapinnast, silindrilisus jne).
Kümneid ja sadu kordi suurendades esitatakse ristlõike profiil (näiteks tehnilises dokumentatsioonis määratud nimipinna suhtes normaalselt) kujul, mis on sarnane joonisel fig. 6.12.
aluse pikkus L kasutatakse pinnakaredust iseloomustavate ebatasasuste esiletoomiseks. Aluse pikkuse piires L profiili standardhälve keskjooneni on minimaalne; y– profiili kõrvalekalle; lk- profiili väljaulatuva osa kõrgus, V on profiiliõõnsuse sügavus.
Pinna karedust hinnatakse normaallõike mikroebakorrapärasuste suuruse ja kuju järgi (GOST 25142-82).
Mõõtmised tehakse aluse pikkuse järgi L valitud kindla metoodika järgi. GOST 2789-73 * kehtestab mitmed kareduse parameetrid, millest kõige sagedamini kasutatakse Rz ja Ra.
Profiili ebatasasuste kõrgus kümne punkti võrra Rz- profiili viie suurima eendi kõrguste ja profiili viie suurima süvendi sügavuste summade keskmine absoluutväärtus aluse pikkuses (vt joonis 6.12):
Aritmeetiline keskmine profiili hälve Ra- põhipikkuse profiili hälvete absoluutväärtuste aritmeetiline keskmine:
Ra= , või ligikaudu, Ra = .
Koolitusprojektide puhul, kui nende jaoks pole erinõudeid, on soovitatav piirduda ainult ühe kahest pinnakareduse parameetrist ja ainult nende maksimaalsete väärtustega iga 14 karedusklassi kohta vastavalt standardile GOST 2789-73 * , vaata tabelit. 6.11 (Sümbol Ra tähistusest välja jäetud).
Karedus määratakse sõltuvalt ühenduse või jaoks esitatavatest nõuetest välimus osadest või valitud pinna moodustamise tehnoloogilisest protsessist. Karedus tuleb märkida kõikide selle joonise järgi teostatud pindade puhul. Pinna kareduse tähistamisel kasutatakse kolme tüüpi märke:
√ - kui pinna saamise meetod ei ole täpsustatud (eelismärk);
√ - kui see on moodustatud materjalikihi eemaldamisel;
√ - kui pind saadakse ilma materjalikihti eemaldamata või kui see pind ei ole moodustatud selle joonise järgi.
Märgi mõõtmed on näidatud järgmiselt:
kus h- joonisel olevate mõõtmete numbrite numbrite kõrgus, H = 1.5 h. Märk asetatakse punktiga määratud pinnale materjalile väljapoole või (ka) sellelt pinnalt pikendusjoonele. Parameeter ja selle väärtus määratakse vastavalt joonisele fig. 6.13, a, b.
Tabel 6.19
| Karedusklass | Parameetri maksimaalne väärtus vastavalt standardile GOST 2789-73 * |
| Rz 320 | |
| Rz 160 | |
| Rz 80 | |
| Rz 40 | |
| Rz 20 | |
| 2.5 | |
| 1.25 | |
| 0.63 | |
| 0.32 | |
| 0.16 | |
| 0.08 | |
| 0.04 | |
| Rz 0.1 | |
| Rz 0.05 |
Kui suurel hulgal pindadel on sama karedus, siis joonise paremas ülanurgas tähistus, mis on sarnane joonisel fig. 6.13, d. See tähendab, et pindadel, mille karedus ei ole joonisel näidatud, ei tohiks see olla karedam. Rz 40.
Väikeste aukude puhul on karedus märgitud mõõtejoonele (vt ka joon. 6.13).
Kareduse tähistus on üksikasjalikult määratletud standardis GOST 2.309-85.
a B C
Riis. 6.13
Soovitused sobivuste, tolerantsiväljade ja pinnakareduse valikuks. Suures osas on tagatud kogu toote ja iga selle osa kõrge kvaliteet ja töökindlus õige valik osade valmistamise ja pinnakareduse tolerantsid.
Pindade ühe või teise kvaliteedi saamiseks, pakkudes näiteks paaritusosade vajalikke omadusi, kasutatakse erinevaid tehnoloogilisi protsesse. Tabelis. 6.20 näitab metalldetailide nii konjugeerimata kui ka paarituvate pindade vormimisprotsesside võimalusi. Kahe osa paaritamisel kasutatakse põhilisi kõrvalekaldeid AGA(a) enne G(g) võimaldab maanduda vahega, alates J(j) enne N(n) – üleminek alates P(lk) enne Z(x) pingega. Toodete keerukuse ja maksumuse vähendamiseks ettevõtetes on kasutatavate lossimiste arv piiratud. Elektroonikaseadmete metallosade valmistamisel fikseeritud vuukide jaoks on häirete sobivus nagu H 7/r6, H 8/s7, klaaskiust osade jaoks - H 8/u 8. Tasub öelda, et plastosade fikseeritud ühenduste puhul on soovitatav kasutada ainult tüüpi üleminekuliite H 8/to 8, H 9/to 9, H 10/to 10. 11. klassist jämedamaid maandumisi ei soovitata.
Tabel 6.20
| Tehnoloogiline protsess | Lineaarmõõtmete täpsus, kvalifikatsioon | Karedus | ||||
| tavaline | suurenenud | |||||
| Valamine | liivavormides | Rz 160 | ||||
| Kadunud vahamudelid | Rz 20 | |||||
| Jahutusvormis | Rz 40 | |||||
| Surve all | Rz 20 | |||||
| külm stantsimine | langetamine | Diameetrid | Rz 40 | |||
| Pikkused | ||||||
| ristandid | ||||||
| Pühkimisega | 2,5 | |||||
| painutamine | ± t 3 */2 | ± t 2 */2 | ||||
| Pööramine | 12…14 | Rz 20…0,63 | ||||
| Freesimine | 12…14 | Rz 40…0,63 | ||||
| Varude lõikamine | lihvimine | 2,5…0,16 | ||||
| puurimine | Rz 40 | |||||
| Kasutuselevõtt | 0,63 | |||||
| Auk igav | ||||||
| Kuju ja asukoha tolerants, mm | ||||||
| Tasased võrdluspinnad | 0,05…0,03 // 0,1…0,02 ┴ 0,1…0,05 100 mm kohta | 2,5 | ||||
* Märkige joonisel arvväärtus.
Kõigi omavahel kokkusobivate metallpindade karedus ei tohi olla jämedam kui klass 6 ( Ra 2,5); mittevastavus mikroskeemide ja muude pooljuhttoodete pakendites on tavaliselt klass 5 ( Rx 20). Klaasiga kokkupuute kohas peab metallpinnal olema 5-7 puhtusklass ( Rz 20 … - Ra 1.25).
Klaasi karedus on tavaliselt 25 mikronit (5. klass ja täpsemalt), plastdetailide karedus on 6-9 klassi. Keraamilised ja metallkeraamilised osad pärast paagutamist on mõõtmetega 10-12 klassi tolerantside ja pinnakaredusega Ra 2,5.
Pooljuhtseadmete ja mikroskeemide valmistamisel seatakse kõrged nõuded juhtmete ühendamise kontaktiplokkide pindade puhtusele (see peab olema vähemalt 8–9. Ra 0,63 ... 0,32) ja eriti kõrge - aluspindade pinna puhtusele, mis pärast poleerimist peaks vastama 14. klassile ( Rz 0.05).
Tootmise äärmise tähtsusega juhtudel on joonistel ette nähtud pinna kuju ja asukoha tolerantsid, mis on osa suurustolerantsist: tavalistes täppisvuukides "60%; suurenenud täpsusega ühendustes "40%; ülitäpsetes liigendites "25%. Silindriliste pindade puhul piirab kuju tolerants raadiuse hälbeid ja moodustab seega vastavalt 30, 20 ja 12% suuruse tolerantsist.
Loengul esitatud küsimused:6.1 Põhimõisted
6.2 Tolerantsisüsteem siledate silindriliste kaaslaste jaoks
6.3 Tolerantsiväljade tähistamine ja soovitused valikuks
kvalifikatsioonid
6.4 Jooniste piirhälbed joonistel
6.5 Sõltuvate tolerantside kohta
6.7 Meetiliste keermete tolerantsid
6.8 Tolerantsiväljade asukoht, täpsusastmed ja nende suurus
tähistused
6.9 Tolerantsiväljad
6.10 Tolerantsid hammasrataste jaoks
6.1 Põhimõisted
Vahetatavus võimaldab täielikku asendamistosad ja koostud mis tahes sarnaste osade ja koostudega, mitte
masina või seadme, mehhanismi vms töötingimuste rikkumine.
Täielik vahetatavus tagab mehhanismide kokkupanemise
ja seadmed ilma täpsustus- ja paigaldustoiminguteta
või detailide reguleerimine (st kõigi määratud parameetrite jaoks).
Täieliku vahetatavusega, üksikud osad või koostud
jõuda koosteliinidele, kust valmis
tooted. Mittetäielik vahetatavus, kui üksikisiku jaoks
parameetrid, osad ja koostud ei ole omavahel asendatavad.
Ühtne rahvusvaheline tolerantside ja maandumiste süsteem on
turvatingimus:
osade, sõlmede ja masinate vahetatavus;
tehnilise dokumentatsiooni ühtne täitmine;
ühtne tööriistapark, kaliibrid ja muud mõõtmed
tehnoloogilised seadmed. Kell mehaaniline töötlemine homogeensete osade partiid
võimatu täpselt sama suurust saada.
Iga üksuse mõõtmed erinevad veidi
teine.
Suuruse kõrvalekalde põhjused on erinevad. Need sõltuvad
materjali kvaliteet, tööriistade ja inventari kulumine,
kinnitustingimused armatuuris, temperatuurikõikumised ajal
töötlemine jne.
Mõõtmete kõrvalekalle on väga oluline
osade ühendamine üksteisega. Kaasaegse tehnoloogiaga,
kui mehhanismide ja seadmete valmistamisel laialdaselt
kasutatakse toodangu transportimist, osade paaritus
tuleb omavahel kokku panna ilma lisata
nende töötlemine ja paigaldamine üle silla.
Vältimatud kõikumised suuruses ja erinev iseloom
ühendused on kokku võetud ühtses tolerantside ja maandumiste süsteemis.
6.2 Tolerantsisüsteem siledate silindriliste kaaslaste jaoks
Peamised süsteemid on kaks maandumissüsteemi: süsteemaugud ja võllisüsteem.
Aukude süsteemi iseloomustab asjaolu, et selles kõigi jaoks
sama täpsusega maandumised, viidatud ühele
ja sama nimiläbimõõt, avade piirsuurused
püsivad ja saavutatakse erinevad maandumised
võlli piiravate mõõtmete vastav muutus.
Ühenduse nimisuurus on väikseim
augu suuruse piirang.
Võllisüsteemi iseloomustab asjaolu, et selles on kõigi maandumiste jaoks
sama täpsusega, viidatud samale
sama nimiläbimõõt, jäävad võlli piiravad mõõtmed
konstantne ja saavutatakse ühenduse erinev olemus
vastavat muutust ava piiravates mõõtmetes.
Ühenduse nimisuurus on suurim
võlli suuruse piirang. Kõigil süsteemi standardsete maandumiste korral
augu põhja kõrvalekalle on null. Aukude süsteemis on ühendusi teha ökonoomsem kui sisse
võllisüsteem, puuride arv, hõõritsad ja
avab, nii et see süsteem on saanud masinaehituses
valdav levik.
Võllisüsteemi kasutatakse ainult juhtudel, kui võll on
valmistoode tehnoloogilistel põhjustel.
Vahetatavate osade saamiseks on vajalik, et
nende mõõtmete kõrvalekalded jäid joonisel näidatud piiridesse.
Nimisuurus on peamine arvutatud suurus (joonis 6.1).
Riis. 6.2 - ühendusskeem 6.3 - ühendusskeem vahega. tõmbega.
Tegelik suurus on see, missaadud otsese mõõtmise teel.
Piirsuurusi nimetatakse suurusteks, vahemikus
mille tegelik suurus võib kõikuda. Üks neist
neist nimetatakse suurimaks suurusepiiranguks, teist -
vähemalt.
Tolerants on erinevus suurima ja
väikseimad piirid.
Ülemine hälve on erinevus suurimate vahel
ning suurus ja nimisuurus.
Väiksem hälve on erinevus väikseima vahel
piirsuurus ja nimisuurus.
Vahe on läbimõõdu positiivne erinevus
auk ja võll, luues nende sugulase vabaduse
liigutused (joonis 6.2)
Suurim vahe on erinevus suurimate vahel
piirata augu suurust ja väikseimat piiri
võlli suurus. Väikseim vahe on erinevus väikseima vahel
ava suurus ja suurim piirang
võlli suurus.
Eelkoormus on läbimõõdu negatiivne erinevus
ava ja võlli läbimõõt enne kokkupanekut, luues pärast kokkupanekut
fikseeritud ühendused (joonis 6.3).
Suurimat (absoluutväärtuses) interferentsi nimetatakse
vahe väikseima augu suuruse piiri ja
suurim võlli suurus.
Väikseimat (absoluutväärtuses) interferentsi nimetatakse
vahe suurima augu suuruse piiri ja
väikseim võlli suurus.
Mõlemal ühendusosal on nimivõll ja ava suurus
peaks olema sama. Seda nimetatakse nimisuuruseks.
ühendused.
Maandumine määrab kahe sisestatud ühenduse olemuse
muid üksikasju ja annab mingil määral tänu
osade tegelike mõõtmete erinevus, nende sugulase vabadus
liikumine või nende püsiühenduse tugevus. Kõik süsteemid on omakorda jagatud kvalifikatsioonideks.
Kvalifikatsioonide arv varieerub sõltuvalt vahemikust
nimisuurused.
Kvaliteet – tolerantside kogum, mis vastab
sama täpsusaste kõigi nimisuuruste jaoks.
Määratakse paarituselementide tolerantsiväljade valikud
erinevad kolme nimisuuruse vahemiku puhul.
Allpool on aktsepteeritud suuruste vahemikud ja vastavad
nende kvalifikatsioon.
Suuruste jaoks:
a) väike - kuni 1 mm, aktsepteeritakse 15 kvalifikatsiooni alates 01, 0, 1, 2, ... 13.
b) keskmine - 1 kuni 500 mm aktsepteeritakse 19 kvalifikatsiooni
alates 01, 0, 1, 2, …17.
c) suur - üle 500 mm Aktsepteeritakse 19 kvalifikatsiooni
alates 01, 0, 1, 2, …17.
Kõik suurused vahemikus 1 kuni 500 mm on jagatud 12 intervalliks. Sees
aktsepteeritakse iga intervalli tolerantsi ja kõrvalekaldeid kõigi suuruste puhul
sama. Need arvutatakse antud keskmise läbimõõdu järgi
intervall. Häirete sobitamiseks on 17–19 intervalli. See on
teha nii, et äärmuslikud suurused intervalli ei saada
liiga palju pinget. Vältimaks tolerantside põhjendamatut mitmekesisust
ja istutusi ning parandada majandustulemusi
seadistatakse järgmine väljavaliku jada
tolerantsid:
1. Rakendage esmalt eelistatud veerised
tolerantsid;
2. kui on võimatu pakkuda konstruktiivset ja
eelistatud valdkondadest tulenevad tehnoloogilised nõuded
tolerantsid, muud tolerantsiväljad peamisest
valik;
3. üksikjuhtudel, tehniliselt põhjendatud juhtudel, kui
põhivaliku tolerantsiväljade rakendamine ei saa
vastama toote nõuetele
täiendavad tolerantsiväljad on lubatud.
Eelkõige põhivaliku tolerantsiväljade read
eelistatud, hästi kooskõlas ISO soovitusega
1829 – 70.Kõik sobivad nii aukude süsteemi kui ka võlli süsteemi
jagunevad kolme rühma:
maandumine vahega, mida iseloomustab olemasolu vahel
paarituspinnad garanteeritud (väikseim)
lõhe, pakkudes võimalust suhteliseks
liikuvad osad. Sellesse rühma kuuluvad ka libisemine
maandumised, mille juures väikseim vahe on null;
interferentsi sobivus, mida iseloomustab olemasolu vahel
paarituspinnad enne kokkupanekut garanteeritud
(kõige vähem) tihedust, mis takistab suhtelist
liikuvad osad pärast kokkupanekut;
ülemineku maandumised, võimaldades nii vahesid kui ka tihedust.
Üleminekumaandumine on maandumine, kus saate
saada nii kliirens kui ka eellaadimine. Need on ette nähtud
fikseeritud, kuid eemaldatavad ühendused ja pakkuda
hea paaritusosade tsentreerimine.
Kõigi erinevates riikides aktsepteeritud lossimiste loend ja nimetused
kvalifikatsioonid, vt STSEV 144-75, STSEV 145-75 või
teatmekirjandus. 6.3 Tolerantsiväljade tähistamine ja soovitused valikuks
kvalifikatsioonid
tolerantsivälja asukoht nulljoone suhtes,
olenevalt ISO-süsteemis märgitud nimisuurusest
ladina tähestiku tähed: auku suurtäht ja
väiketäht võlli jaoks.
Märgitakse ISO-süsteemi peaava tolerantsiväli
täht H ja peavõll h. Võllide j, j, k, m, n ja tolerantsiväljad
augud J, J, K, M, N on ette nähtud peamise moodustamiseks
üleminekumaandumised.
Projekteerijale ühenduse kvaliteedi ja maandumisviisi valikul
Vaja teada:
konjugatsiooni vajalikkus;
töötingimused: vibratsioon, kasutusiga, kõikumised
temperatuur jne;
vahetatavuse tagamine;
tootmiskulu. Kvaliteedid 01, 0, 1 on mõeldud mõõteplokkidele.
Kvaliteedid 2. kuni 4. – ülitäpsete toodete jaoks.
Kvalifikatsioonides 5.–13. on paaritumisel lubatud hälbed
osade suurused.
Kvaliteedid 12.–17. kehtivad konjugeerimata
osade suurused.
Mitte kõik tüütu
kvalifikatsioonid (vahemikus 12.–17.). Eelkõige
on soovitatav kaaluda piiramist
piirhälbed 12, 14 ja 16 kvalifikatsiooni puhul.
Tolerantsid 13., 15. ja 17. kvalifikatsioonile välispraktikas
valitakse harvemini, nagu meie tööstuses.
Vastutustundetute mittevastavate suuruste korral on see soovitatav
aktsepteerida järgmist tolerantsiväljade paigutust:
aukude jaoks - pluss (tähistatud tähega H);
võllide jaoks - miinus (tähistatud tähega h);
suuruste jaoks, mis ei ole seotud aukude ja võllidega -
sümmeetriline (tähistatakse JT/2 või t/2).
6.4 Jooniste piirhälbed joonistel
Lineaarsete mõõtmete piirhälbeid saab määratajoonistele ühel kolmest viisist:
1. tolerantsiväljade tähised vastavalt STSEV 145-75,
näiteks 18H7, 12e8;
2. piirhälbete arvväärtused, näiteks 18,
12 ;
3. tolerantsiväljade sümbolid koos tähisega paremal
sulgudes piirhälbete arvväärtused,
nt 18H7(0,018), 12e8().
Ühe või teise limiidi rakendamise meetodi valik
kõrvalekaldeid saab piirata regulatiivselt ja tehniliselt
tööstuse dokumendid.
Mõõtmete piirhälbed tuleks märkida
vahetult pärast nimimõõtmeid. Mõõtmete maksimaalsete kõrvalekallete üldine rekord koos
määratlemata tolerantsid peavad sisaldama tingimuslikkust
lineaarsete mõõtmete piirhälvete tähistamine in
vastavalt standardile GOST 23346-82 (kvalifikatsiooni kõrvalekallete korral)
või vastavalt standardile GOST 25670 - 83 (täpsusklasside kõrvalekalded).
Sümmeetrilised piirhälbed määratud vastavalt
kvalifikatsioonid tuleks tähistada JT / 2 numbriga
kvaliteet.
Ühepoolsete piirhälvete tähistused jaoks
kvalifikatsioon on määratud ainult ümarate aukude ja võllide jaoks
mida täiendab läbimõõdu märk ().
Näited üldistest kirjetest, mis vastavad GOST-i valikutele
25670 - 83 on antud 14 kvaliteedi- või täpsusklassi jaoks
laud.
Märge. Lubatud on salvestada määramata limiidi kohta
mõõtmete kõrvalekaldeid täiendavad selgitavad sõnad,
Näiteks:
“Mõõtmete määratlemata piirhälbed: H14, h14, t /2”.
Näide tolerantside ja joonistel sobivuse sümbolist ava ja võlli süsteemis on näidatud joonisel fig. 6.4. Ülemine
tähis viitab aukude süsteemile, alumine sümbol viitab süsteemilevõll.
Kaks auku mitte Üks või mitu auku, mis on ühendatud alustega ühendatud alustega
Kaks auku onalusega seotud
Variandi number
1
2
3
Üks või mitu auku
baasiga seotud
Tingimusliku salvestuse näide
tähistused
H14, h14, t /2 või H14, h14, JT14/2
+t, –t, t/2
t /2 või JT14/2
Riis. 6.6 – kolm või enam auku, mis pole alustega ühendatud
6.5 Sõltuvate tolerantside kohta
Sõltuv on asukoha tolerants, mille väärtussõltub mitte ainult määratud piirhälbest, vaid ka
vaadeldavate pindade tegelikud mõõtmed.
Teisisõnu, sõltuvad asukohatolerantsid on seotud
vahed paarituspindade vahel. Konstruktor
on vaja joonisele panna minimaalsed väärtused
tolerantsid, mis vastavad väikseimatele võimalikele tühikutele
(vt joonis 6.5).
6.6 Pindade kuju ja asukoha kõrvalekallete tähistused
Kell sümbol tolerantsi andmedpindade kujud ja paigutused on märgitud
ristkülikukujuline raam, mis on jagatud kaheks või kolmeks osaks
mis on paigutatud:
esimeses - kõrvalekalde märk;
teises - maksimaalne kõrvalekalle millimeetrites;
kolmandas - aluse või muu tähttähis
pind, millega asukohahälve on seotud;
kui aluseid on mitu, sisestage kõik nende tähistused.
Raami kõrgus peaks ületama fondi suurust 2–3 mm võrra.
Raami ei ole lubatud ühegi joonega ületada. raami
asetatud horisontaalselt. Normaliseerimise ja kvantitatiivse hälbe alus
põhimõte on pindade kuju ja paigutus
külgnevad sirgjooned, pinnad ja profiilid.
Nimipind on ideaalne pind,
mille mõõtmed ja kuju vastavad ettenähtule
nimimõõtmed ja nimikuju.
Kõrvalpind - pind, millel on
kontaktis oleva nimipinna kuju
tegelik pind ja asub väljaspool
osa materjali nii, et kõrvalekalle selle kõige
kauge punkt tegelikule pinnale
normaliseeritud alal oli minimaalne väärtus.
Kõrvalolevate kujuhälvete mõõtmiseks
pinnad rakendavad juhtpindu
plaadid, sirged, mõõdikud.
Vormihälve on tegelikkuse vormihälve
element nominaalvormist, hinnanguline
suurim kaugus reaalelemendi punktidest
külgneva elemendi suhtes normaalne. Vormi tolerants on suurim hälbe väärtus
kuju, st suurim kaugus reaalse punktidest
pind külgnevale pinnale piki normaalset.
Pinna kõrvalekalle on
elemendi tegeliku asukoha kõrvalekalle
vaadeldakse pinda, telge või tasapinda
sümmeetria nominaalsest asukohast.
Pinna asukoha täpsuse hindamiseks
baasi määrama.
Alus on pind, selle generatriks või punkt,
osade sidumise määratlemine tasapinna või teljega,
mille suhtes on määratud asukoha tolerantsid.
Kui alus on pöördpind või niit,
siis võetakse aluseks telg.
Asukohatolerants on piir, mis piirab
asukohahälbete lubatud väärtus
pinnad. Vormi kõrvalekallete ja asukoha arvväärtused
pinnad valitakse vastavalt standardile GOST 24643-81. Paigaldatud 16
vormi ja pindade paigutuse täpsusastmed.
Pinna karedus
Metallilõikamisel töötlemisel saadud pinnad
masinad või muul viisil vahelduvad eendid ja
erineva kõrguse ja kujuga lohud ning suhteliselt väikesed
mõõtmed kõrguses ja sammus. Pinna karedus sisse
koos teiste omadustega määrab oleku
pind ja on koos vormi täpsusega üks
pinnakvaliteedi põhilised geomeetrilised omadused
Pinna karedus on ebatasasuste kogum
aluse pikkus. Pinna karedus on ebatasasuste kogum
pinnad, mille sees on suhteliselt väikesed sammud
aluse pikkus.
Pinna karedus olenemata materjalist ja meetodist
tootmist saab hinnata üks või mitu
parameetrid:
Ra - aritmeetiline keskmine hälve,
Rz on profiili ebatasasuste kõrgus 10 punkti võrra (5
etendused ja 5 lohku),
Rmax on ebatasasuste maksimaalne kõrgus,
Smin - ebakorrapärasuse keskmine samm,
S on kohalike väljaulatuvate osade keskmine samm,
tp on profiili suhteline võrdluspikkus.
Parameeter Ra tähistab kõige täielikumat teavet, seda
on kareduse kõrguse parameetritest peamine
ja see on määratud kõigile konjugeeritud ja puhtalt töödeldud
osade mittekülgnevad pinnad. Pinna kareduse nõuded määrab
kareduse parameetri täpsustamine (või mitu
parameetrid), selle arvväärtus (suurim,
väikseim, nominaalne) ja vajadusel ka
aluse pikkus ja ebatasasuste suund.
Vastavalt GOST 2.309-73 (2002. aasta muudatusega nr 3)
pinna karedus on kõigi jaoks joonisel näidatud
osa pinnad, mis teostatakse vastavalt sellele joonisele.
6.7 Meetiliste keermete tolerantsid
Meetiliste keermete puhul kehtivad GOST 16093-70 järgi lubatud hälbedmeeterkeermetele läbimõõduga 1 - 600 mm profiiliga ja
põhimõõtmed vastavalt GOST 9150-59.
Standard kehtestab keermete piirhälbed
vahedega libisevad maandumised.
6.8 Tolerantsiväljade asukoht, täpsusastmed ja nende suurus
tähistused Keerme tolerantsiväljade asukoht nimiväärtuse suhtes
profiil määratakse peamise kõrvalekaldega - ülemine poltide ja
põhi - pähklite jaoks.
GOST töötati välja, võttes arvesse ISO R965 ja CMEA RS2272 - 69 soovitusi.
Järgmised põhisuhete jada luuakse, tähistatakse
ladina tähestiku tähed (väiksed tähed - poldi jaoks ja suurtähted - jaoks
mutrid): poltide keermete jaoks - h, g, e, d; mutrite keermete jaoks - H, G.
Kehtestatakse järgmised tugevusastmed, mis määravad tolerantsid
poltide ja mutrite keerme läbimõõt ja tähistatud numbritega:
Poltide läbimõõt:
täpsusaste
välimine
4; 6;
8;
keskmine
4; 6;
7; 8
Mutri läbimõõt:
täpsusaste
interjöör
5;
6; 7;
keskmine
4; 5;
6; 7.
Keerme läbimõõdu tolerantsivälja tähis koosneb numbrist,
täpsusastet tähistav ja peamist tähistav täht
hälve.
Näiteks: 6h, 6g, 6h. Keerme tolerantsivälja tähistus koosneb välja tähistusest
esikohal asetatud keskmise läbimõõdu tolerants ja
poltide välisläbimõõdu tolerantsivälja tähistus ja
sisemine - pähklite jaoks.
Näiteks: Kui läbimõõdu tolerantsivälja tähistus keerme ülaosas
langeb kokku keskmise läbimõõdu tolerantsivälja tähistusega, siis on see sees
korratakse HC keerme tolerantsivälja tähistust.
Näiteks:
Keerme tolerantsi tähis järgib suuruse tähistust
niidid.
Tolerantsiväljade määramise näited:
jämeda sammuga keermed - M12 poldid - 6g; mutrid M12 - 6H;
peen sammuga keermed - M12 1 - 6g poldid; mutrid M12 1 - 6H;
õõnsuse kohustusliku ümardamisega poldid - M12 - g - R.
Keermestatud osade liitmikud on tähistatud murdosaga, mille lugejas
märkige pähkli tolerantsivälja tähis ja nimetajasse -
poldi tolerantsivälja tähistus.
Näiteks: M12 - 6H / 6g; M12 1 - 6H / 6g.
6.9 Tolerantsiväljad
Keerme tolerantsi väljadTäpsusklass
täpne
poldid
pähklid
4h
4H5H
keskmine
6h; 6g;6e; 6d
5H6H; 6H; 6G
Vastavalt keermestatud täpsuse nõuetele
ühendused, poltide ja mutrite tolerantsiväljad on kehtestatud kolmes täpsusklassis:
peen, keskmine ja jäme.
Soovitus ISO R965 annab klasside valikul järgmised juhised
Täpsus:
klass "täpne" - täppiskeerme jaoks, kui minimaalne
maandumise olemuse kõikumine;
klass "keskmine" - üldiseks kasutamiseks;
klass "kare" - juhtudel, kui võib esineda tootmist
raskused, näiteks kuumvaltsitud vardadele või pikkadele keermestamiseks
pimedad augud.
Põhjendatud juhtudel on lubatud rakendada tolerantsivälju, mis
moodustatud keskmiselt erinevate täpsusklasside tolerantsiväljade kombinatsioonist
eendite läbimõõt ja läbimõõt (poltide välisläbimõõt või sisemine
mutri läbimõõt). Näiteks: poltide jaoks - 4h 6h; 8h 6h; 8g 6g; pähklite jaoks - 5H, 7H6H.
6.10 Tolerantsid hammasrataste jaoks
Hammasrataste valmistamise täpsus on reguleeritudasjakohased GOST-id, mis näevad ette nende
hinnangud kahekümnele täpsusastmele ja igale neist
kehtestatud standardid kinemaatilise täpsuse, sujuvuse kohta
rataste ja hammasrataste hammaste töö ja kokkupuude.
Kõige täpsemad kraadid 1 - 3 on jäetud paljulubavaks ja
klassid 11 ja 12 on mõeldud jämedate käikude ja tolerantside jaoks
pikim aeg ei ole määratud.
Kinemaatilise täpsuse normid määravad kogusumma väärtuse
veoratta ülekande pöördenurga viga
juhi ühe revolutsiooni eest.
Ratta sujuva töö reeglid määravad väärtuse
alamseadme pöördenurga koguvea komponendid
käik, korratakse mitu korda ühe pöörde jooksul.
Hammaste kokkupuute normid määravad külgmise sobivuse
rataste paaritushammaste pinnad liikumisprotsessis
ülekande hambad. Külgvahede normid reguleerimata käikudel
keskpunktide vahemaad (puudumisel
tagasilöögi selektorid ja kompensaatorid) määravad väärtused
surnud käigud.
Jõuülekandemehhanismide hammasratastel peab olema 7
(kuni V=10 m/s) või 7. (kuni V=6 m/s) täpsusaste. Kell
suurenenud nõuded liikumise täpsusele
rattad on tehtud 6. täpsusastmega.
Silindriliste hammasrataste jaoks vastavalt standardile STSEV 642 - 77 (m<1 мм)
on kehtestatud viit tüüpi kaaslasi: H, G, F, E ja D,
garanteeritud külgvahe väärtuse määramine j min
(joon. 6a) ja selle nelja tüüpi tolerantsid T, mis on märgitud punktis
kasvavas järjekorras h, g, f, e. Tolerantsi e kasutatakse
kaaslased E ja D.
STSEV 641-77 (m 1 mm juures) kehtestab kuus tüüpi
kaaslased: H, E, D, C, B, A (joonis 6, b) ja kaheksa tüüpi
külgmiste kliirensi tolerantsid T: h, d, c, b, a, x, y, z.
Riis. 6.6 - Liideste tüübid ja ülekande garanteeritud külgvahede väärtus m juures<1 мм(а) и m>1 mm (b).
Riis. 6.6 - Konjugatsioonide tüübid ja garanteeritud väärtusedküljevahed käigukastis m juures<1 мм(а) и m>1 mm (b). Paaritusel H on garanteeritud külgvahe j min = 0.
Vead hammasrataste ja hammasrataste valmistamisel sõltuvad
määratud täpsusaste. Külgvahe on kindlaks määratud
konjugatsiooni tüüp vastavalt iga tüübi normidele.
Hammasrattad mooduliga m<1 и нерегулируемым расположением осей,
millel on 7. täpsusaste, vastavalt kõigile kolmele standardile
rattad on tähistatud järgmiselt: 7– G (STSEV 642 –
77); m 1 mm juures, sama täpsusaste ja konjugatsioon D: 7 - D (STSEV
641 – 77).
Erinevaid kerematerjale kasutavates käikudes
ja hammasrattad ning töötavad olulise vibratsiooniga
temperatuurid, garanteeritud vahega liidesed on vajalikud,
välja arvatud käigukasti ummistused koos keskosa vähenemisega
vahemaad.
Stabiilse temperatuurirežiimiga hammasrataste jaoks koos
sama lineaarpaisumise temperatuuritegur
korpus ja hammasrattad, kasutage H-liidest.
Tagurpidikäigul põhjustab tõrke külgmise kliirensi olemasolu
veetava ratta liikumine, samuti täiendavate välimus
dünaamilised koormused, mis on sageli ebasoovitavad.
Mõõdud joonistel
Sissejuhatus
Masstootmiskeskkonnas on oluline tagada vahetatavus samad detailid. Vahetatavus võimaldab asendada mehhanismi töötamise ajal purunenud varuosa. Uus osa peab oma suuruse ja kuju poolest täpselt vastama asendatud detailile.
Vahetatavuse peamine tingimus on teatud täpsusega detaili valmistamine. Milline peaks olema detaili valmistamise täpsus, märkige joonistele lubatud piirhälbed.
Pindasid, mida mööda osad on ühendatud, nimetatakse konjugeeritud . Kahe üksteise sisse lülitatud osa ühenduses eristatakse naispinda ja kaetud. Masinaehituses on kõige levinumad silindriliste ja tasaste paralleelsete pindadega ühendused. Silindrilises ühenduses katab ava pind võlli pinda (joon. 1, a). Ümbritsev pind on nn auk kattes - võll . Need samad terminid auk ja võll tinglikult kasutatakse mis tahes muude mittesilindriliste ümbritsevate ja kaetud pindade tähistamiseks (joonis 1, b).
Riis. 1. Mõistete selgitus auk ja võll
Maandumine
Iga osade kokkupanemise toiming seisneb vajaduses ühendada või, nagu öeldakse, taimüks detail teisele. Seega tehnoloogias väljend maandumine osade ühendamise olemuse näitamiseks.
Termini all maandumine mõista kokkupandud osade liikuvusastet üksteise suhtes.
Maandumisi on kolm rühma: vahega, häiresobivusega ja üleminekuga.
Maandumised kliirensiga
lõhe nimeta augu D ja võlli d suuruste erinevust, kui ava suurus on suurem kui võlli suurus (joon. 2, a). Vahe tagab võlli vaba liikumise (pöörlemise) augus. Seetõttu nimetatakse vahega maandumisi mobiilsed maandumised. Mida suurem vahe, seda suurem on liikumisvabadus. Kuid tegelikkuses valitakse liikuvate maandumisaladega masinate projekteerimisel selline vahe, mis minimeerib võlli ja augu hõõrdetegurit.

Riis. 2. Maandumised
Häirivad maandumised
Nende sobivuste korral on ava läbimõõt D väiksem kui võlli läbimõõt d (joonis 2, b). .Tegelikkuses saab selle ühenduse teha surve all, kui emasosa (auk) soojendatakse ja (või) isane osa (võll) jahutatakse.
Häiremaandumisi nimetatakse fikseeritud maandumised , kuna ühendatud osade vastastikune liikumine on välistatud.
üleminekumaandumised
Neid maandumisi nimetatakse üleminekuteks, kuna enne võlli ja augu kokkupanemist on võimatu öelda, mis ühenduses on - vahe või interferents. See tähendab, et üleminekusobituste korral võib ava läbimõõt D olla väiksem, suurem või võrdne võlli läbimõõduga d (joonis 2, c).
Suuruse tolerants. Tolerantsi väli. Täpsuse kvaliteet Põhimõisted
Osajooniste mõõtmed kvantifitseerivad detaili geomeetriliste kujundite suurust. Mõõtmed jagunevad nominaalseteks, tegelikeks ja piirmõõtmeteks (joonis 3).
Nominaalne suurus - see on osa peamine arvutatud suurus, võttes arvesse selle eesmärki ja nõutavat täpsust.
Ühenduse nimisuurus – see on ühenduskoha moodustava ava ja võlli ühine (sama) suurus. Osade ja ühenduste nimimõõtmed ei ole valitud meelevaldselt, vaid vastavalt standardile GOST 6636-69 "Tavalised lineaarsed mõõtmed". Reaalses tootmises, detailide valmistamisel ei saa nimimõõtmeid säilitada ja seetõttu võetakse kasutusele tegelike mõõtmete mõiste.
tegelik suurus - see on detaili valmistamisel saadud suurus. See erineb alati nominaalsest üles või alla. Nende kõrvalekallete lubatud piirid määratakse piiravate mõõtmete abil.
Piiratud mõõtmed kutsutakse kaks piirväärtust, mille vahel peab olema tegelik suurus. Nendest väärtustest suuremat nimetatakse suurim suuruse piirang, väiksem - väikseim suuruse piirang. Igapäevapraktikas on osade joonistel tavaks märkida piirmõõtmed nimiväärtusest kõrvalekallete abil.
Piira kõrvalekallet - see on algebraline erinevus piir- ja nimisuuruste vahel. Eristage ülemist ja alumist kõrvalekallet. Ülemine kõrvalekalle on algebraline erinevus suurima suuruse piirangu ja nimisuuruse vahel. madalam hälve on algebraline erinevus väikseima suuruse piirangu ja nimisuuruse vahel.
Nominaalne suurus on kõrvalekallete lähtepunktiks. Kõrvalekalded võivad olla positiivsed, negatiivsed või nullid. Standarditabelites on hälbed antud mikromeetrites (µm). Joonistel on kõrvalekalded tavaliselt näidatud millimeetrites (mm).
Tegelik kõrvalekalle - see on algebraline erinevus tegelike ja nimisuuruste vahel. Osa loetakse sobivaks, kui kontrollitava suuruse tegelik hälve jääb ülemise ja alumise kõrvalekalde vahele.
Suuruse tolerants - see on suurima ja väikseima piirsuuruse vahe või algebralise erinevuse absoluutväärtus ülemise ja alumise hälbe vahel.
Under kvaliteet mõista tolerantside komplekti, mis varieeruvad olenevalt nimisuuruse suurusest. Kehtestatud on 19 kvalifikatsiooni, mis vastavad detaili valmistamise erinevatele täpsusastmetele. Iga kvalifikatsiooni jaoks koostatakse tolerantsiväljade read
Tolerantsi väli on väli, mida piiravad ülemised ja alumised kõrvalekalded. Kõik aukude ja võllide tolerantsiväljad on tähistatud ladina tähtedega: aukude puhul - suurtähtedega (H, K, F, G jne); võllide jaoks - väiketähed (h, k, f, g jne).

Riis. 3. Mõistete selgitus
Loeng
Teema nr 5 Tolerantsid ja maandumised
Sissejuhatus
Toote (masin, agregaat, agregaat) väljatöötamise protsessis on vaja lähtuda etteantud standardimise ja ühtlustamise tasemest, mille määravad rakendatavuse, korratavuse ja projektidevahelise ühtlustamise koefitsiendid. Nende koefitsientide väärtuste suurenemisega suureneb väljatöötatud toote majanduslik efektiivsus selle tootmis- ja tööprotsessis. Standardiseerimise ja ühtlustamise taseme tõstmiseks on vaja juba toote väljatöötamise etapis kasutada suuremat hulka tööstuses toodetud komponente ning püüdleda originaalkomponentide väljatöötamise mõistliku piiramise poole. Samas on arendusprotsessi põhiküsimuseks vahetatavate osade, koostude ja komponentide täpsus eelkõige geomeetriliste parameetrite osas.
Osade, sõlmede ja koostude vahetatavus võimaldab ühe standardimismeetodina läbi viia liitmist, korraldada varuosade tarnimist, hõlbustada remonti, eriti rasketes tingimustes, taandades selle kulunud osade lihtsaks asendamiseks.
Vahetatavus- iseseisvalt valmistatud osade omadus asuda montaažiüksuses ilma täiendava mehaanilise või käsitsi töötlemiseta kokkupanemisel, tagades samas kokkupandud toodete (sõlmede, mehhanismide) normaalse töö.
Juba asendatavuse definitsioonist tuleneb, et see on tootmise jaotamise eelduseks, s.o. osade, komponentide, sõlmede iseseisev valmistamine, mis järgnevalt monteeritakse järjestikku koosteüksusteks ja koostesõlmed ühiseks süsteemiks (mehhanism, masin, seade). Kokkupanekut saab teostada kahel viisil: kokkupandud osade või montaažiüksuste paigaldamisega ja ilma. Ilma liitmikuta montaaži kasutatakse mass- ja liinitootmises ning liitmikega - üksik- ja väiketootmises. Ilma kinnituseta kokkupanemisel tuleb osad valmistada nõutava täpsusega. Kuid vahetatavust ei taga ainult geomeetriliste parameetrite täpsus. Vajalik on, et materjal, osade, montaažisõlmede ja komponentide vastupidavus vastaks lõpptoote otstarbele ja kasutustingimustele. Seda asendatavust nimetatakse funktsionaalne, ja geomeetriline vahetatavus on funktsionaalse vahetatavuse teatud tüüp.
Vahetatavus on täielik ja mittetäielik, väline ja sisemine.
Täielik vahetatavus võimaldab teil saada kindlaksmääratud kvaliteedinäitajaid ilma monteerimisprotsessis täiendavate toiminguteta.
Kell mittetäielik vahetatavus koostesõlmede ja lõpptoodete komplekteerimisel on lubatud osade detailide ja koostesõlmede valiku ja reguleerimisega seotud toimingud. See võimaldab teil saada valmistoodete kindlaksmääratud tehnilisi ja töönäitajaid osade väiksema täpsusega. Samal ajal peaks funktsionaalne vahetatavus olema ainult täielik ja geomeetriline - nii täielik kui ka mittetäielik.
Väline vahetatavus- see on üksuste ja komponentide vahetatavus tööparameetrite ja ühendusmõõtmete osas. Näiteks elektrimootori väljavahetamine. Selle tööparameetrid on - võimsus, kiirus, pinge, vool; ühendusmõõtmed hõlmavad läbimõõtu, elektrimootori jalgade aukude arvu ja asukohta jne.
Sisemine vahetatavus tagatakse nende parameetrite täpsusega, mis on vajalikud osade sõlmedeks ja sõlmede mehhanismideks kokkupanemiseks. Näiteks veerelaagrite kuullaagrite või rullikute vahetatavus, käigukasti veo- ja veovõllide sõlmed jne.
Vahetatavuse põhimõtted kehtivad osade, koostesõlmede, komponentide ja lõpptoodete suhtes.
Vahetatavuse tagab toote parameetrite täpsus, eelkõige mõõtmed. Tootmisprotsessis tekivad aga paratamatult vead Х, mille arvväärtused leitakse valemiga
kus X on suuruse (parameetri) antud väärtus;
Xi on sama parameetri tegelik väärtus.
Vead jagunevad süstemaatiline, juhuslik ja jäme(vahetab).
Juhuslike vigade mõju mõõtmistäpsusele saab hinnata tõenäosusteooria ja matemaatilise statistika meetoditega. Paljud katsed on näidanud, et juhuslike vigade jaotus järgib kõige sagedamini normaaljaotuse seadust, mida iseloomustab Gaussi kõver (joonis 1).
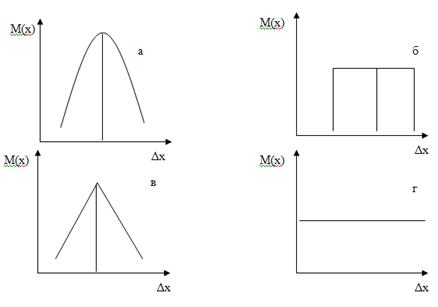
Joonis 1 - Juhuslike vigade jaotuse seadused
a - normaalne; b - Maxwell; c - kolmnurk (Simpson); g - võrdtõenäoline.
Kõvera maksimaalne ordinaat vastab antud suuruse keskmisele väärtusele (piiramatu arvu mõõtmiste puhul nimetatakse seda matemaatiliseks ootuseks ja tähistatakse M(X).
Juhuslikud vead või kõrvalekalded joonisest kantakse piki x-telge. Y-teljega paralleelsed lõigud väljendavad vastava väärtuse juhuslike vigade esinemise tõenäosust. Gaussi kõver on maksimaalse ordinaadi suhtes sümmeetriline. Seetõttu on võrdselt võimalikud kõrvalekalded samast absoluutväärtusest, kuid erineva märgiga. Kõvera kuju näitab, et väikesed kõrvalekalded (absoluutväärtuses) ilmnevad palju sagedamini kui suured ja väga suurte kõrvalekallete ilmnemine on praktiliselt ebatõenäoline. Seetõttu on lubatud vead piiratud teatud piirväärtustega (V on juhuslike vigade hajumise praktiline väli, mis võrdub osade partii suurima ja väikseima mõõdetud mõõtmete erinevusega). Väärtus määratakse toodete valmistamise optimaalsete kuludega piisava täpsuse tingimusel. Reguleeritud hajuvälja puhul ei tohi piire ületada rohkem kui 2,7% juhuslikest vigadest. See tähendab, et 100 töödeldud detailist ei saa olla rohkem kui kolm defektset. Tehnilises ja majanduslikus mõttes defektsete toodete esinemissageduse edasine vähendamine ei ole alati soovitatav, kuna. toob kaasa praktilise eksivälja liigse suurenemise ja sellest tulenevalt tolerantside suurenemise ja toodete täpsuse vähenemise. Kõvera kuju sõltub toodete töötlemise ja mõõtmise meetoditest; täpsed meetodid annavad kõvera 1, millel on hajuv väli V1; kõver 2, mille puhul V2
Olenevalt aktsepteeritud tehnoloogilisest protsessist, tootmismahust ja muudest asjaoludest võivad juhuslikud vead jaotada mitte Gaussi seaduse, vaid võrdusustamisseaduse järgi (joonis 1b), kolmnurga seaduse järgi (joonis 1c), vastavalt Maxwelli seadus (joonis 1d) jne. Juhuslike vigade rühmitamise kese võib ühtida keskmise suuruse koordinaadiga (joonis 1a) või nihkuda selle suhtes (joonis 1d).
Töötlemisel ja mõõtmisel vigu põhjustavate põhjuste mõju on võimatu täielikult kõrvaldada, viga on võimalik vähendada ainult arenenumate tehnoloogiliste töötlemisprotsesside rakendamisega. Suuruse (mis tahes parameetri) täpsust nimetatakse tegeliku suuruse lähendamise astmeks antud suurusele, s.o. suuruse täpsuse määrab viga. Kui viga väheneb, suureneb täpsus ja vastupidi.
Praktikas tagatakse vahetatavus vigade piiramisega. Vigade vähenemise korral lähenevad parameetrite tegelikud väärtused, eriti mõõtmed, etteantud väärtustele. Väikeste vigade korral erinevad tegelikud mõõdud etteantutest nii vähe, et nende viga ei halvenda toodete toimivust.
2. Tolerantsid ja maandumised. Kvaliteedi mõiste
Peamised mõisted ja määratlused on kehtestatud standarditega GOST 25346, GOST 25347, GOST 25348, kehtestavad tolerantsid ja sobivad suurustele alla 1 mm, kuni 500 mm, üle 500 kuni 3150 mm.
Valemid (7) ja (8) on tuletatud järgmistest kaalutlustest. Valemitest (2) ja (3) nähtub, et suurim ja väikseim piirsuurus on võrdne nimisuuruse ja vastava piirhälbe summadega:
![]() (9)
(9)
![]() (10)
(10)
Asendades valemis (5) piirmõõtmete väärtused valemist
Sarnaseid termineid taandada saame valemi (7). Valem (8) tuletatakse sarnaselt.

Joonis - augu ja võlli tolerantsiväljad vahega maandumisel (augu hälbed positiivsed, võlli kõrvalekalded negatiivsed)
Tolerants on alati positiivne väärtus, olenemata sellest, kuidas see arvutatakse.
NÄIDE. Arvutage piirmõõtmete ja kõrvalekallete tolerants. Antud: = 20,010 mm; = 19,989 mm; = 10 urn; = -11 um.
üks). Arvutame tolerantsi piirmõõtmete kaudu vastavalt valemile (6):
Td = 20,010 - 19,989 = 0,021 mm
2). Arvutame piirhälbete tolerantsi valemi (8) järgi:
Td = 10 - (-11) = 0,021 mm
NÄIDE. Vastavalt võlli ja ava etteantud tähistele (võll - , auk 20) määrake nimi- ja piirmõõtmed, hälbed ja tolerantsid (mm ja mikronites).
2.2 Tolerantsi ühikud ja kvalifikatsiooni mõiste
Mõõtmete täpsuse määrab tolerants – tolerantsi vähenedes täpsus suureneb ja vastupidi.
Iga detailide töötlemise tehnoloogilist meetodit iseloomustab selle majanduslikult põhjendatud optimaalne täpsus, kuid praktika näitab, et mõõtmete suurenemisega suurenevad tehnoloogilised raskused väikeste tolerantidega detailide töötlemisel ja optimaalsed tolerantsid suurenevad muutumatutes töötlemistingimustes veidi. Majanduslikult saavutatava täpsuse ja mõõtmete vahelist seost väljendatakse tingimusliku väärtusega, mida nimetatakse tolerantsiühikuks.
Tolerantsi ühik() väljendab tolerantsi sõltuvust nimisuurusest ja on aluseks standardtolerantside määramisel.
Tolerantsi ühik µm arvutatakse järgmise valemi abil:
suurustele kuni 500 mm
suurustele üle 500 kuni 10 000 mm
kus on võlli keskmine läbimõõt millimeetrites.
Ülaltoodud valemites võtab esimene termin arvesse töötlemisvigade mõju ja teine - mõõtmisvigade ja temperatuurivigade mõju.
Isegi sama väärtusega mõõtmetel võivad olla erinevad täpsusnõuded. See sõltub detaili konstruktsioonist, eesmärgist ja töötingimustest. Seetõttu võetakse kontseptsioon kasutusele kvaliteet .
kvaliteet- detaili valmistamise täpsuse tunnus, mis on määratud tolerantside komplektiga, mis vastab samale täpsusastmele kõigi nimisuuruste puhul.
Kvalifikatsioonide tolerants (T), välja arvatud mõned erandid, määratakse valemiga
kus a on tolerantsiühikute arv;
i(I) - tolerantsi ühik.
Vastavalt ISO süsteemile suurustele 1 kuni 500 mm, 19 kvalifikatsiooni. Igaüht neist mõistetakse tolerantside komplektina, mis tagavad püsiva suhtelise täpsuse teatud nimisuuruste vahemikus.
19 kvalifikatsiooni tolerantsid täpsuse kahanevas järjestuses on järjestatud: 01, 0, 1, 2, 3,..17 ja tähistavad tinglikult IT01, IT0, IT1 ... IT17. siin on see augu ja võlli tolerantsid, mis tähendab "ISO tolerantsi".
Ühe kvaliteedi piires on “a” konstantne, seetõttu on iga kvaliteedi kõik nimisuurused ühesuguse täpsusastmega. Samas muutuvad erinevate suuruste sama kvaliteediga tolerantsid, kuna suuruse suurenemisega suureneb tolerantsi ühik, mis tuleneb ülaltoodud valemitest. Kõrgtäpselt kvalifikatsioonilt jämetäppistele kvalifikatsioonile üleminekul tolerantsid suurenevad tolerantsiühikute arvu suurenemise tõttu, mistõttu erinevates kvalifikatsioonides muutub samade nimimõõtmete täpsus.
Kõigest ülaltoodust järeldub, et:
Tolerantsi mõõtühik sõltub suurusest ja ei sõltu osade töötlemise eesmärgist, töötingimustest ja meetoditest, see tähendab, et tolerantsi mõõtühik võimaldab teil hinnata erinevate suuruste täpsust ja on üldine täpsuse mõõt või erinevate tolerantsi skaala. kvalifikatsioonid;
Erinevate kvalifikatsioonide samade suuruste tolerantsid on erinevad, kuna need sõltuvad tolerantsiühikute "a" arvust, see tähendab, et kvalifikatsioonid määravad samade nimisuuruste täpsuse;
Erinevatel osade töötlemise meetoditel on teatav majanduslikult saavutatav täpsus: “kare” treimine võimaldab töödelda detaile jämedate tolerantsidega; väga väikeste tolerantidega töötlemiseks kasutatakse peent lihvimist jne, seetõttu määrab osade töötlemise tehnoloogia tegelikult kvalifikatsioon.
Kvalifikatsiooni ulatus:
Kvaliteeti 01 kuni 4 kasutatakse gabariidiplokkide, mõõteriistade ja loendurite, mõõteriistade osade ja muude ülitäpsete toodete valmistamisel;
Kvaliteeti 5. kuni 12. kasutatakse selliste osade valmistamisel, mis moodustavad peamiselt paari erinevat tüüpi osadega;
Nende osade parameetrite puhul, mis ei moodusta kaaslasi ega oma otsustavat mõju toodete toimimisele, kasutatakse kvaliteeti 13. kuni 18. Piirhälbed määratakse kindlaks GOST 25346-89.
Tolerantsiväljade tavapärane määramine GOST 25347-82.
Piirhälbete ja maandumiste sümbol
Lineaarsete mõõtmete piirhälbed on joonistel näidatud tolerantsiväljade tingimuslike (täht) tähistega või piirhälvete arvväärtustega, samuti tolerantsiväljade tähttähistega koos piirhälvete arvväärtuste samaaegse tähistamisega sulgudes. parempoolne (joonis 5.6, a...c). Kokkupandud joonisel näidatud osade mõõtmete maandumised ja maksimaalsed kõrvalekalded on tähistatud murdosaga: lugejas - tähe tähis või ava maksimaalse hälbe arvväärtus või tähetähis, mis näitab selle numbrilist väärtust sulgudes. paremal, nimetajas - võlli tolerantsivälja sarnane tähistus (joonis 5.6, d, e). Mõnikord näidatakse maandumise märkimiseks ainult ühe paaritusosa maksimaalseid kõrvalekaldeid (joonis 5.6, e).
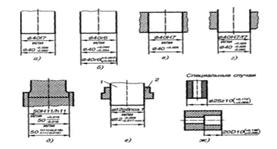
Riis. 5.6. Näited tolerantsiväljade ja maandumiste tähistamise kohta joonistel
Tolerantsiväljade legendis on kohustuslik märkida piirhälbete arvväärtused järgmistel juhtudel: suuruste puhul, mis ei kuulu tavaliste lineaarmõõtmete seeriasse, näiteks 41,5 H7 (+0,025) ; piirhälbete määramisel, mille tähiseid ei näe ette GOST 25347-82, näiteks plastosa jaoks (joonis 5.6, g).
Piirhälbed tuleks määrata kõikidele tööjoonistel näidatud mõõtmetele, sealhulgas mittevastavatele ja vastutustundetutele mõõtmetele. Kui suuruse piirhälbeid ei määrata, võivad tekkida lisakulud (kui nad püüavad seda suurust vajalikust täpsemaks saada) või detaili massi suurenemine ja metalli liigne kulu.
Sama nimisuurusega, kuid erinevate maksimaalsete kõrvalekalletega sektsioonidest koosneval pinnal tõmmatakse nende lõikude vaheline piir peenikese pidevjoonega ja nimisuurus koos vastavate maksimaalsete kõrvalekalletega on märgitud iga lõigu kohta eraldi.
Metallosade siledate elementide täpsus, kui nende kõrvalekaldeid ei näidata vahetult pärast nimimõõtmeid, vaid need on ette nähtud üldises rekordis, normaliseeritakse need kas kvalifikatsiooniga (12 kuni 17 suuruste 1 kuni 1000 mm puhul), tähistatakse IT-ga või GOST 25670-83 kehtestatud täpsusklassidega (täpne, keskmine, töötlemata ja väga töötlemata). Täpsusklasside tolerantsid tähistavad t1, t2, t3 ja t4 – vastavalt täpsusklasside puhul – peen, keskmine, kare ja väga kare.
Täpsustamata piirhälbed võllide ja aukude mõõtmetele võib määrata nii ühepoolseks kui ka sümmeetriliseks; elementide mõõtmete jaoks, mis ei ole seotud aukude ja võllidega, määratakse ainult sümmeetrilised kõrvalekalded. Ühepoolseid piirhälbeid saab määrata nii kvalifikatsioonide (+ IT või -IT) kui ka täpsusklasside (± t / 2) järgi, kuid see on lubatud ka kvalifikatsioonide järgi (± T / 2). Kvaliteet 12 vastab täpsusklassile "täpne", kvaliteet 14 - "keskmine", kvaliteet 16 - "jäme", kvaliteet 17 - "väga jäme". Määratlemata piirhälbete arvväärtused on toodud standardis GOST 25670-83. Lõikamisega töödeldud metallosade mõõtudele on eelistatav määrata määramata piirhälbed vastavalt kvaliteedile 14 ehk “keskmisele” täpsusklassile. Sõlmede, kõverusraadiuste ja faaside määratlemata maksimaalsed kõrvalekalded määratakse vastavalt standardile GOST 25670-83, sõltuvalt lineaarsete mõõtmete määratlemata maksimaalsete kõrvalekallete kvaliteedist või täpsusklassist.
Osade (koostesõlmede) ühendamine peab tagama nende asukoha või liikumise täpsuse, töökindluse ja remondi lihtsuse. Sellega seoses võib ühenduste projekteerimisele kehtestada erinevaid nõudeid. Mõnel juhul on vaja saada liigutatav ühendus vahega, teistel - fikseeritud ühendus interferentsi sobivusega.
lõhe S nad nimetavad augu ja võlli suuruste erinevust, kui augu suurus on suurem kui võlli suurus, st. S= D- d.
sekkumine N nimetatakse augu ja võlli suuruse erinevuseks, kui võlli suurus on suurem kui ava suurus. Sarnase läbimõõtude suhtega d ja D eelkoormust võib pidada negatiivseks kliirensiks, s.t.
N= - S= - (D- d) = d- D , (12)
Vahed ja pinged tagavad mitte ainult üksikute osade mõõtmete täpsuse, vaid peamiselt ka paarituspindade mõõtmete suhte - sobivuse.
maandumine nimetage osade ühenduse olemust, mis on määratud sellest tulenevate tühimike või häirete suuruse järgi.
Sõltuvalt tolerantsiväljade asukohast jagunevad augud ja maandumisvõll kolme rühma:
Vahega maandumine (jätke ühendusse tühimik);
Häirete maandumised (pakkuvad häireid ühenduses);
Ülemineku maandumised (võimaldavad saada nii lünki kui ka pingeid liigestes).
Vahega maandumisi iseloomustavad marginaalsed vahed – suurimad ja väikseimad. suurim kliirens Smax on võrdne suurima ava suuruse piirangu ja väikseima võlli suuruse piirangu vahega. Väikseim kliirens Smin on võrdne augu väikseima piirsuuruse ja võlli suurima piirsuuruse vahega. Kliirensiga maandumiste hulka kuuluvad ka maandumised, mille puhul augu tolerantsivälja alumine piir langeb kokku võlli tolerantsivälja ülemise piiriga.
Interferentsiaali moodustamiseks peab võlli läbimõõt enne kokkupanekut tingimata olema suurem kui ava läbimõõt. Kokkupandud olekus on mõlema osa läbimõõdud liidese tsoonis võrdsustatud. Suurim tihedus Nmax võrdne võlli suurima ja ava väikseima piirsuuruse vahega. Vähim eellaadimine Nmin on võrdne võlli väikseima piirmõõdu ja ava suurima piirsuuruse vahega.
Nmax=dmax-Dmin; Nmin=dmin-Dmax.
Piirhälbete abil saab mugavalt arvutada piirhälbeid ja piirvahesid:
![]()
![]() , (13)
, (13)
Ülemineku maandumised. Üleminekuliitmike põhiomadus seisneb selles, et samasse partii kuuluvate osade ühenduskohtades võib tekkida kas lünki või häireid. Üleminekumaandumist iseloomustavad suurimad vahed ja suurimad häired.
Arvutuste põhjal teeme järgmised järeldused:
Kuna negatiivsed kliirensid on võrdsed positiivsete häiretega ja vastupidi, on ülemineku sobivuse väärtuste määramine Smax ja Nmax piisab mõlema piirvahe või mõlema piirhäirete arvutamisest;
Õige arvutusega Smin või Nmin osutub tingimata negatiivseks ja absoluutväärtustes võrdub vastavalt Nmax või Smax.
sobiv tolerants TP on võrdne ava ja võlli tolerantside summaga. Kliirensiga maandumiste puhul võrdub maandumise tolerants kliirensi tolerantsiga või piirvahede vahega:
TP =TS= Smax- Smin , (14)
Samamoodi saab tõestada, et interferentsi sobivuste korral on sobivuse tolerants võrdne interferentsi tolerantsi või häirete erinevusega:
TP =TN= Nmax- Nmin , (15)
3.1 Sobib avasüsteemi ja võllisüsteemi
Osa, milles tolerantsivälja asukoht ei sõltu sobivuse tüübist, nimetatakse süsteemi põhiosaks. Põhiosa on osa, mille tolerantsiväli on aluseks selles tolerantside ja sobivuste süsteemis kehtestatud sobivuste kujunemisele.
Peamine auk- auk, mille alumine hälve on võrdne nulliga EI = 0. Peaava puhul on ülemine hälve alati positiivne ja võrdne tolerantsiga ES = 0 = T; tolerantsi väli asub nulljoone kohal ja on suunatud nimisuuruse suurendamisele.
Põhiline võll- võll, mille ülemine hälve on võrdne nulliga es = 0. Peavõllil Td = 0(ei) = tolerantsiväli asub allpool nulljoont ja on suunatud nimisuuruse vähendamisele.
Olenevalt sellest, kumb kahest paarituvast osast on põhiline, sisaldavad tolerantsi- ja sobivussüsteemid kahte rida sobitusi: sobivad augusüsteemis - erinevad vahed ja häired saadakse erinevate võllide ühendamisel peaavaga; maandumised šahtisüsteemis - erinevad lüngad ja häired saadakse peavõlli erinevate aukude ühendamisel.
Võllisüsteemis on iga sobivuse augu suuruse piirangud erinevad ja töötlemiseks on vaja kolme komplekti spetsiaalseid tööriistu. Võllisüsteemi maandumisi kasutatakse mitme osa ühendamisel sileda võlliga (tihvtiga) erinevate maandumiste jaoks. Näiteks mõõteriistades valmistatakse väikese läbimõõduga (alla 3 mm) täpsed teljed sageli siledatest kalibreeritud vardadest.
Aukude süsteemis mitmekesiste sobivuste saamiseks on vaja oluliselt vähem spetsiaalseid aukude tegemise tööriistu. Sel põhjusel on sellel süsteemil valdav rakendus masinaehituses.
Lisaks
Mõõturid siledate silindriliste osade jaoks. Mõõturid on osade juhtimise peamised vahendid. Neid kasutatakse käsitsi juhtimiseks ja neid kasutatakse laialdaselt osade automaatjuhtimisel. Mõõdikud tagavad juhtimise kõrge töökindluse.
Eesmärgi järgi jagunevad gabariidid kahte põhirühma: töömõõturid - läbipääsu R-PR ja läbimatud - R-NOT; kontrollmõõdikud - K-RP, K-NE ja K-I.
Töömõõturid PR ja NOT on mõeldud toodete juhtimiseks nende valmistamise protsessis. Neid kaliibreid kasutavad tootja kvaliteedikontrolli osakonna töötajad ja inspektorid.
Töökaliibreid nimetatakse piiravateks, kuna nende mõõtmed vastavad kontrollitavate osade piiravatele mõõtmetele. Piirmõõturid võimaldavad teil kindlaks teha, kas osade tegelikud mõõtmed jäävad tolerantsi piiresse. Osa loetakse heaks, kui see läbib läbipääsusoont ja ei lähe läbi mitteläbipääsu.
Kaliibrite nimimõõtmed on mõõtmed, mis peaksid olema kaliibritel, kui need oleksid täiesti täpselt valmistatud. Selle tingimuse korral on läbiva kronsteini nimisuurus võrdne võlli suurima piirsuurusega ja mitteläbiva kronsteini nimisuurus võrdub võlli väikseima piirsuurusega. Läbiva korgi nimisuurus on võrdne ava väikseima piirsuurusega ja mitteläbiva pistiku nimisuurus on võrdne ava suurima piirsuurusega.
Kontrolli nõuded on järgmised: olema väga produktiivne; kontrollimiseks kuluv aeg osa valmistamiseks kuluv aeg peaks olema võimalikult lühike; kontroll peab olema usaldusväärne ja majanduslikult tasuv.
Reguleerimise majandusliku otstarbekuse määravad juhtvahendite maksumus, mõõtepindade kulumiskindlus ja detaili tabeli tolerantsivälja kitsenemise suurus.

Näiteks saavutatakse tolerantsivälja suurim kitsenemine, kui kaliibrite tegelikud mõõtmed langevad kokku nende maksimaalsete mõõtmetega, mis asuvad detaili tolerantsivälja sees.
Kaliibriga kitsendatud tabeli tolerantsi nimetatakse tootmistolerantsiks. Kaliibrite tõttu pikendatud tolerantsi nimetatakse garanteerituks. Mida väiksem on tootmisüksus, seda kallim on osade valmistamine, eriti täpsemates kvaliteedis.
Piirmõõturid kontrollivad osade sobivust tolerantsiga IT6 enne IT 17, eriti mass- ja suurtootmises.
Vastavalt Taylori põhimõttele on läbivate pistikute ja rõngaste täiskuju ja pikkus võrdne paarituspikkustega ning mitteläbilaskvad mõõturid on sageli mittetäieliku kujuga: näiteks kasutatakse rõngaste asemel klambreid, aga ka mittetäielikke pistikuid. ristlõike kujul ja lühendatud telje suunas. Taylori põhimõtte range järgimine on seotud teatud praktiliste ebamugavustega.
Kontrollmõõturid To-Ja kasutatakse reguleeritavate mõõteriistade-kronsteinide paigaldamiseks ja mittereguleeritavate gabariidide-kronsteinide juhtimiseks, mis on läbimatud ja on ette nähtud kasutusest kõrvaldamiseks läbivate tööklambrite kulumise tõttu. Vaatamata kontrollmõõdikute väikesele tolerantsile moonutavad need siiski töömõõdikute valmistamisel ja kulumisel kehtestatud tolerantsivälju, mistõttu võimalusel kontrollmõõdikuid kasutada ei tohiks. Eriti väiketootmises on otstarbekas asendada kontrollmõõdikud gabariidimõõtudega või kasutada universaalseid mõõteriistu.
GOST 24853-81 siledate mõõteriistade jaoks kehtestab järgmised tootmistolerantsid: H- aukude töömõõturid (pistikud) (joonis 5.9, a) (Hs- sama kaliibriga, kuid sfääriliste mõõtepindadega); H\ - võllide mõõturid (klambrid) (joonis 5.9, b); HP- klambrite kontrollmõõturid.
Juhtimisprotsessi käigus kuluvate läbisõidumõõdikute jaoks on lisaks tootmistolerantsile ette nähtud ka kulumistolerants. Suurustele kuni 500 mm kulumismõõturid PR tolerantsiga kuni IT 8 (kaasa arvatud) võib osade tolerantsiväljast teatud summa võrra ületada juures ummikutele ja y1 klambrite jaoks; PR-mõõturite jaoks, mille tolerants on alates IT 9 kuni IT17 kulumine on piiratud läbipääsupiiranguga, s.o. y = 0 ja y1=0. Tuleb märkida, et kulumistolerantsuse väli peegeldab kaliibri keskmist võimalikku kulumist.
Kõigi läbipääsumõõturite tolerantsiväljade jaoks H (H s) ja H1 nihutatud toote tolerantsivälja sees pistikumõõturite ja väärtuse z võrra z1 klambrimõõturite jaoks.
Üle 180 mm nimisuuruste korral nihkub ka mittesuvalise kaliibri tolerantsiväli detaili tolerantsivälja sees pistikute puhul väärtuse a ja sulgudes a] võrra, luues vea kompenseerimiseks kasutusele võetud nn ohutusala. vastavalt aukude ja võllide kaliibrite kontrollimisel. Kaliibrite taluvusväli MITTE suurustele kuni 180 mm sümmeetriliselt ja vastavalt = 0 ja l = 0.
Kaliibrite tolerantsiväljade ja nende läbimise külgede kulumispiiride nihkumine detaili tolerantsivälja sees võimaldab välistada maandumiste olemuse moonutamise võimaluse ning tagada sobivate osade mõõtmete saamine konstruktsiooni piires. kehtestatud taluvusväljad.
Vastavalt GOST 24853-81 valemitele määratakse kaliibrite täidesaatvad mõõtmed. Juhtkõne kaliibri piiravateks mõõtmeteks, mille järgi tehakse uus kaliiber. Nende mõõtmete määramiseks joonisel on sulgudes märgitud väikseim piirsuurus positiivse kõrvalekaldega; korgi ja kontrollmõõturi jaoks - nende suurim suuruse piirang negatiivse kõrvalekaldega.
Kaliibri märgistamisel selle osa nimisuurus, mille jaoks kaliiber on ette nähtud, toote tolerantsivälja tähetähis, toote maksimaalsete hälvete arvväärtused millimeetrites (töökaliibril), kaliibri tüüp (näiteks PR, MITTE, K-JA) ja tootja kaubamärk.
Järeldus
Tänasel istungil käsitlesime järgmisi teemasid:
Üldine teave vahetatavuse kohta.
Tolerantsid ja maandumised. Kvaliteedi mõiste.
Maandumise, tolerantside ja kvalifikatsioonide süsteemi valik.
Iseõppimise ülesanne
(1 tund iseõppimiseks)
Täitke loengukonspektid.
Hankige kirjandust:
Peamine
Lisaks
1. Sergeev A.G., Latõšev M.V., Teregerja V.V. Standardimine, metroloogia, sertifitseerimine. Õpetus. - M.: Logos, 2005. 560 lk (lk 355-383)
2. Liftid I.M. Standardimine, metroloogia ja sertifitseerimine. Õpik. 4. väljaanne –M.: Yurayt. 2004. 335 lk.
3. Keemiavägede relvade ja kaitsevahendite kasutamine. Õpetus. VAHZ, puitlaastplaat. 1990. (Arv 2095).
4. Relvade ja sõjavarustuse arendamise ja tootmise kvaliteedikontroll. Toimetanud A.M. Smirnova. puitlaastplaat 2003. 274 lk. (Arv 3447).
Kursuse ajal ole valmis:
1. Vasta õpetaja küsimustele.
Esitage töövihikud väljatöötatud küsimustega vastavalt ülesandele.
Kirjandus
vahetatavusega osade töötlemine
1. Standardimine, metroloogia, sertifitseerimine. Ed. Smirnova A.M. VU RHBZ, DSP, 2001. 322 lk. (Arv 3460).
2. Sergeev A.G., Latõšev M.V., Teregerja V.V. Standardimine, metroloogia, sertifitseerimine. Õpetus. – M.: Logos, 2005. 560 lk.
3. Metallide tehnoloogia. Õpik. Ed. V.A. Bobrovski. -M. Sõjaväe kirjastus. 1979, 300 lk.
Kui monteerite kokku 2 osa, mis on üksteisega ühendatud, eristuvad need kaetud ja kattes pinnad, mille tähendus on nimest selge.
Ümbritsev pind on nn auk kaetud - võll.
Näiteks hülsi sisemine silindriline pind ja võtmeava pind - emaspinnad, augud; puksi silindriline välispind ja võtme pind - isaspinnad, võllid.
Naiste ja isaste pindade mõõtmete erinevus (augu ja võlli mõõtmete vahel) määrab ühenduse olemusüksikasjad või maandumine, st. osade suurem või väiksem liikuvus või liigendite tugevusaste (fikseeritud liigendite puhul).
Kui augu D suurus on suurem kui võlli d suurus, siis nende vahelist positiivset erinevust, mis iseloomustab liikuvusastet (suhtelise liikumise vabadus), nimetatakse lõhe S:
S = D-d; Dd; S0. (3.8)
Kui võlli suurus d on suurem kui ava D suurus, siis nende vahelist positiivset erinevust, mis iseloomustab ühenduse tugevust, nimetatakse sekkumine N:
N = d - D; d D; N0. (3.9)
Eelkoormust (vajadusel) saab väljendada negatiivse kliirensina ja vastupidi:
S = -N; N = -S. (3.10)
Nimisuurus - peamine hinnanguline suurus ümardatuna ülespoole standardini. Sobivuses oleva augu ja võlli nimimõõtmed on märgitud joonisele ja sellest loetakse kõrvalekalded, mis on toodud tolerantside normide tabelis.
Nominaalmõõtmed (ümardatuna pärast tugevuse, jäikuse, stabiilsuse ... arvutamist) valitakse vastavalt standardile GOST 6636-69 * “Tavalised lineaarmõõtmed”. Ainult standardsete lineaarsete mõõtmete kasutamine toob kaasa toorikute, lõike-, mõõteriistade standardmõõtmete vähenemise ja tootmiskulude vähenemise.
Vastavalt GOST-ile pakutakse eelistatud numbrite alusel ehitatud suurusi vahemikus 0,001 kuni 20 000 mm. Määratakse neli suuruste rida, mis suurenevad geomeetrilises progressioonis olulise =-ga;  ;
;
 ;
;
 . Ridadele on märgitud Ra5, Ra10, Ra20, Ra40. Suurim arv suurusi viimases reas, väikseim - esimeses. Nimiväärtuste valikul tuleks eelistada iga eelmist rida järgmisele.
. Ridadele on märgitud Ra5, Ra10, Ra20, Ra40. Suurim arv suurusi viimases reas, väikseim - esimeses. Nimiväärtuste valikul tuleks eelistada iga eelmist rida järgmisele.
Tegelik suurus nimetatakse mõõtmise tulemusena saadud suurust lubatud veaga.
Mõõtmeid, mille vahel peab olema (või olema võrdne) partiis olevate heade osade tegelik suurus, nimetatakse piiriks – vastavalt maksimaalne piirmäär D max , d max ja väikseim piir D min, d min.
Lihtsustamiseks on joonistel ja tabelites seatud piiravate mõõtmete asemel vastavad piirhälbed - ülemine ja alumine.
Ülemine kõrvalekalle(ES, es) on algebraline erinevus suurima suuruse piiri ja liigese nimisuuruse vahel.
ES = D max - d n s; (3.11)
es = d max - d n s, (3.12)
kus d n s on ühenduse nimiläbimõõt.
Alumine kõrvalekalle(EI, ei) - algebraline erinevus ühenduse väikseima piirsuuruse ja nimisuuruse vahel:
EI = D min - d n s; (3.13)
ei = d min - d n s. (3.14)
Kõrvalekalded võivad olla positiivsed, negatiivsed või nullid.
Suuruse tolerants T on piirsuuruste erinevus:
T D \u003d D max - D min; (3.15)
T d \u003d d max - d min. (3.16)
Tolerants - väärtus on alati positiivne, seega näidatakse see ilma märgita dokumentides.
Asendades avaldistes (3.15) ja (3.16) piirmõõtmete väärtused, mis on väljendatud hälvete ja nimiväärtusena, määrame:
T D \u003d (ES + d n s) - (EI + d n s) \u003d ES - EI; (3.17)
T d \u003d (es + d n s) - (ei + d n s) \u003d es - ei. (3.18)
Tolerants on võrdne piirhälvete erinevusega (oma märgiga!).
Tolerantsus iseloomustab suuruse täpsust. Mida väiksem on tolerants, seda suurem on täpsus, seda väiksem on partii suuruse muutuste võimalik vahemik ja vastupidi. Tolerantsi väärtus mõjutab ühenduse ja toote tööomadusi, samuti valmistamise keerukust ja detaili maksumust. Väiksema tolerantsiga detailide valmistamine eeldab täpsemate seadmete, täpsemate mõõteriistade, kinnituste, sobivate töötlemisrežiimide kasutamist, mis tõstab toote maksumust.
Tolerantsi piires tehtud detailide kokkupanemisel (näiteks võll ühendatakse hülsiga) saab sõltuvalt avasuuruste ja võllide juhuslikest kombinatsioonidest saada erinevaid sobivusi. Need jagunevad tavaliselt kliirensiga (S), häiretega (N), üleminekuga (N-S) maandumiskohtadeks.
kliirensi sobivus nimetatakse sobituseks, mille puhul on koostu kõigis ühenduskohtades vahed. The häirete maandumised.
üleminekuperiood nimetatakse maandumiseks, mille puhul osa sõlme ühendustest saavad lüngad ja ülejäänud - tiheduse.
Iga maandumist iseloomustavad piiravad (suurimad, väikseimad) kliirensid või häired, mille väärtuse määravad osade piiravad mõõtmed.
Väikseim vahe S min ühenduses tekib siis, kui auku, mille suurus on D min, paigaldatakse võll suurusega d max:
S min = D min -d max (3,19)
S min \u003d (EI + d n s) - (es + d n s) \u003d EI - es. (3.20)
Suurim vahe S max ühenduses saadakse, kui suurima piirsuurusega D max auku paigaldatakse väikseima piirsuurusega d min võll:
S max = D max -d min (3,21)
S max \u003d (ES + d n s) - (ei + d n s) \u003d ES - ei. (3.22)
Samuti
N min \u003d d min - D max \u003d ei - ES \u003d - S max; (3.23)
N max \u003d d max - D min \u003d eS - EI \u003d - S min. (3,24)
Keskmine kliirens või häired on võrdne:
S c (N c) =  .
(3.25)
.
(3.25)
Vahe või häirevahemik määrab kliirensi, interferentsi või sobivuse tolerantsi (T S , T N).
sobiv tolerants(Т S, T N) - piirvahe või häirete erinevus:
T S = (T N) = S max (N max) - S min (N min). (3,26)
Selles avaldises asendame S max , S min asemel nende väärtused vastavalt (3.20), (3.22):
T S \u003d (ES - ei) - (EI - es) \u003d (ES - EI) + (es - ei) \u003d T D + T d. (3,27)
Seega on sobivuse tolerants võrdne ava ja võlli tolerantside summaga.
Samuti
T N \u003d N max - N min \u003d T D + T d. (3,28)
Kujutage ette, et seal on partii pukse ja võlle, mis tuleb kokku panna. Selles suurimate mõõtmetega pukside partiis on D max väga väike (näiteks 1 tk 100-st), samamoodi on väikseimate mõõtmetega võllide partiis d min samuti väike (näiteks 1 100-st). On loomulik eeldada, et kokkupanija, valides osi valimata ja monteerides ühendusi, ei võta tõenäoliselt samaaegselt osi mõõtmetega D max ja d min (selle sündmuse tõenäosus meie näite puhul on 1/1001/100 = 1/ 10 4). Sellise sündmuse tõenäosus on väga väike, nii et koosluses ei ole praktiliselt ühtegi liigendit, mille vahe on võrdne S max -ga. Samadel põhjustel ei ole koosluses praktiliselt mingeid ühendusi, mille vahe on S max.
Suurima suurusjärgu määramiseks  ja kõige vähem
ja kõige vähem  (tõenäosuslikud) lüngad, mis tulenevad koost, läheneme sellele inseneriprobleemile tõenäosusteooria seisukohast.
(tõenäosuslikud) lüngad, mis tulenevad koost, läheneme sellele inseneriprobleemile tõenäosusteooria seisukohast.
Eeldame, et osade mõõtmete jaotus järgib normaalseadust ja tootmistolerants on võrdne valmistamise ajal suurusvahemikuga, s.o. T = 6. Samuti eeldame, et monteerimisel osade valikut ei toimu (monteerimine on juhuslik).
Teadaolevalt kahe normaalseaduse koosseis (kombinatsioon) annab ka normaalseaduse. Seetõttu järgib kliirensi (häirete) väärtuste jaotus tavaseadust.
Tõenäosusteooria käigust on teada, et juhuslike suuruste summa matemaatiline ootus on võrdne nende matemaatiliste ootuste summaga. Osade tegelikud mõõtmed on juhuslikud suurused, mille matemaatilised ootused jäävad partii keskmiste suuruste lähedale.
Juhuslike suuruste summa matemaatiline ootus on tühimiku matemaatiline ootus:
M S = M D + M -d . (3.29)
S c = D c - d c , (3.30)
kus S c , D c , d c on pilu, ava ja võlli mõõtmete keskmised väärtused.
Sõltumatute juhuslike suuruste summa dispersioon on võrdne nende dispersioonide summaga. Dispersioon D on standardhälve ruudus:
D S = DD + D d; (3.31)
 .
(3.32)
.
(3.32)
Seejärel, võttes T = 6, saame:
T S =  .
(3.33)
.
(3.33)
Tõenäosusega P = 0,9973 on tegelike tühimike väärtused vahemikus:
Siis on suurim tõenäosuslik vahe võrdne:
 ,
(3.35)
,
(3.35)
ja väikseim tõenäosuslik vahe:
 .
(3.36)
.
(3.36)
Avaldised (3.35) ja (3.36) on ligikaudsed (varem oli nende saamise tingimusi täpsustatud). Täpsemalt määratakse need väärtused jaotises "Mõõtmeahelad".
Tolerantside ja maandumiste arvutamise lihtsustamiseks kasutatakse tolerantsiväljade paigutust. Nende konstruktsioonid teostatakse nimijoone suhtes, mis on tähistatud 0 - 0. Piir- ja nimisuuruste jooned eraldatakse ühest piirist.
Seetõttu paiknevad nimiväärtusest suuremate mõõtmetega read 0–0 joone kohal ja nimiväärtusest väiksemate mõõtmetega read allpool.
Valitud skaalal joonest 0 kuni 0 üles näitavad positiivsed kõrvalekalded, allapoole - negatiivsed. Ava ja võlli kaks maksimaalsete mõõtmete või maksimaalsete kõrvalekallete joont moodustavad kaks tolerantsivälja, mis on tähistatud ristkülikutena (ristküliku skaala on pikkuses suvaline). Tolerantsi väli on suuruse muutmise tsoon, mis on suletud ülemise ja alumise kõrvalekalde (või vastavate mõõtmete) ridade vahele. Sallivusväli on laiem mõiste kui sallivus. Seda ei iseloomusta mitte ainult tolerantsi väärtus, vaid ka selle asukoht nimiväärtuse suhtes. Erinevatel (asukoha järgi) tolerantsiväljadel võib olla sama tolerants.
Vahega maandumisaladel asub augu tolerantsi väli võlli tolerantsivälja kohal, interferentsi sobituste korral peaks augu tolerantsi väli asuma võlli tolerantsivälja all. Ülemineku maandumisel peavad tolerantsiväljad kattuma.