ክፍት ቤተ-መጽሐፍት - ክፍት የትምህርት መረጃ ቤተ-መጽሐፍት. የንግግር ማስታወሻዎች የመቻቻል እና ማረፊያ ንግግር መሰረታዊ ፅንሰ-ሀሳቦች
ከፊል የማምረት ትክክለኛነት የሬዲዮ ኤሌክትሮኒክስ መሳሪያዎች
ሰነዶችን መሳል እና ዲዛይን ማድረግ
በኮርስ ፕሮጀክት ላይ በመሥራት ሂደት ተማሪዎች የስብሰባ ስዕል (ወይም ስዕል) ያከናውናሉ አጠቃላይ እይታ) የመሳሪያ ቤቶች ግንባታ እና የሁለት ክፍሎች የስራ ስዕሎች.
የመሰብሰቢያው ስዕል በተለመደው የ A3 ወረቀት ላይ ተዘጋጅቷል. , A4. በመጀመሪያ የመሳሪያው የቤቶች መዋቅር ትንበያዎች ተስማሚ ቦታ, አስፈላጊዎቹ እይታዎች እና ክፍሎች ተወስነዋል, ከዚያም የስዕሉ መጠን ይመረጣል. በትንሽ ሴሚኮንዳክተር መሳሪያዎች መጠን 5: 1, 10: 1 መለኪያን ለመምረጥ ይመከራል. የመሰብሰቢያው ስዕል አጠቃላይ እና ተያያዥ ልኬቶችን, የመሰብሰቢያ ክፍሎችን, ክፍሎችን እና መደበኛ ምርቶችን ያሳያል. ከዚያም ለእሱ ዝርዝር መግለጫ ተዘጋጅቷል.
የሥራ ክፍሎች ሥዕሎች በመደበኛ የ A4 ወረቀት (በአነስተኛ ክፍሎች ምክንያት) ላይ ተሠርተዋል ። የሚመከረው የስዕል ልኬት 10፡1፣ 20፡1 ነው። በእያንዳንዱ ክፍል ስእል ላይ ሁሉም አስፈላጊ ልኬቶች ተቀምጠዋል, ለመስመራዊ ልኬቶች ልዩነቶችን ይገድቡ, ለቦታዎች ቅርፅ እና ቦታ, እና ለክፍሉ ንጣፎች ሸካራነት. ስለ የማምረቻ ክፍሎች ትክክለኛነት እና ገደቦችን ስለማዘጋጀት ለበለጠ መረጃ፣ በኋላ በ6.4 ይመልከቱ። ስዕሉ የክፍሉን ቁሳቁስ ፣ የመከላከያ ሽፋኖችን ዓይነቶች ፣ ወዘተ ያሳያል ። የመሰብሰቢያ ስዕሎችን እና የሥራ ክፍሎችን ሲሠሩ በ ESKD GOST 2.104-68 ፣ GOST 2.108-68 ፣ GOST 2.109-73 መመራት እጅግ በጣም አስፈላጊ ነው ።
በ 210x297 ቅርፀት በተጣበቀ ሽፋን ወረቀት ላይ የተቀረፀው የሰፈራ እና የማብራሪያ ማስታወሻ ፣ በተደነገገው ቅጽ እና የታሰረ የርዕስ ገጽ ያለው ፣ የሚከተሉትን ንጥረ ነገሮች ማካተት አለበት ።
● ለኮርስ ፕሮጀክት ምደባ;
● የመሳሪያው መግለጫ;
● የመሳሪያውን ጥንካሬ ከማይነቃነቅ ጭነት ይመራል;
● በተለዋዋጭ ውጫዊ ድርጊት ስር የመሳሪያዎች ጥንካሬ ስሌት;
● በመሳሪያው ውስጥ የሙቀት ጭንቀቶችን ማስላት;
● መደምደሚያዎች;
● ያገለገሉ ጽሑፎች ዝርዝር;
የእውነተኛ ምርት ልኬቶች ሁልጊዜ ከእውነተኛ (ስም) መለኪያዎች ልዩነቶች አሏቸው። ዛሬ, የተፈቀደላቸው የሊኒየር ልኬቶች, የቅርጽ እና የቦታዎች አንጻራዊ አቀማመጥ, እንዲሁም የክፍሉ ወለል ሸካራነት በሚመለከታቸው ደረጃዎች ቁጥጥር ይደረግባቸዋል. መለኪያዎች እና መቻቻል በ ውስጥ ተጠቁሟል ቴክኒካዊ ሰነዶችበመመዘኛዎቹ ውስጥ በተቀመጡት ደንቦች መሰረት. ቴክኒካዊ ሰነዶችን በማዘጋጀት ውስጥ ያሉትን ደረጃዎች መስፈርቶች ማክበር ግዴታ ነው.
እነዚህ ንጥረ ነገሮች ሲገናኙ የተፈጠሩ ለስላሳ ክፍሎች እና ተስማሚ አካላት ልኬቶች ውስጥ የሚፈቀዱ ልዩነቶች። የምርቱ ክፍሎች ትክክለኛ ልኬቶች በሁለት የተፈቀዱ ገደቦች መካከል እንዲቆዩ አስፈላጊ ነው ፣ ልዩነታቸው መቻቻልን ይፈጥራል። ለመመቻቸት, የመጠሪያው መጠን ይገለጻል, እና እያንዳንዳቸው ሁለቱ መገደብ የሚወሰኑት ከዚህ የስም መጠን በማፈንገጡ ነው. ፍፁም እሴቱ እና የተዛባው ምልክት የሚገኘው ከተዛማጁ ገደብ መጠን (ስዕል 6.9) በመቀነስ ነው።
ሩዝ. 6.9.
በለስ ውስጥ. 6.9 ምሳሌ, ሁለቱም ዘንግ ልዩነቶች አሉታዊ ምልክት አላቸው (የዘንግ መቻቻል መስክ በዜሮ መስመር ስር እና ከእሱ የተወሰነ ርቀት ላይ ይገኛል), እና ሁለቱም ቀዳዳ ልዩነቶች አዎንታዊ ናቸው (የቀዳዳ መቻቻል መስክ ከዜሮ መስመር በላይ እና በተወሰነ ርቀት ላይ ይገኛል). ከእሱ).
GOST 25347-82 ከዜሮ መስመር አንጻር ለጉድጓዶች እና ዘንጎች የመቻቻል መስኮችን የተወሰነ ቦታ ይሰጣል. በለስ ላይ. 6.10 ከ6ኛ እና 9ኛ ክፍል በስመ መጠኖች (ከ6 እስከ 10 ሚሜ በላይ) ለማንኛውም መጠን እንደዚህ ያሉ አንጻራዊ አቀማመጦችን እና አንዳንድ የመቻቻል መስኮችን ያሳያል። በዚህ ስእል ውስጥ, ጠንካራ መስመሮች በ GOST 25347-82 የተሰጡትን መስኮች ያሳያሉ, ነጠብጣብ መስመሮች በ GOST 25347-82 ሰንጠረዦች ውስጥ ያልተጠቀሱ ናቸው (እነሱ ጥቅም ላይ እንዲውሉ አይመከሩም), ነገር ግን በ GOST 25347 ደንቦች መሰረት ይሰላሉ. -82.
ትክክለኛው መጠን - ከሚፈቀደው ስህተት ጋር በመለኪያ የተቀመጠው መጠን.
መጠኖችን ይገድቡ - ሁለት ከፍተኛ የተፈቀዱ መጠኖች, በመካከላቸው ትክክለኛው መጠን መሆን አለበት ወይም እኩል ሊሆን ይችላል.
ሩዝ. 6.10
የስም መጠን - የገደብ መጠኖች የሚወሰኑበትን መጠን እና እንዲሁም ለመለያየት እንደ መነሻ ሆኖ ያገለግላል። ምርቶችን በሚሠሩበት ጊዜ, የስም ልኬቶች በስሌት የተገኙ ናቸው ወይም በዲዛይነር የተመረጡ ናቸው. እንደ ደንቡ በ GOST 6636-69 * ተከታታይ መደበኛ መስመራዊ ልኬቶች ውስጥ መዋሸት አለባቸው።
የላይኛው ልዩነት በትልቁ ገደብ እና በስም መጠኖች መካከል ያለው የአልጀብራ ልዩነት ነው።
ዝቅተኛ መዛባት - በትንሹ ገደብ እና በስም መጠኖች መካከል ያለው የአልጀብራ ልዩነት።
መቻቻል ( 1ቲ) የላይኛው እና የታችኛው መዛባት መካከል ያለው የአልጀብራ ልዩነት ፍጹም እሴት ነው። ለጉድጓድ; የአይቲ=ኢ.ኤስ-ኢ; ለዘንግ; የአይቲ=ኢ-ኢ፣ የት ኢ.ኤስእና ኢ- የጉድጓዱ የላይኛው እና የታችኛው ልዩነቶች; ኢእና ኢ- የላይኛው እና የታችኛው ዘንግ ማጠፍ.
የመቻቻል መስክ - በከፍተኛ እና ዝቅተኛ ልዩነቶች የተገደበ መስክ. ከዜሮ መስመር አንጻር የመቻቻልን አቀማመጥ በማመልከት በመቻቻል እሴት እና በዋና ልዩነት ይወሰናል. ለዘንጎች እና ቀዳዳዎች መደበኛ የመቻቻል መስኮች በ GOST 25347-83 ሠንጠረዥ ውስጥ ተዘርዝረዋል ።
ዋናው ልዩነት ወደ ዜሮ መስመር በጣም ቅርብ የሆነ ልዩነት ነው. የእሱ ዋጋ በመቻቻል መስክ ስመ መጠን እና ቦታ ላይ የተመሰረተ እና በጥራት ላይ የተመሰረተ አይደለም (ምስል 6.10).
ጥራት - ለሁሉም የመጠን መጠኖች ከተመሳሳይ ትክክለኛነት ጋር የሚዛመዱ የመቻቻል ስብስብ።
ዘንግ - የውጭ (የተሸፈኑ) ክፍሎችን አካላት ለማመልከት የሚያገለግል ቃል።
ቀዳዳ የውስጥ (ሽፋን) ክፍሎችን አካላትን ለማመልከት የሚያገለግል ቃል ነው።
ዋናው ዘንግ የላይኛው ልዩነት ዜሮ የሆነ ዘንግ ነው (መስክ n በስእል 6.10).
ዋናው ቀዳዳ የታችኛው ልዩነት ዜሮ የሆነ ቀዳዳ ነው (ሜዳ H በስእል 6.10).
“ዘንግ” እና “ቀዳዳ” የሚሉት ቃላት የሚያመለክተው ሲሊንደራዊ ንጣፎችን ብቻ ሳይሆን የተለየ ቅርጽ ያላቸውን ክፍሎች (ለምሳሌ በሁለት ጠፍጣፋ ወይም ጠመዝማዛ ወለል ላይ ብቻ የተገደበ) አካላትን ነው።
ማረፊያ - ከግንኙነቱ በፊት የ "ቀዳዳ" እና "ዘንግ" መጠኖች ልዩነት የሆኑትን ክፍተቶች ወይም ጣልቃገብነቶች መጠን የሚወስነው የክፍሎች ግንኙነት ተፈጥሮ. ማረፊያው የሚገናኙትን ክፍሎች አንጻራዊ የመንቀሳቀስ ነጻነት ወይም የጋራ መንቀሳቀስን የመቋቋም ደረጃ, እንዲሁም የተገናኙትን ክፍሎች አንጻራዊ አቀማመጥ ትክክለኛነት ይወስናል. በጉድጓዱ እና በዘንጉ ላይ የመቻቻል መስኮች ባሉበት ቦታ ላይ ካለው ጥገኝነት አንፃር ፣ ማረፊያዎች ተፈጥረዋል ።
●ከክፍተት ጋር, (በግንኙነቱ ላይ ክፍተት በሚሰጥበት ጊዜ - (የቀዳዳው የመቻቻል መስክ ከግንድ መቻቻል መስክ በላይ ይገኛል), ለምሳሌ በስእል 6.9);
● ከጣልቃ ገብነት ጋር, (በግንኙነቱ ውስጥ ጣልቃገብነት የተረጋገጠበት - ቀዳዳው የመቻቻል መስክ በሾል መቻቻል መስክ ስር ይገኛል);
●መሸጋገሪያ, (ይህም ክፍተት እና ጣልቃ የሚመጥን ሁለቱንም ማግኘት ይቻላል ውስጥ - ጕድጓዱን መቻቻል መስኮች እና ዘንግ በከፊል ወይም ሙሉ በሙሉ መደራረብ).
በቀዳዳው ስርዓት እና በዘንግ ስርዓት ውስጥ, እንደ አንድ ደንብ, ተስማሚዎች ጥቅም ላይ ይውላሉ.
● በቀዳዳው ስርዓት ውስጥ ማረፊያዎች - የተለያዩ ዘንጎችን ከዋናው ጉድጓድ ጋር በማገናኘት የተለያዩ ክፍተቶች እና ጣልቃገብነቶች የሚፈጠሩበት ማረፊያዎች;
● ማረፊያዎች እና ዘንግ ስርዓት - የተለያዩ ቀዳዳዎችን ከዋናው ዘንግ ጋር በማገናኘት የተለያዩ ክፍተቶች እና ጣልቃገብነቶች የተገኙባቸው ማረፊያዎች.
የዋናው ጉድጓድ እና ዋናው ዘንግ ያለው የመቻቻል መስኮች ያላቸው ክፍሎች እርስ በርስ ከተገናኙ ፣ ተስማሚው ለሁለቱም እና ለሌላው ስርዓቶች ሊባል ይችላል።
ምክንያት አንድ ዘንግ ሥርዓት በመጠቀም ጊዜ, ልዩ የመቁረጫ እና የመለኪያ መሣሪያዎች አንድ ትልቅ ቁጥር ትክክለኛ ቀዳዳዎች ለማድረግ እና ለመቆጣጠር ያስፈልጋል, ቀዳዳ ሥርዓት ውስጥ የሚመጥን አብዛኞቹ ሁኔታዎች ውስጥ ጥቅም ላይ ይውላሉ.
በተመሳሳይ ጊዜ, ለሁሉም ማረፊያዎች ለተሰየመ የመጠን መጠን, ተመሳሳይ ቀዳዳዎች እና የተለያዩ ዘንጎች ይሠራሉ, ለእያንዳንዱ ማረፊያ የተወሰኑ የተፈቀዱ ልዩነቶች አሏቸው.
በሾርባው ስርዓት ውስጥ ማረፊያዎች ብዙውን ጊዜ በሁለት ጉዳዮች ላይ መተግበር አለባቸው-
1) ከተመሳሳዩ የሮለር ዲያሜትር ጋር ፣ ተመሳሳይ የስም ቀዳዳ መጠን ላላቸው ክፍሎች የተለያዩ ተስማሚዎችን ማግኘት ሲያስፈልግ ፣
2) በሮለር ላይ ወይም በመቀመጫው ላይ አንድ ክፍል ሲጭን, ቀድሞውኑ በሾል ሲስተም ውስጥ ተስማሚ ሆኖ የተሰራ. በተመሳሳይ ጊዜ, ተመሳሳይ ዲያሜትር ባለው ሮለር ላይ የተገጠሙ ሌሎች ሁሉም ክፍሎች ማረፊያ በሾላ ስርዓት ውስጥ መከናወን አለባቸው.
በማንኛዉም ግኑኝነት በመቻቻል ውስጥ ባለው ዘንግ እና ቀዳዳ በዘፈቀደ ትክክለኛ ልኬቶች ላይ በመመስረት የተለያዩ ክፍተቶችን ወይም ጣልቃገብነቶችን ማግኘት ይቻላል። ለግንኙነቱ ትክክለኛነት እና ለግንኙነቱ ተፈጥሮ እርግጠኝነት የሚያስፈልጉት መስፈርቶች ከፍ ባለ መጠን በውስጡ የተካተቱት ክፍሎች በትክክል መደረግ አለባቸው ፣ ማለትም ፣ የጉድጓዱ እና የሾሉ መጠኖች ትናንሽ መቻቻል መሆን አለባቸው ። . እስከ 500 ሚሊ ሜትር ለሆኑ መጠኖች መቻቻል የሚወሰነው በ GOST 25346-82 መሠረት ነው። በሚከተለው መንገድ:
1. ጠቅላላው የመጠን መጠን ወደ ክፍተቶች (በሚሜ) እስከ 3, ከ 3 እስከ 6, ከ 6 እስከ 10, ወዘተ የተከፈለ ነው.
2. መቻቻል በክፍለ ጊዜ ውስጥ ለማንኛውም የስም መጠን ተመሳሳይ ነው የተቀመጠው እና በትክክለኛነት (ጥራት) ላይ የተመሰረተ ነው.
19 መመዘኛዎች ተቀባይነት አግኝተዋል (01; 0; 1; 2, ... 16, 17). በሜካኒካል ኢንጂነሪንግ እና በመሳሪያዎች ውስጥ የተለያዩ ማረፊያዎችን ለመፍጠር (ከተወሰኑ የጋብቻ ክፍሎች ጋር ግንኙነቶች) ከ 5 ኛ እስከ 12 ኛ ያሉ ብቃቶች ጥቅም ላይ ይውላሉ ። ጥራቶች 14 ኛ ... 17 ኛ የማይዛመዱ (ነጻ) መጠኖች ልዩነቶችን ለመገደብ ጥቅም ላይ ይውላሉ, ብቃቶች 01 ኛ ... 4 ኛ - የካሊበሮችን ለማምረት.
GOST 25346-82 ለ 28 ዓይነት መሰረታዊ ልዩነቶች (የመቻቻል መስክ ከዜሮ መስመር አንጻር ያለው አቀማመጥ) ለዘንጎች እና ቀዳዳዎች ያቀርባል. የመሠረታዊ ልዩነቶች ዋጋ በስም መጠን ላይ የተመሰረተ ነው እና በጥራት (የመቻቻል ዋጋ) ላይ የተመካ አይደለም. ዋናዎቹ ልዩነቶች በላቲን ፊደላት ፊደላት ይጠቁማሉ-
● ለቀዳዳዎች: A፣ B፣ C፣ CD፣ D፣ E፣ EF፣ FG፣ G፣ H፣ J፣ Js፣ K፣ M፣ N፣ P፣ R፣ S፣ T፣ U፣ V፣ X፣ Y፣ Z፣ ZA ZB, ZC;
● ለዘንጎች፡ a, b, c, cd, d, e, ef, f, fg, g, h, j, js, k, m, n, p, r, s, t, u, v, x; y፣ z፣ za፣ zb፣ zc
ለ6ኛ እና 9ኛ መመዘኛዎች አንድ የስም መጠን ያለው የእነዚህ መሰረታዊ ልዩነቶች ክፍል በምስል። 6.10.
ዋናዎቹ ልዩነቶች በ GOST 25346-82 g በተገለፀው ዘዴ መሠረት በሁለት ህጎች መሠረት ይሰላሉ ።
1) እንደ አጠቃላይ ደንብ ፣ የጉድጓዱ እና የሾሉ ዋና ልዩነቶች ፣ በተመሳሳይ ፊደል የተጠቆሙት ፣ ስለ ዜሮ መስመር ሚዛናዊ መሆን አለባቸው ፣ ለምሳሌ ጂእና ሰ(ምስል 6.10);
2) ልዩ ህግ በቀዳዳው ስርዓት እና በዘንጉ ስርዓት ውስጥ ሁለት ተጓዳኝ የሚጣጣሙ ሲሆን ይህም የአንድ የተወሰነ ጥራት ቀዳዳ ከቅርቡ የበለጠ ትክክለኛ ጥራት ካለው ዘንግ ጋር የተገናኘ ነው (ለምሳሌ ፣ H7 / n6 እና N7 / h6)። ), ተመሳሳይ ክፍተቶች እና ጥብቅነት ሊኖራቸው ይገባል. ደንቡ የሚሰራው ከ3 ሚሜ በላይ ለሆኑ የልኬት ክፍተቶች ነው።
በማንኛውም የሥራ ሥዕል ላይ በዚህ ሰነድ መሠረት የሚከናወኑ ሁሉም ልኬቶች የሚፈቀዱ ልዩነቶች ምልክቶች ሊኖራቸው ይገባል ።
የልኬቶች ገደቦች ከሶስት መንገዶች በአንዱ ይገለጣሉ (GOST 2.307-68)
1) በ GOST 25347-82 መሠረት ሁኔታዊ በተሰየሙ የመቻቻል መስኮች (ለምሳሌ ፣ 8) ኤች 7; 5ረ 8; 12js 7);
2) በ ሚሊሜትር ውስጥ የመገደብ ልዩነቶች የቁጥር እሴቶች። ከአሲሜትሪክ ልዩነቶች ጋር ፣ እነሱ እንደሚከተለው ይጠቁማሉ-ከላይ - ከላይ ፣ ከታች - ከዋናው ያነሰ ቅርጸ-ቁምፊ (ለምሳሌ ፣ 5 +0.03;) ከስመ መጠኑ በኋላ ወዲያውኑ።
በተመጣጣኝ ልዩነት, በዋናው ቅርጸ-ቁምፊ (ለምሳሌ, 8 ± 0.007) ይጠቁማል. የላይኛው እና የታችኛው ልዩነት የተለያየ ቁጥር ያላቸው የአስርዮሽ ቦታዎች (ለምሳሌ,);
3) የመጀመሪያውን እና ሁለተኛውን ዘዴዎች በማጣመር እና የተዛባዎች አሃዛዊ እሴቶች ከምልክቶቹ በኋላ በቅንፍ ውስጥ ተጽፈዋል (ለምሳሌ ፣ 8) ኤች 7 (+0.015) ; 5ረ ; 12js 7 (± 0.009))።
አስፈላጊ ሆኖ ሲገኝ, የመሰብሰቢያ ስዕሎች በአንድ ወይም በሌላ ጥንድ ውስጥ የትኛው ተስማሚ መከናወን እንዳለበት ያመለክታሉ. በዚህ ሁኔታ ውስጥ, የስመ ማጣመጃ መጠን ተያይዟል, ይህም ለሁለቱም ተጓዳኝ አካላት (ቀዳዳ እና ዘንግ) ተመሳሳይ ነው, እና ወዲያውኑ ከእሱ በኋላ, ከጉድጓዱ ጀምሮ ለእያንዳንዱ ኤለመንት የመቻቻል መስኮች ስያሜዎች, ለምሳሌ ይከተላሉ.
ወይም 8 ኤች 7-ሰ 6, ወይም 8 ኤች 7/ሰ 6 .
●በዝርዝሮች ሥዕሎች ላይ 18 ኤች 8; 18ረ 7;
●በስብሰባ ሥዕሎች ላይ 18 ኤች 8/ረ 7.
በተጨማሪም ፣ የሚፈቀዱ ልዩነቶች የቁጥር እሴቶች በሚከተሉት ሁኔታዎች መሰጠት አለባቸው።
● የመጠሪያው መጠን በተመረጡት ቁጥሮች GOST 6636-69 * (ለምሳሌ 39) ውስጥ ካልሆነ ኤች 7 (+0.025));
● በስተቀር ሁሉም መሠረታዊ ቀዳዳ tolerances ኤች(ለምሳሌ, ማረፊያዎች በቀዳዳው ስርዓት ውስጥ በማይገኙበት ጊዜ).
በክፍል ውስጥ በሚሠራው ሥዕል ላይ ፣ የቻምፈሮች ፣ የመጠምዘዝ ራዲየስ እና መታጠፍ ያለ መቻቻል ሊገለጹ ይችላሉ ። ለመሳሪያ መውጫው ስፋት እና ጥልቀት; ተመሳሳይ ገጽታ የተለያየ ሸካራነት ያላቸው ዞኖች; የሙቀት ሕክምና ዞኖች ፣ ሽፋኖች ፣ ማጠናቀቂያዎች ፣ ኮርፖሬሽኖች ፣ ኖቶች ፣ የታሸጉ እና የተስተካከሉ ንጣፎች ዲያሜትሮች ፣ እንዲሁም የማጣቀሻ ልኬቶች (ለምሳሌ ፣ የሥራው መጠን ፣ በዚህ ሥዕል መሠረት ካልተቀየረ)።
በአንጻራዊ ሁኔታ ዝቅተኛ ትክክለኛነት ላላቸው በርካታ መጠኖች በእያንዳንዳቸው አቅራቢያ የሚፈቀዱ ልዩነቶች አልተዘጋጁም ፣ ግን አጠቃላይ ጽሑፍ በስዕሉ መስክ ላይ ተሰጥቷል (ከዚህ በታች ይመልከቱ) ።
የመሰብሰቢያው ሥዕሎች በዚህ ሰነድ መሠረት የተሰሩ ልኬቶችን (ለምሳሌ ፣ የሚገጣጠሙትን ክፍሎች አንጻራዊ ቦታ የሚወስኑ ልኬቶች ፣ ወይም በማስተካከል የተገኙ ልኬቶችን) እና ስመ እሴቶችን እና የሚፈቀዱ ልዩነቶችን መጠቆም አለባቸው። እንደ ሁሉም የማገናኘት ልኬቶች.
በስብሰባው ስዕሎች ላይ አጠቃላይ ልኬቶች ያለ ገደብ ልዩነቶች ይሰጣሉ.
ያልተገለጹ tolerances ጋር ልኬቶች ገድብ መዛባት GOST 25670-83 መስፈርት የተቀመጡ ናቸው, መቁረጥ በማድረግ ሂደት የብረት ክፍሎች ለስላሳ ንጥረ ነገሮች ላይ ተፈጻሚ ነው, እና tolerances በአጠቃላይ መዝገብ ውስጥ ከተገለጹት, በሌሎች መንገዶች ሂደት የብረት ክፍሎች ይመከራል.
ከክብ እና chamfers ራዲየስ በስተቀር የመስመራዊ ልኬቶች ያልተገለጹ ገደቦች በ GOST 25346-82 መመዘኛዎች ወይም በ GOST 25670-83 ትክክለኛነት ክፍሎች ሊመደቡ ይችላሉ። በትክክለኛነት ክፍሎች የተገደቡ ልዩነቶች የቁጥር እሴቶች የሚዘጋጁት በመመዘኛዎች የቁጥር እሴቶችን በመጠገን ነው። በሠንጠረዥ ውስጥ. 6.17 በትክክለኛነት ክፍሎች እና ብቃቶች መካከል ያለውን ግምታዊ መጻጻፍ ያሳያል።
ያልተገለጸ ገደብ ራዲየስ የማዞሪያ፣ chamfers እና ማዕዘኖች ጥራት ወይም ትክክለኛነት ክፍል ላይ በመመስረት ተቀናብረዋል መስመር ልኬቶች ያልተገለፀ ገደብ መዛባት.
ሠንጠረዥ 6.17
ሠንጠረዥ 6.18
| መስመራዊ ልኬቶች, የማዕዘን ራዲየስ እና ቻምፈርስ | ማዕዘኖች | ||||||
| የመጠን ክፍተት, ሚሜ | ልዩነቶችን ይገድቡ, ሚሜ | የማዕዘን ትንሹ ጎን የርዝመቶች ክፍተት | ልዩነቶችን ይገድቡ | ||||
| መስመራዊ ልኬቶች | የማዞሪያ እና የቻምፈሮች ራዲየስ | አን. ክፍሎች | ሚሜ በ 100 ሚሜ ርዝመት | ||||
| ± | ተቀንሶ ቲ 2 | +ቲ 2 | |||||
| ከ 0.3 እስከ 0.5 | - | - | - | ±0.1 | ወደ 10 | ±10 | 1.8 ± |
| ከ 0.5 እስከ 1 | ±0.1 | ተቀንሶ 0.2 | +0.2 | ||||
| ከ 1 እስከ 3 | ±0.2 | ||||||
| ከ 3 እስከ 6 በላይ | ±0.1 | ተቀንሶ 0.2 | +0.2 | ±0.3 | |||
| ከ 6 እስከ 10 | ±0.2 | ተቀንሶ 0.4 | +0.4 | ± 0.5 | ከ 10 እስከ 40 በላይ | ± 30" | ±0.9 |
| ከ 10 እስከ 18 | |||||||
| ከ18 እስከ 30 በላይ | |||||||
| ከ 30 እስከ 50 | ±0.3 | ተቀንሶ 0.6 | +0.6 | ±1 | ከ 40 እስከ 160 | ± 20' | ±0.6 |
| ከ 50 እስከ 80 በላይ | |||||||
| ከ 80 እስከ 120 በላይ | |||||||
| ከ 120 እስከ 180 | ± 0.5 | ተቀንሶ | +1 | ±2 | ከ 160 እስከ 500 | ± 10' | ±0.3 |
| ከ 180 እስከ 250 | |||||||
| ከ 250 እስከ 350 | |||||||
| ከ 350 እስከ 400 | ± 0.8 | ተቀንሶ 1.6 | +1.6 | ±1 | |||
| ከ 400 እስከ 500 |
በሠንጠረዥ ውስጥ. 6.18 በትክክለኛነት ክፍል "አማካኝ" GOST 25670-83 መሠረት የልኬቶችን ልዩነቶች ገድብ እሴቶቹን ያሳያል።
በትምህርታዊ ፕሮጀክቶች ሥዕሎች ውስጥ የሚመከር አጠቃላይ ጽሑፍ ምሳሌ-ያልተገለጸ የልኬቶች ገደቦች - በ ኤች 14, n 14, ± ቲ 2/2. እንዲህ ዓይነቱ መፍትሔ በመቁረጥ ለተገኙት ንጥረ ነገሮች መስመራዊ ልኬቶች በጣም ትክክለኛ መሆኑን ግምት ውስጥ ማስገባት ያስፈልጋል. ለአብዛኛዎቹ ነፃ መጠኖች በመውሰድ ፣ በማተም ፣ በመጫን ፣ ለሁሉም መጠኖች የመቻቻል መስክ ሚዛናዊ ዝግጅት ማድረጉ የበለጠ ተቀባይነት ሊኖረው ይችላል።
በሥዕሎቹ ውስጥ ካለው የመጠን መጠን በኋላ ምልክቶቹ + ቲ, ሲቀነስ ቲእና ± ቲ/2 አልተዘጋጁም። ለትልቅ መቻቻል አጠቃላይ ጽሑፍ ካልተሠራ ፣ ከዚያ ከስም መጠኑ በኋላ ፣ ለመብቃት የመቻቻል መስክ መጠቆም አለበት (ለምሳሌ ፣ 5) ኤችአስራ አራት). ዘንጎች ወይም ቀዳዳዎች ጋር የተያያዙ አይደሉም ልኬቶች ያህል, በዚህ ሁኔታ ውስጥ ብቻ (ለምሳሌ, 8 ± 0.18 ወይም 8 ± 0.2) ጥራት ወይም ትክክለኝነት ክፍል መቻቻል መስክ ቁጥራዊ እሴት ተዘጋጅቷል.
የቦታዎች ቅርፅ እና ቦታ መቻቻል።መሰረታዊ ቃላት እና ፍቺዎች በ GOST 24642-81 ውስጥ ተሰጥተዋል. ጥቂቶቹን እናቅርብ።
የቅጽ መዛባት - ከእውነተኛው ወለል (መገለጫ) ነጥቦች እስከ ተጓዳኝ ወለል (መገለጫ) ከመደበኛው እስከ ተጓዳኝ ገጽ (መገለጫ) ጋር ያለው ትልቁ ርቀት።
የቅጽ መቻቻል - የቅጹ ልዩነት የሚፈቀደው ትልቁ ዋጋ።
የጋራ ዘንግ ቀጥ ያለ መስመር ሲሆን ከነዚህ ንጣፎች ርዝመት ውስጥ የበርካታ አብዮት ንጣፎች ዘንጎች ትልቁ ልዩነት አነስተኛ ዋጋ ያለው ነው።
ከአውሮፕላኖቹ ትይዩነት ማፈንገጥ - በተለመደው አካባቢ ውስጥ ባሉ አውሮፕላኖች መካከል ትልቁ እና ትንሹ ርቀት ልዩነት ∆.
ከአውሮፕላኑ ማፈንገጥ - ትልቁ ርቀት ∆ ከእውነተኛው ወለል ነጥቦች ወደ ተጓዳኝ አውሮፕላን በተለመደው ቦታ ውስጥ.
ራዲያል runout ወደ መሠረት ዘንግ perpendicular በአውሮፕላን አንድ ክፍል ውስጥ አብዮት ወለል እውነተኛ መገለጫ ነጥቦች መካከል ትልቁ እና ትንሹ ርቀት መካከል ያለው ልዩነት ነው.
መጨረሻ runout - ወደ መሠረት ዘንግ perpendicular አውሮፕላኑ መጨረሻ ወለል እውነተኛ መገለጫ ነጥቦች ከ ትልቁ እና ትንሹ ርቀት መካከል ∆ ልዩነት.
የአቀማመጥ መዛባት - በንጥሉ ትክክለኛ ቦታ (ማእከላዊው ፣ ዘንግ ወይም የሲሜትሪ አውሮፕላኑ) እና በተለመደው ቦታ መካከል ያለው ትልቁ ርቀት ∆።
የአቀማመጥ መቻቻል;
1) በዲያሜትሪ አቀማመጥ ውስጥ መቻቻል - የንጥሉ አቀማመጥ ልዩነት ከሚፈቀደው ከፍተኛ እሴት ሁለት ጊዜ;
2) በራዲየስ አገላለጽ ውስጥ መቻቻል - የንጥሉ አቀማመጥ ልዩነት ትልቁ የሚፈቀደው እሴት።
ለስላሳ ጉድጓዶች መገኛ ቦታ ጥገኛ መቻቻል - ለ ማያያዣዎች - አነስተኛውን የመቻቻል እሴት ፣ ĸᴏᴛᴏᴩᴏᴇ ፣ ምርቶችን በሚመረቱበት ጊዜ የእቃውን ትክክለኛ መጠን ከከፍተኛው የገደብ መጠን ወደ ታች ካለው ልዩነት ጋር በሚዛመድ መጠን ሊበልጥ ይችላል። ዘንግ እና ከትንሽ ገደብ ቀዳዳ መጠን ወደ ላይ.
ላዩን ቅርጽ እና አካባቢ መቻቻል ተመድበዋል, ደንብ ሆኖ, እነዚህ መዛባት መስመራዊ መጠን ያለውን መቻቻል ያነሰ መሆን አለበት ከሆነ ብቻ ነው. የቅርጽ እና የመገኛ ቦታ መቻቻል ካልተገለፀ፣ መዛባት ለመስመራዊ መጠን በመቻቻል ውስጥ ሊሆን ይችላል ተብሎ ይታሰባል።
የንጣፎችን ቅርፅ እና ቦታ መቻቻልን የሚያመለክቱ ዘዴዎች በ ST SEV 368-76 እና GOST 2.308-79 ደረጃዎች ተወስደዋል ።
አንዳንድ የመቻቻል ምልክቶች:
ቀጥተኛነት -
ጠፍጣፋነት
ክብነት ኦ
ሲሊንደሪቲቲ /○/
ትይዩ //
አቀማመጥ
perpendicularity ┴
የ X ዘንግ መገናኛዎች
አሰላለፍ
መጨረሻ ድብደባ ፣
ራዲያል መፍሰስ
ሲሜትሪ ÷
የመቻቻል ምልክት እና አሃዛዊ እሴት ፣ እንዲሁም መለኪያው የሚሠራበት መሠረት መሰየም ፣ በጠንካራ ቀጭን መስመሮች ወይም ከቁጥሮች ጋር ተመሳሳይ ውፍረት ባለው መስመሮች በተሰራ ፍሬም ውስጥ ገብቷል። ክፈፉ በሁለት ወይም በሶስት መስኮች የተከፈለ ነው. በመጀመሪያዎቹ የመቻቻል ምልክት ተሰጥቷል ፣ በሁለተኛው - የመቻቻል እሴት በ ሚሊሜትር ፣ በሦስተኛው (እጅግ በጣም አስፈላጊ ከሆነ) - የመሠረቱ (መሰረቶች) ፊደል ስያሜ ፣ ክፈፉ ከጠቆረው ጋር ካልተገናኘ። ከመሠረቱ አጠገብ ያለው ሶስት ማዕዘን.
በለስ ላይ. 6.11 መቻቻልን የመሾም ቀላሉ ጉዳዮችን ያሳያል። የ α ምልክቱ መቻቻል ጥገኛ መሆኑን ያመለክታል. በክፈፎች ውስጥ ያሉ የቁምፊዎች ቁመት እና ሚዛናዊ የጠቆረ ትሪያንግሎች ከመለኪያ ቁጥሮች ቁመት ጋር እኩል ነው። የክፈፉ ስፋት ከፒን ሁለት እጥፍ ቁመት ነው.
ለማያያዣዎች ቀዳዳዎችን በሚሠሩበት ጊዜ ፣ ለመገጣጠም ክፍሎቹ በእውነተኛ ቀዳዳዎች መጥረቢያ መካከል ያለው ርቀት ፣ ልክ እንደሌላው ማንኛውም መስመራዊ መጠን ፣ ከስመ መጠኑ ጋር እኩል ሊሆን አይችልም። ክፍሎችን በሚገጣጠሙበት ጊዜ, እነዚህ ቀዳዳዎች ሙሉ በሙሉ አልተጣመሩም. የመካከለኛው ርቀት ልዩነት ከ ስም እሴትዝቅተኛው, ከዚያም የተገናኙት ቀዳዳዎች በጣም ቅርብ የሆነ ግጥሚያ ተገኝቷል እና የማጣመጃው ዘንግ (ስፒሎች, ሾጣጣዎች, ጥይቶች, ወዘተ) ከሚያስፈልገው ክፍተት ጋር በተፈጠረው ክፍተት ውስጥ ይቀመጣል.
GOST 14140-81 የአቀማመጥ መቻቻልን ለመወሰን ዘዴን ያስቀምጣል ቲበዲያሜትራዊ ሁኔታ ማለትም በቀዳዳው ዘንግ ትክክለኛ ቦታ እና በስም ቦታው መካከል ከሚፈቀደው ከፍተኛው ሁለት እጥፍ የሚፈቀደው ርቀት። በዚህ መቻቻል ዋጋ ላይ በመመርኮዝ የቀዳዳዎቹን መጥረቢያዎች የሚያስተባብሩ ልኬቶችን የሚፈቀዱ ልዩነቶችን ማዘጋጀት የሚቻለው በዚህ መሠረት ሰንጠረዦችን ይዟል።
ሩዝ. 6.11
የገጽታ ሸካራነት።ማንኛውም ወለል ጠንካራ አካል, ምንም ያህል በጥንቃቄ እና ምንም አይነት ዘዴ ቢደረግ, ማይክሮ-ሸካራነት አለው. እነዚህ መዛባቶች ውዥንብር እና የገጽታ ቅርፅ መዛባት (ለምሳሌ ከጠፍጣፋነት፣ ሲሊንደሪቲቲ፣ ወዘተ) መዛባት ከሚፈጥሩ ማክሮ ሻካራዎች ጋር መምታታት የለባቸውም።
በአስር እና በመቶዎች በሚቆጠሩ ጊዜያት የክፍሉ መገለጫ (ለምሳሌ ፣ በቴክኒካዊ ሰነዶች ውስጥ በተጠቀሰው መደበኛ ወለል) በምስል ላይ ከሚታየው ጋር ተመሳሳይ በሆነ መልኩ ቀርቧል። 6.12.
የመሠረት ርዝመት ኤልየወለል ንጣፉን የሚያሳዩ መዛባቶችን ለማጉላት ይጠቅማል። በመሠረት ርዝመት ውስጥ ኤልየመገለጫው መደበኛ ልዩነት ወደ መካከለኛ መስመር ዝቅተኛ ነው; y- የመገለጫ ልዩነት; በገጽ- የመገለጫው መውጣት ቁመት, ቪየመገለጫ ክፍተት ጥልቀት ነው.
የወለል ንጣፉ የሚለካው በተለመደው ክፍል (GOST 25142-82) ውስጥ በሚገኙ ጥቃቅን ጉድለቶች መጠን እና ቅርፅ ነው.
በመሠረት ርዝመት ላይ መለኪያዎች ይከናወናሉ ኤልበተወሰነ ዘዴ መሰረት ይመረጣል. GOST 2789-73 * ብዙ ሻካራነት መለኪያዎችን ያዘጋጃል ፣ ከእነዚህም ውስጥ በብዛት ጥቅም ላይ ይውላሉ አርዝእና ራ.
የመገለጫ ጉድለቶች በአስር ነጥብ ቁመት አርዝ- የመገለጫው አምስት ትላልቅ የከፍታ ቁመቶች ድምር አማካኝ ፍፁም ዋጋ እና በመሠረታዊው ርዝመት ውስጥ ያሉት አምስት ትላልቅ የመንፈስ ጭንቀት (ምስል 6.12 ይመልከቱ)።
አርቲሜቲክ ማለት የመገለጫ መዛባት ራ- በመሠረታዊ ርዝመት ውስጥ የመገለጫ ልዩነቶች ፍፁም እሴቶች አርቲሜቲክ አማካኝ-
ራ=, ወይም በግምት, ራ = .
በስልጠና ፕሮጄክቶች ውስጥ ለእነሱ ምንም ልዩ መስፈርቶች ከሌሉ ፣ ከእነዚህ ሁለት የገጽታ ሸካራነት መለኪያዎች ውስጥ አንዱን ብቻ እና ከፍተኛ እሴቶቻቸውን ብቻ በማመልከት እራስዎን ለመገደብ ይመከራል በ GOST 2789-73 መሠረት ለእያንዳንዱ 14 ሻካራነት ክፍሎች * , ሰንጠረዥ ይመልከቱ. 6.11 (ምልክት ራከማስታወሻው ውስጥ ተወግዷል).
ሻካራነት ለግንኙነቱ ወይም ለ በሚፈለገው መስፈርት መሰረት ይመደባል መልክክፍሎች ወይም ከተመረጠው የቴክኖሎጂ ሂደት የወለል ንጣፎች. በዚህ ስእል መሰረት ለሚሰሩት ሁሉም ቦታዎች ሸካራነት መጠቆም አለበት። የገጽታ ሸካራነት ስያሜዎች፣ የሶስት ዓይነቶች ምልክቶች ጥቅም ላይ ይውላሉ።
√ - የላይኛውን የማግኘት ዘዴ በማይገለጽበት ጊዜ (የተመረጠ ምልክት);
√ - የእቃውን ንብርብር በማስወገድ ሲፈጠር;
√ - የንጣፉን ንጣፍ ሳያስወግድ ወይም ይህ ወለል በዚህ ስእል መሰረት ሳይፈጠር ሲገኝ.
የምልክቱ ልኬቶች እንደሚከተለው ተገልጸዋል-
የት ሸ- በሥዕሉ ውስጥ ያሉት የመጠን ቁጥሮች አሃዞች ቁመት ፣ ኤች = 1.5 ሸ. ምልክቱ ከዕቃው ውጭ በተሰየመው ቦታ ላይ ወይም (እንዲሁም) ከዚህ ወለል ላይ ባለው የኤክስቴንሽን መስመር ላይ ካለው ነጥብ ጋር ይቀመጣል። መለኪያው እና እሴቱ በ fig. 6፡13፣ ሀ፣ ለ.
ሠንጠረዥ 6.19
| ሸካራነት ክፍል | በ GOST 2789-73 * መሠረት የመለኪያው ከፍተኛው እሴት |
| አርዝ 320 | |
| አርዝ 160 | |
| አርዝ 80 | |
| አርዝ 40 | |
| አርዝ 20 | |
| 2.5 | |
| 1.25 | |
| 0.63 | |
| 0.32 | |
| 0.16 | |
| 0.08 | |
| 0.04 | |
| አርዝ 0.1 | |
| አርዝ 0.05 |
ብዙ ቁጥር ያላቸው ንጣፎች ተመሳሳይ ሸካራነት ካላቸው በሥዕሉ የላይኛው ቀኝ ጥግ ላይ በስእል ላይ ካለው ጋር ተመሳሳይነት ያለው ስያሜ. 6፡13፣ መ. ይህ ማለት በስዕሉ ላይ ሻካራነት ያልተገለጸባቸው ንጣፎች የበለጠ ሻካራ መሆን የለባቸውም። አርዝ 40.
ለትናንሽ ቀዳዳዎች, ሻካራነት በመለኪያ መስመር ላይ ምልክት ይደረግበታል (በተጨማሪም ምስል 6.13 ይመልከቱ).
የሸካራነት ስያሜ በ GOST 2.309-85 ውስጥ በዝርዝር ተገልጿል.
ኤ ቢ ሲ
ሩዝ. 6.13
ተስማሚዎችን ፣ የመቻቻል መስኮችን እና የወለል ንጣፍን ለመምረጥ ምክሮች።የጠቅላላው ምርት ከፍተኛ ጥራት እና አስተማማኝነት እና እያንዳንዱ ክፍል በአብዛኛው የተረጋገጠ ነው ትክክለኛው ምርጫየማምረት እና የገጽታ ክፍሎችን መቻቻል.
አንድ ወይም ሌላ የንጣፎችን ጥራት ለማግኘት ፣ ለምሳሌ ፣ የአካል ክፍሎችን አስፈላጊ ባህሪዎችን የሚያቀርብ ፣ የተለያዩ የቴክኖሎጂ ሂደቶች ጥቅም ላይ ይውላሉ። በሠንጠረዥ ውስጥ. 6.20 ሁለቱንም ያልተጣመሩ እና የተገጣጠሙ የብረት ክፍሎችን የመቅረጽ ሂደቶችን እድሎች ያሳያል. ሁለት ክፍሎች ሲጣመሩ, ከመሠረታዊ ልዩነቶች አጠቃቀም ግን(ሀ) ከዚህ በፊት ጂ(ሰ) በክፍተት ለማረፍ ያስችላል፣ ከ ጄ(ጄ) ከዚህ በፊት ኤን(n) - ሽግግር ከ ፒ(ገጽ) ከዚህ በፊት ዜድ(x) ከውጥረት ጋር። በኢንተርፕራይዞች ውስጥ ምርቶችን ውስብስብነት እና ወጪን ለመቀነስ, ጥቅም ላይ የዋሉ ማረፊያዎች ብዛት ውስን ነው. ለቋሚ መገጣጠሚያዎች የኤሌክትሮኒካዊ መሳሪያዎች የብረት ክፍሎችን በማምረት, እንደ ጣልቃገብነት ተስማሚ ኤች 7/r6፣ ኤች 8/s7፣ ለፋይበርግላስ ክፍሎች - ኤች 8/ዩ 8. ለፕላስቲክ ክፍሎች ቋሚ መጋጠሚያዎች የሽግግር መጋጠሚያዎችን ብቻ እንዲጠቀሙ ይመከራል. ኤች 8/ ወደ 8, ኤች 9/ ወደ 9, ኤች 10/ ወደ 10. ከ 11 ኛ ክፍል በላይ ጠፍጣፋ ማረፊያ አይመከርም።
ሠንጠረዥ 6.20
| የቴክኖሎጂ ሂደት | የመስመራዊ ልኬቶች ትክክለኛነት, ብቃቶች | ሸካራነት | ||||
| ተራ | ጨምሯል | |||||
| በመውሰድ ላይ | በአሸዋ ሻጋታዎች ውስጥ | አርዝ 160 | ||||
| የጠፉ የሰም ሞዴሎች | አርዝ 20 | |||||
| በቀዝቃዛ ሻጋታ ውስጥ | አርዝ 40 | |||||
| በግፊት ውስጥ | አርዝ 20 | |||||
| ቀዝቃዛ ማህተም | መውደቅ | ዲያሜትሮች | አርዝ 40 | |||
| ርዝመቶች | ||||||
| ጠርዞች | ||||||
| በመጥረግ | 2,5 | |||||
| መታጠፍ | ± ቲ 3 */2 | ± ቲ 2 */2 | ||||
| መዞር | 12…14 | አርዝ 20…0,63 | ||||
| መፍጨት | 12…14 | አርዝ 40…0,63 | ||||
| የአክሲዮን መቁረጥ | መፍጨት | 2,5…0,16 | ||||
| ቁፋሮ | አርዝ 40 | |||||
| ማሰማራት | 0,63 | |||||
| ቀዳዳ አሰልቺ | ||||||
| የቅርጽ እና የመገኛ ቦታ መቻቻል, ሚሜ | ||||||
| ጠፍጣፋ የማጣቀሻ ቦታዎች | 0.05…0.03 // 0.1…0.02 ┴ 0.1…0.05 በ100 ሚሜ | 2,5 | ||||
* በሥዕሉ ላይ የቁጥር እሴቱን ያመልክቱ።
ሁሉም የሚጣመሩ የብረት ገጽታዎች ከክፍል 6 ያልበለጠ ሸካራነት ሊኖራቸው ይገባል ( ራ 2.5); በማይክሮ ሰርኩይት ጥቅሎች እና ሌሎች ሴሚኮንዳክተር ምርቶች ውስጥ የማይዛመዱ ብዙውን ጊዜ ክፍል 5 አላቸው ( አርክስሃያ). ከብርጭቆ ጋር በሚገናኝበት ጊዜ, የብረቱ ገጽታ ከ5-7 ኛ የንጽህና ክፍል ሊኖረው ይገባል ( አርዝ 20 … - ራ 1.25).
የብርጭቆው ሸካራነት ብዙውን ጊዜ 25 ማይክሮን (5 ኛ ክፍል እና የበለጠ በትክክል), የፕላስቲክ ክፍሎች ከ6-9 ኛ ክፍል ነው. የሴራሚክ እና የሴርሜት ክፍሎች ከ 10 - 12 ደረጃዎች መቻቻል እና የገጽታ ሸካራነት ጋር ልኬቶች አሏቸው። ራ 2,5.
ሴሚኮንዳክተር መሳሪያዎችን እና ማይክሮ ሰርኩይትን በሚሠሩበት ጊዜ እርሳሶችን ለማገናኘት በንጽህና ላይ ከፍተኛ መስፈርቶች ተጭነዋል (ቢያንስ 8 - 9 ኛ ክፍል መሆን አለበት) ራ 0.63 ... 0.32) እና በተለይም ከፍ ያለ - ከ 14 ኛ ክፍል ጋር መዛመድ ያለበት ከንፅህና ወደ ንጣፍ ንጣፍ ንጣፍ (ንፅህና) ። አርዝ 0.05).
በማምረት እጅግ በጣም አስፈላጊ በሆኑ ጉዳዮች ላይ, ስዕሎቹ የመጠን መቻቻል አካል የሆኑትን የቦታው ቅርፅ እና ቦታ መቻቻልን ይደነግጋሉ: በመደበኛ ትክክለኛነት መገጣጠሚያዎች "60%; በጨመረ ትክክለኛነት ግንኙነቶች "40%; በከፍተኛ ትክክለኛነት መገጣጠሚያዎች "25%. ለሲሊንደሪክ ንጣፎች, የቅርጽ መቻቻል የራዲየስ ልዩነቶችን ይገድባል እና ስለዚህ የመጠን መቻቻል 30, 20 እና 12% ነው.
በትምህርቱ ውስጥ የተቀመጡ ጥያቄዎች፡-6.1 መሠረታዊ ጽንሰ-ሐሳቦች
6.2 ለስላሳ ሲሊንደሪክ ጥንዶች የመቻቻል ስርዓት
6.3 የመቻቻል መስኮች መሰየም እና የመምረጫ ምክሮች
ብቃቶች
6.4 በስዕሎች ላይ ገደቦችን መሳል
6.5 ስለ ጥገኛ መቻቻል
6.7 ለሜትሪክ ክሮች መቻቻል
6.8 የመቻቻል መስኮች, ትክክለኛነት ደረጃዎች እና የእነሱ
ስያሜዎች
6.9 የመቻቻል መስኮች
6.10 ለስፐር ማርሽ መቻቻል
6.1 መሠረታዊ ጽንሰ-ሐሳቦች
ተለዋዋጭነት ሙሉ በሙሉ መተካት ያስችላልክፍሎች እና ስብሰባዎች በማንኛውም ተመሳሳይ ክፍሎች እና ስብሰባዎች, አይደለም
የማሽኑን ወይም የመሳሪያውን የአሠራር ሁኔታ መጣስ, ሜካኒካል, ወዘተ.
ሙሉ ለሙሉ መለዋወጥ የአሠራሮችን መገጣጠም ያረጋግጣል
እና መሳሪያዎች ያለ ምንም የማጣራት, የመገጣጠም ስራዎች
ወይም የዝርዝሮች ደንብ (ማለትም ለሁሉም የተገለጹ መለኪያዎች).
በተሟላ ተለዋዋጭነት ፣ የግለሰብ ክፍሎች ወይም ስብሰባዎች
ወደ መሰብሰቢያ መስመሮች ይድረሱ, ከየትኛው የተጠናቀቀ
ምርቶች. ያልተሟላ ተለዋዋጭነት, ለግለሰብ በሚሆንበት ጊዜ
መለኪያዎች, ክፍሎች እና ስብሰባዎች አይለዋወጡም.
የተዋሃደ ዓለም አቀፍ የመቻቻል እና የማረፊያ ስርዓት ነው።
የደህንነት ሁኔታ;
የአካል ክፍሎች, ስብሰባዎች እና ማሽኖች መለዋወጥ;
የቴክኒካል ሰነዶችን አንድ ወጥ አፈፃፀም;
አንድ ነጠላ መርከቦች ፣ መለኪያዎች እና ሌሎች ልኬቶች
የቴክኖሎጂ መሳሪያዎች. በ ማሽነሪተመሳሳይነት ያላቸው ክፍሎች ስብስቦች
በትክክል ተመሳሳይ መጠን ለማግኘት የማይቻል.
እያንዳንዱ ንጥል ትንሽ የተለየ ልኬቶች ይኖረዋል
ሌላ.
የመጠን ልዩነት ምክንያቶች የተለያዩ ናቸው. ላይ የተመካ ነው።
የቁሳቁስ ጥራት ፣ የመሳሪያዎች እና የቤት ዕቃዎች መልበስ ፣
በመሳሪያው ውስጥ የመቆንጠጥ ሁኔታዎች, የሙቀት መጠን መለዋወጥ
ማቀነባበር, ወዘተ.
የልኬት መዛባት በጣም አስፈላጊ ነው
ክፍሎችን እርስ በርስ ማገናኘት. በዘመናዊ ቴክኖሎጂ ፣
ስልቶችን እና መሳሪያዎችን በስፋት በሚሰራበት ጊዜ
የምርት ማጓጓዣ ጥቅም ላይ ይውላል, የተገጣጠሙ ክፍሎች
ያለ ተጨማሪዎች እርስ በርስ መገጣጠም አለባቸው
በድልድዩ ላይ በማቀነባበር እና በመገጣጠም.
የማይቀር የመጠን መለዋወጥ እና የተለያየ ባህሪ
ግንኙነቶች በአንድ ነጠላ የመቻቻል እና ማረፊያ ስርዓት ውስጥ ተጠቃለዋል ።
6.2 ለስላሳ ሲሊንደሪክ ጥንዶች የመቻቻል ስርዓት
ዋናዎቹ ስርዓቶች ሁለት ማረፊያ ስርዓቶች ናቸው-ስርዓቱጉድጓዶች እና ዘንግ ስርዓት.
የጉድጓድ ስርዓቱ በሁሉም ውስጥ ባለው እውነታ ተለይቶ ይታወቃል
ወደ አንዱ የተጠቀሰው ተመሳሳይ ጥራት ያለው ትክክለኛነት
እና ተመሳሳይ የመጠሪያ ዲያሜትር, የጉድጓድ መጠኖችን ይገድቡ
ቋሚ ሆነው ይቆያሉ, እና የተለያዩ ማረፊያዎች ይሳካሉ
በዘንጉ መገደብ ልኬቶች ላይ ተመጣጣኝ ለውጥ.
የስም ግንኙነት መጠን በጣም ትንሹ ነው።
ቀዳዳ መጠን ገደብ.
ዘንግ ስርዓቱ ለሁሉም ማረፊያዎች በእሱ ውስጥ ባለው እውነታ ተለይቶ ይታወቃል
ከተመሳሳይ የጥራት ትክክለኛነት, ከተመሳሳይ ጋር ይጠቀሳል
ተመሳሳይ የስም ዲያሜትር, የሾሉ መገደብ ልኬቶች ይቀራሉ
ቋሚ, እና የግንኙነቱ የተለየ ተፈጥሮ ተገኝቷል
በቀዳዳው መገደብ ላይ ተመጣጣኝ ለውጥ.
የስም ግንኙነት መጠን ትልቁ ነው።
ዘንግ መጠን ገደብ. በሁሉም የስርዓቱ መደበኛ ማረፊያዎች
የጉድጓዱ የታችኛው ልዩነት ዜሮ ነው። ከውስጥ ይልቅ በቀዳዳው ስርዓት ውስጥ ግንኙነቶችን ማድረግ የበለጠ ኢኮኖሚያዊ ነው
ዘንግ ሲስተም, የቁፋሮዎች ብዛት, ሬመርሮች እና
broaches, ስለዚህ ይህ ሥርዓት በሜካኒካል ምህንድስና ተቀብሏል
ዋና ስርጭት.
ዘንግ ስርዓቱ ጥቅም ላይ የሚውለው ዘንጉ ባለበት ሁኔታ ብቻ ነው
የተጠናቀቀ ምርት, ለቴክኖሎጂ ምክንያቶች.
ተለዋዋጭ ክፍሎችን ለማግኘት, አስፈላጊ ነው
የእነሱ ልኬቶች መዛባት በሥዕሉ ላይ በተገለጹት ገደቦች ውስጥ ነበሩ።
የስም መጠኑ ዋናው የተሰላ መጠን ነው (ምስል 6.1).
ሩዝ. 6.2 - የግንኙነት ንድፍ 6.3 - የግንኙነት ንድፍ ከክፍተት ጋር. በመጎተት.
ትክክለኛው መጠን ያ ነውበቀጥታ መለኪያ የተገኘ.
ወሰን መጠኖች መጠኖች ተብለው ይጠራሉ, መካከል
ትክክለኛው መጠን ሊለዋወጥ የሚችል. አንዱ
ከመካከላቸው ትልቁ የመጠን ገደብ ይባላል ፣ ሌላኛው -
ቢያንስ.
መቻቻል በትልቁ እና መካከል ያለው ልዩነት ነው
በጣም ትንሹ ገደቦች.
የላይኛው ልዩነት በትልቁ መካከል ያለው ልዩነት ነው
እና መጠን እና መጠሪያ መጠን.
የታችኛው ልዩነት በትንሹ መካከል ያለው ልዩነት ነው
የመጠን እና የመጠሪያ መጠንን ይገድቡ.
ክፍተቱ በዲያሜትር መካከል ያለው አወንታዊ ልዩነት ነው
ቀዳዳ እና ዘንግ, የዘመዶቻቸውን ነፃነት በመፍጠር
እንቅስቃሴዎች (ምስል 6.2)
ትልቁ ክፍተት በትልቁ መካከል ያለው ልዩነት ነው
ገደብ ቀዳዳ መጠን እና ትንሹ ገደብ
ዘንግ መጠን. ትንሹ ክፍተት በትንሹ መካከል ያለው ልዩነት ነው
ገደብ ቀዳዳ መጠን እና ትልቁ ገደብ
ዘንግ መጠን.
ቅድመ ጭነት በዲያሜትር መካከል ያለው አሉታዊ ልዩነት ነው
ከመገጣጠም በፊት ቀዳዳ እና ዘንግ ዲያሜትር, ከተሰበሰበ በኋላ መፍጠር
ቋሚ ግንኙነቶች (ምስል 6.3).
ትልቁ (በፍፁም ዋጋ) ጣልቃ ገብነት ይባላል
በትንሹ ቀዳዳ መጠን ገደብ እና መካከል ያለው ልዩነት
ትልቁ ዘንግ መጠን.
ትንሹ (በፍፁም ዋጋ) ጣልቃ ገብነት ይባላል
በትልቁ ጉድጓድ መጠን ገደብ መካከል ያለው ልዩነት እና
ትንሹ ዘንግ መጠን.
ሁለቱም የግንኙነት ክፍሎች የስም ዘንግ እና የቦረቦር መጠን አላቸው
ተመሳሳይ መሆን አለበት. የስም መጠን ይባላል።
ግንኙነቶች.
ማረፊያ አንድ ወደ ውስጥ የገቡ ሁለት የግንኙነት ባህሪን ይወስናል
ሌሎች ዝርዝሮች እና ምክንያት በተወሰነ ደረጃ ይሰጣል
የክፍሎቹ ትክክለኛ ልኬቶች ልዩነት, የዘመዶቻቸው ነፃነት
እንቅስቃሴ ወይም የቋሚ ግንኙነታቸው ጥንካሬ. በምላሹ, እያንዳንዱ ስርዓቶች ወደ ብቃቶች የተከፋፈሉ ናቸው.
የብቃት ብዛት እንደ ክልል ይለያያል
ስመ መጠኖች.
ጥራት - የሚዛመዱ የመቻቻል ስብስብ
ለሁሉም የመጠን መጠኖች ተመሳሳይ ትክክለኛነት።
ለማጣመር አካላት የመቻቻል መስኮች ምርጫዎች ተዘጋጅተዋል።
ለሶስቱ የስም መጠኖች የተለየ።
ከታች ያሉት ተቀባይነት ያላቸው የመጠን ክልሎች እና ተዛማጅ ናቸው
ብቃቶች.
ለ መጠኖች፡
ሀ) ትንሽ - እስከ 1 ሚሊ ሜትር, ከ 01, 0, 1, 2, ... 13 15 ብቃቶች ተቀባይነት አላቸው.
ለ) መካከለኛ - ከ 1 እስከ 500 ሚሜ 19 ብቃቶች ተቀባይነት አላቸው
ከ 01፣ 0፣ 1፣ 2፣ …17።
ሐ) ትልቅ - ከ 500 ሚሊ ሜትር በላይ 19 ብቃቶች ተቀባይነት አላቸው
ከ 01፣ 0፣ 1፣ 2፣ …17።
ከ 1 እስከ 500 ሚሊ ሜትር ሁሉም መጠኖች በ 12 ክፍተቶች ይከፈላሉ. ውስጥ
ለሁሉም መጠኖች እያንዳንዱ የጊዜ ልዩነት መቻቻል እና ልዩነቶች ተቀባይነት አላቸው።
ተመሳሳይ. ለአንድ የተወሰነ መጠን ከአማካይ ዲያሜትር ይሰላሉ
ክፍተት. ለጣልቃገብነት ተስማሚነት ከ 17 እስከ 19 ክፍተቶች አሉ. ነው።
የተደረገው ለከፍተኛው የክፍለ ጊዜው መጠን እንዳይደርስ ነው።
በጣም ብዙ ውጥረት. በመቻቻል ላይ ምክንያታዊ ያልሆነ ልዩነትን ለመከላከል
እና ተክሎች እና ኢኮኖሚያዊ አፈፃፀምን ያሻሽላሉ
የሚከተለው የመስክ ምርጫ ቅደም ተከተል ተቀምጧል
መቻቻል;
1. መጀመሪያ ተመራጭ ህዳጎችን ይተግብሩ
መቻቻል;
2. ገንቢ ለማቅረብ የማይቻል ከሆነ እና
በተመረጡ መስኮች ምክንያት የቴክኖሎጂ መስፈርቶች
መቻቻል, ሌሎች የመቻቻል መስኮች ከዋናው
ምርጫ;
3. በግለሰብ, በቴክኒካዊ የተረጋገጡ ጉዳዮች, ከሆነ
የዋናው ምርጫ የመቻቻል መስኮችን መተግበር አይችልም።
የምርት መስፈርቶችን ማሟላት
ተጨማሪ የመቻቻል መስኮች ይፈቀዳሉ.
የዋናው ምርጫ የመቻቻል መስኮች ረድፎች ፣ በተለይም
ተመራጭ ፣ ከ ISO ምክሮች ጋር በጥሩ ሁኔታ የተስተካከለ
1829 – 70.ሁሉም በቀዳዳው ስርዓት እና በዘንግ ስርዓት ውስጥ ሁለቱም ተስማሚ ናቸው።
በሶስት ቡድን ይከፈላሉ፡-
በመካከላቸው መገኘት ተለይተው የሚታወቁት ክፍተት ያለው ማረፊያ
መጋጠሚያ ቦታዎች ዋስትና (ትንሹ)
ክፍተት, አንጻራዊ እድል በመስጠት
የሚንቀሳቀሱ ክፍሎች. ይህ ቡድን መንሸራተትንም ያካትታል
ትንሹ ክፍተት ዜሮ የሆነበት ማረፊያዎች;
ጣልቃ ብቃት, መካከል መገኘት ተለይቶ የሚታወቀው
ዋስትና ከመሰብሰብዎ በፊት መጋጠሚያ ቦታዎች
አንጻራዊነትን የሚከላከል (ቢያንስ) ጥብቅነት
ከተሰበሰበ በኋላ የሚንቀሳቀሱ ክፍሎች;
የሽግግር ማረፊያዎች, ሁለቱንም ክፍተቶች እና ጥብቅነት በመፍቀድ.
የሽግግር ማረፊያ እርስዎ የሚችሉበት ማረፊያ ነው
ሁለቱንም ማጽጃ እና ቅድመ ጭነት ያግኙ። የታሰቡት ለ
ቋሚ ግን ሊነጣጠሉ የሚችሉ ግንኙነቶች እና ያቅርቡ
የመጋጫ ክፍሎችን ጥሩ ማእከል.
የሁሉም ማረፊያዎች ዝርዝር እና ስያሜዎች በተለያዩ ተቀባይነት ያላቸው
መመዘኛዎች፣ STSEV 144 - 75፣ STSEV 145 - 75 ይመልከቱ፣ ወይም
የማጣቀሻ ሥነ ጽሑፍ. 6.3 የመቻቻል መስኮች መሰየም እና የመምረጫ ምክሮች
ብቃቶች
ከዜሮ መስመር አንፃር የመቻቻል መስክ አቀማመጥ ፣
በ ISO ስርዓት ውስጥ በተጠቀሰው የስም መጠን ላይ በመመስረት
የላቲን ፊደላት ፊደላት: ለቀዳዳው ካፒታል እና
ለዘንጉ ትንሽ ሆሄ.
በ ISO ስርዓት ውስጥ ያለው ዋናው ጉድጓድ የመቻቻል መስክ ይገለጻል
ፊደል H, እና ዋናው ዘንግ ሸ. ዘንጎች j, j, k, m, n እና መቻቻል መስኮች
ቀዳዳዎች J, J, K, M, N ዋናውን ለመመስረት የተነደፉ ናቸው
የሽግግር ማረፊያዎች.
የግንኙነቱን ጥራት እና የማረፊያ አይነት ሲመርጡ ወደ ንድፍ አውጪው
ማወቅ ያለብን፡-
አስፈላጊው የመገጣጠም ተፈጥሮ;
የአሠራር ሁኔታዎች: ንዝረቶች, የአገልግሎት ህይወት, መለዋወጥ
የሙቀት መጠን, ወዘተ.
ተለዋዋጭነትን ማረጋገጥ;
የማምረት ወጪ. ጥራቶች 01, 0, 1 ለመለካት ብሎኮች የታሰቡ ናቸው.
ከ 2 ኛ እስከ 4 ኛ ያሉ ጥራቶች - በጣም ትክክለኛ ለሆኑ ምርቶች.
ከ 5 ኛ እስከ 13 ኛ ባለው መመዘኛዎች, ለመጋባት መቻቻል ተሰጥቷል
የክፍል መጠኖች.
ከ12ኛ እስከ 17ኛ ያሉት ጥራቶች ላልተጣመሩ ይመለከታሉ
የክፍል መጠኖች.
ሁሉም ጨካኝ አይደሉም
ብቃቶች (ከ 12 ኛ እስከ 17 ኛ ባለው ክልል ውስጥ). በመጀመሪያ
መገደብ ግምት ውስጥ ማስገባት ይመከራል
ለ 12 ፣ 14 እና 16 ብቃቶች ልዩነቶችን ይገድቡ።
በውጭ አገር ልምምድ ለ 13 ኛ, 15 ኛ እና 17 ኛ መመዘኛዎች መቻቻል
በእኛ ኢንዱስትሪ ውስጥ እንደሚደረገው ሁሉ, ያነሰ በተደጋጋሚ ይመረጣል.
ኃላፊነት ለሌላቸው የማይዛመዱ መጠኖች ይመከራል
የሚከተሉትን የመቻቻል መስኮች ዝግጅት ተቀበል
ለቀዳዳዎች - ፕላስ (በደብዳቤው H ይገለጻል);
ለዘንጎች - መቀነስ (በደብዳቤው የተገለፀው h);
ከጉድጓዶች እና ዘንጎች ጋር ያልተዛመዱ መጠኖች -
የተመጣጠነ (በ JT/2 ወይም t/2 የተገለፀ)።
6.4 በስዕሎች ላይ ገደቦችን መሳል
የመስመራዊ ልኬቶች ወሰን ልዩነቶች ሊገለጹ ይችላሉ።በስዕሎቹ ላይ ከሶስት መንገዶች በአንዱ:
1. በ STSEV 145 - 75 መሠረት የመቻቻል መስኮች ምልክቶች ፣
ለምሳሌ 18H7, 12e8;
2. የቁጥር እሴቶች ገደብ ልዩነቶች፣ ለምሳሌ 18፣
12 ;
3. የመቻቻል መስኮች ምልክቶች በቀኝ በኩል ምልክት
በቅንፍ ውስጥ የቁጥር ልዩነቶች የቁጥር እሴቶች ፣
ለምሳሌ 18H7(0.018)፣ 12e8()
የአንድ ወይም ሌላ የአተገባበር ዘዴ ምርጫ
ልዩነቶች በቁጥጥር እና በቴክኒካል ውስጥ ሊገደቡ ይችላሉ
የኢንዱስትሪ ሰነዶች.
የልኬቶች ወሰን ልዩነቶች መጠቆም አለባቸው
በቀጥታ ከስም ልኬቶች በኋላ. ጋር ልኬቶች ከፍተኛ ልዩነቶች አጠቃላይ መዝገብ
ያልተገለጹ መቻቻል ሁኔታዊ መያዝ አለባቸው
ውስጥ የመስመራዊ ልኬቶች ገደብ ልዩነቶች መሰየም
በ GOST 23346 - 82 (በብቃቶች ውስጥ ልዩነቶች)
ወይም በ GOST 25670 - 83 (ለትክክለኛነት ክፍሎች ልዩነቶች).
የተመደበው የሲሜትሪክ ገደብ ልዩነቶች
መመዘኛዎች ከቁጥር ጋር JT / 2 መመደብ አለባቸው
ጥራት.
የአንድ ወገን ገደብ ልዩነቶች ስያሜዎች ለ
ለክብ ቀዳዳዎች እና ዘንጎች ብቻ የተመደቡ ብቃቶች
በዲያሜትር ምልክት () ተሞልቷል.
ከ GOST አማራጮች ጋር የሚዛመዱ የአጠቃላይ መዝገቦች ምሳሌዎች
25670 - 83 ለ 14 ጥራት ወይም ትክክለኛነት ክፍል ተሰጥቷል
ጠረጴዛ.
ማስታወሻ. ስለ ያልተገለፀ ገደብ መመዝገብ ተፈቅዶለታል
የመጠን መዛባት በማብራሪያ ቃላት ማሟያ ፣
ለምሳሌ:
"ያልተገለጸ የልኬቶች ገደብ መዛባት፡H14፣ h14፣ t/2"
በቀዳዳው እና በዘንጉ ስርዓት ውስጥ ባሉ ስዕሎች ውስጥ የመቻቻል እና ተስማሚ ምልክት ምሳሌ በምስል ላይ ይታያል። 6.4. በላይ
ስያሜው ቀዳዳውን ስርዓት ያመለክታል, የታችኛው ምልክት ስርዓቱን ያመለክታልዘንግ.
ሁለት ጉድጓዶች አይደሉም አንድ ወይም ከዚያ በላይ ጉድጓዶች ከመሠረት ጋር የተገናኙ ከመሠረቱ ጋር የተገናኙ ናቸው
ሁለት ጉድጓዶች ናቸውመሠረት-የተገናኘ
ተለዋጭ ቁጥር
1
2
3
አንድ ወይም ከዚያ በላይ ጉድጓዶች
ከመሠረቱ ጋር የተያያዘ
ሁኔታዊ ቀረጻ ምሳሌ
ስያሜዎች
H14፣ h14፣ t/2 ወይም H14፣ h14፣ JT14/2
+t፣ –t፣ t/2
t /2 ወይም JT14/2
ሩዝ. 6.6 - ከመሠረቱ ጋር ያልተገናኙ ሶስት ወይም ከዚያ በላይ ቀዳዳዎች
6.5 ስለ ጥገኛ መቻቻል
ጥገኛ የአካባቢ መቻቻል ነው, ዋጋውበተጠቀሰው ገደብ ልዩነት ላይ ብቻ ሳይሆን በ ላይም ይወሰናል
የታሰቡት ወለሎች ትክክለኛ ልኬቶች።
በሌላ አነጋገር, ጥገኛ አካባቢ መቻቻል ከ ጋር ይዛመዳል
በተጣመሩ ቦታዎች መካከል ክፍተቶች. ገንቢ
በስዕሉ ላይ አነስተኛውን እሴቶችን ማስቀመጥ ያስፈልጋል
ከትንንሽ ክፍተቶች ጋር የሚዛመዱ መቻቻል
(ምስል 6.5 ይመልከቱ)።
6.6 በንጣፎች ቅርፅ እና ቦታ ላይ ለተለዋዋጭነት ስያሜዎች
በ ምልክትየመቻቻል መረጃየንጣፎች ቅርጾች እና ዝግጅቶች በ ውስጥ ይጠቁማሉ
አራት ማዕዘን ቅርጽ ያለው ክፈፍ, በሁለት ወይም በሶስት ክፍሎች የተከፈለ በ ውስጥ
የሚቀመጡት፡-
በመጀመሪያው ላይ - የተዛባ ምልክት;
በሁለተኛው - ሚሊሜትር ውስጥ ከፍተኛው ልዩነት;
በሦስተኛው - የመሠረቱ ወይም የሌላው ፊደል ስያሜ
የቦታው መዛባት የሚዛመደው ገጽ;
ብዙ መሰረቶች ካሉ ፣ ከዚያ ሁሉንም ስያሜዎቻቸውን ያስገቡ።
የክፈፉ ቁመት ከ2-3 ሚሜ ቅርጸ-ቁምፊ መጠን መብለጥ አለበት።
ክፈፉን ከማንኛውም መስመሮች ጋር መሻገር አይፈቀድም. ፍሬም
በአግድም ተቀምጧል. የመደበኛነት እና የቁጥር ልዩነት መሰረት
የቦታዎች ቅርፅ እና አቀማመጥ መርህ ነው።
በአጠገብ ያሉት ቀጥታ መስመሮች, ንጣፎች እና መገለጫዎች.
የስም ወለል ተስማሚ ወለል ነው ፣
ከተጠቀሰው ጋር የሚዛመዱ ልኬቶች እና ቅርፆች
የስም ልኬቶች እና ስም ቅርጽ.
አጎራባች ወለል - ያለው ወለል
ከተገናኘው ጋር ያለው የስም ንጣፍ ቅርጽ
እውነተኛ ወለል እና ውጭ የሚገኝ
ከፊል ማቴሪያል ስለዚህም ከአብዛኛው መዛባት
የርቀት ነጥብ ወደ ውስጥ ወዳለው እውነተኛ ገጽ
የተስተካከለ አካባቢ ዝቅተኛ ዋጋ ነበረው።
ከጎን ያሉት የቅርጽ ልዩነቶችን ለመለካት።
ወለሎች የመቆጣጠሪያ ቦታዎችን ይተገብራሉ
ሳህኖች, ቀጥታዎች, መለኪያዎች.
የቅጹ መዛባት የእውነተኛው ቅርጽ መዛባት ነው።
ኤለመንት ከስመ ቅጽ፣ የተገመተ
ከእውነተኛው ንጥረ ነገር ነጥቦች ከፍተኛው ርቀት
ከጎረቤት አካል ጋር መደበኛ። የቅጽ መቻቻል ትልቁ የመለያየት እሴት ነው።
ቅርጽ, ማለትም ከእውነተኛው ነጥቦች ከፍተኛው ርቀት
በተለመደው ጎን ለጎን ወደ ተጓዳኝ ወለል.
የገጽታ መዛባት ነው።
የንጥሉ ትክክለኛ ቦታ መዛባት
እንደ ወለል ፣ ዘንግ ወይም አውሮፕላን ይቆጠራል
ከስም ቦታው ሲምሜትሪ.
የመሬቱን አቀማመጥ ትክክለኛነት ለመገምገም
መሠረት መድብ.
መሠረት ወለል ፣ ጄኔሬክተሩ ወይም ነጥብ ነው ፣
ክፍሎችን ከአውሮፕላን ወይም ዘንግ ጋር ማያያዝን መወሰን ፣
ከየትኛው የመገኛ ቦታ መቻቻል ጋር በተገናኘ።
መሰረቱ የአብዮት ወለል ወይም ክር ከሆነ፣
ከዚያም አክሱል እንደ መሠረት ይወሰዳል.
የአካባቢ መቻቻል የሚገድብ ገደብ ነው።
የሚፈቀደው የቦታ ልዩነቶች ዋጋ
ገጽታዎች. የቅጽ ልዩነቶች እና ቦታ የቁጥር እሴቶች
ወለሎች በ GOST 24643-81 መሰረት ይመረጣሉ. ተጭኗል 16
የቅጹ ትክክለኛነት ደረጃዎች እና የንጣፎች አቀማመጥ።
የገጽታ ሸካራነት
በብረት-መቁረጥ ላይ በማቀነባበር የተገኙ ገጽታዎች
ማሽኖች፣ ወይም በሌላ መንገድ ተለዋጭ ዘንጎች እና
የተለያየ ቁመት እና ቅርፅ ያላቸው እና በአንጻራዊነት ትንሽ የመንፈስ ጭንቀት
በከፍታ እና በድምፅ ልኬቶች። ውስጥ ላዩን ሻካራነት
ከሌሎች ባህሪያት ጋር ተጣምሮ ግዛቱን ይወስናል
ላዩን እና ከቅጹ ትክክለኛነት ጋር, አንዱ ነው
የገጽታ ጥራት መሰረታዊ የጂኦሜትሪክ ባህሪያት
የገጽታ ሸካራነት የተዛባዎች ስብስብ ነው።
የመሠረት ርዝመት. የገጽታ ሸካራነት የተዛባዎች ስብስብ ነው።
ከውስጥ በአንፃራዊ ሁኔታ አነስተኛ ደረጃዎች ያሉት ወለሎች
የመሠረት ርዝመት.
ቁሳቁስ እና ዘዴ ምንም ይሁን ምን የገጽታ ሸካራነት
ማምረት በአንድ ወይም በብዙ ሊገመገም ይችላል።
መለኪያዎች፡-
ራ - የሂሳብ ትርጉም መዛባት ፣
Rz የመገለጫ መዛባት በ10 ነጥብ ቁመት ነው (5
ትርኢቶች እና 5 ባዶዎች)
Rmax ከፍተኛው የተዛባ ጉድለቶች ቁመት ነው ፣
Smin - የተዛባዎች አማካይ ደረጃ;
ኤስ የአካባቢያዊ እድገቶች አማካኝ ደረጃ ነው ፣
tp የመገለጫው አንጻራዊ የማጣቀሻ ርዝመት ነው.
መለኪያው Ra በጣም የተሟላ መረጃን ይወክላል, እሱ
የሸካራነት ቁመት መለኪያዎች ዋናው ነው
እና ለሁሉም የተዋሃዱ እና ሙሉ ለሙሉ ተዘጋጅቷል
የማይተላለፉ ክፍሎች ወለል. የወለል ንጣፍ መስፈርቶች የሚወሰኑት በ
የሸካራነት መለኪያውን (ወይም ብዙ) በመጥቀስ
መለኪያዎች) ፣ የቁጥር እሴቱ (ትልቁ ፣
ትንሹ ፣ ስም) እና እንዲሁም ፣ አስፈላጊ ከሆነ ፣
የመሠረት ርዝመት እና የተዛባዎች አቅጣጫ.
በ GOST 2.309-73 (እ.ኤ.አ. በ 2002 ማሻሻያ ቁጥር 3)
የገጽታ ሸካራነት ለሁሉም በሥዕሉ ላይ ይገለጻል።
በዚህ ስእል መሰረት የሚከናወኑት የክፍሉ ንጣፎች.
6.7 ለሜትሪክ ክሮች መቻቻል
በ GOST 16093 - 70 መሰረት ለሜትሪክ ክሮች መቻቻል ተግባራዊ ይሆናልለሜትሪክ ክሮች ከዲያሜትሮች 1 - 600 ሚሜ ከመገለጫ ጋር እና
በ GOST 9150 - 59 መሠረት መሰረታዊ ልኬቶች.
መስፈርቱ በ ውስጥ ያሉትን የክሮች ልዩነት ገደብ ያስቀምጣል
ክፍተቶች ያሉት ተንሸራታች ማረፊያዎች.
6.8 የመቻቻል መስኮች, ትክክለኛነት ደረጃዎች እና የእነሱ
ስያሜዎች ከስመ ጋር አንጻራዊ የክር መቻቻል መስኮች የሚገኙበት ቦታ
መገለጫ የሚወሰነው በዋናው መዛባት - የላይኛው ለ ብሎኖች እና
ታች - ለለውዝ.
GOST የተዘጋጀው የ ISO R965 እና የCMEA RS2272 - 69 ምክሮችን ግምት ውስጥ በማስገባት ነው።
የሚከተሉት ተከታታይ መሰረታዊ ግንኙነቶች ተመስርተዋል ፣ ተጠቁመዋል
የላቲን ፊደላት ፊደላት (ትንሽ ሆሄያት - ለቦልት እና ለካፒታል - ለ
ፍሬዎች): ለቦልት ክሮች - h, g, e, d; ለለውዝ ክሮች - H, G.
የሚከተሉት የጥንካሬ ደረጃዎች ተመስርተዋል, ይህም መቻቻልን ይወስናል
የብሎኖች እና የለውዝ ክር ዲያሜትሮች እና በቁጥሮች የተገለጹ
የቦልት ዲያሜትሮች;
ትክክለኛነት ደረጃ
ውጫዊ
4; 6;
8;
አማካይ
4; 6;
7; 8
የለውዝ ዲያሜትሮች;
ትክክለኛነት ደረጃ
የውስጥ
5;
6; 7;
አማካይ
4; 5;
6; 7.
የክር ዲያሜትር መቻቻል መስክ ስያሜ ቁጥርን ያቀፈ ነው ፣
የትክክለኛነት ደረጃን የሚያመለክት, እና ዋናውን የሚያመለክት ደብዳቤ
መዛባት.
ለምሳሌ፡- 6ሰ፣ 6ጂ፣ 6ሰ የክር መቻቻል መስክ ስያሜ የመስክ ስያሜን ያካትታል
በመጀመሪያ ደረጃ የተቀመጠው የአማካይ ዲያሜትር መቻቻል, እና
ብሎኖች እና ውጫዊ ዲያሜትር ያለውን መቻቻል መስክ መሰየምን
ውስጣዊ - ለለውዝ.
ለምሳሌ: በክር አናት ላይ ያለውን ዲያሜትር ያለውን መቻቻል መስክ መሰየምን ከሆነ
ከአማካይ ዲያሜትር የመቻቻል መስክ ስያሜ ጋር ይጣጣማል ፣ ከዚያ ውስጥ ነው።
ለ HC ክር የመቻቻል መስክ መሰየም ተደግሟል.
ለምሳሌ:
የክር መቻቻል ስያሜው የመጠን መጠሪያውን ይከተላል
ክሮች.
የመቻቻል መስኮች መሰየም ምሳሌዎች፡-
ሻካራ የፒች ክሮች - M12 ብሎኖች - 6 ግ; ፍሬዎች M12 - 6H;
ጥሩ የፒች ክሮች - M12 1 - 6g ብሎኖች; ፍሬዎች M12 1 - 6H;
መቀርቀሪያው የግዴታ ክብ ቅርጽ ያለው - M12 - g - አር.
በክር የተገጣጠሙ ክፍሎች መጋጠሚያዎች በቁጥር, በክፍልፋይ ይገለጣሉ
የለውዝ መቻቻል መስክን ስያሜ ያመልክቱ ፣ እና በክፍል ውስጥ -
የቦልት መቻቻል መስክ ስያሜ.
ለምሳሌ: M12 - 6H / 6g; M12 1 - 6H / 6 ግ.
6.9 የመቻቻል መስኮች
የክር መቻቻል መስኮችትክክለኛነት ክፍል
ትክክለኛ
ብሎኖች
ለውዝ
4 ሰ
4H5H
አማካይ
6 ሰ; 6g;6e; 6መ
5H6H; 6H; 6ጂ
በክር ለትክክለኛነት በሚያስፈልጉት መስፈርቶች መሰረት
ግንኙነቶች ፣ ለብሎኖች እና ለለውዝ የመቻቻል መስኮች በሶስት ትክክለኛነት ክፍሎች የተመሰረቱ ናቸው ።
ጥሩ, መካከለኛ እና ሻካራ.
የውሳኔ ሃሳብ ISO R965 በክፍሎች ምርጫ ላይ የሚከተለውን መመሪያ ይሰጣል
ትክክለኛነት፡
ክፍል "ትክክለኛ" - ለትክክለኛ ክሮች, በትንሹ
የማረፊያው ተፈጥሮ መለዋወጥ;
ክፍል "መካከለኛ" - ለአጠቃላይ አጠቃቀም;
ክፍል "ሸካራ" - ምርት ሊኖርባቸው ለሚችሉ ጉዳዮች
ችግሮች ፣ ለምሳሌ ፣ በሙቅ-ጥቅል አሞሌዎች ላይ ወይም በረጅም ጊዜ ውስጥ ክር ለመለጠፍ
ዓይነ ስውር ቀዳዳዎች.
በተረጋገጡ ጉዳዮች ላይ የመቻቻል መስኮችን መተግበር ተፈቅዶለታል
በአማካይ የተለያዩ ትክክለኛነትን ክፍሎች መቻቻል መስኮች ጥምረት የተፈጠረ
የትንበያዎቹ ዲያሜትር እና ዲያሜትር (የቦኖቹ ውጫዊ ዲያሜትር ወይም ውስጣዊ
የለውዝ ዲያሜትር). ለምሳሌ: ለ ብሎኖች - 4h 6h; 8 ሰ 6 ሰ; 8 ግ 6 ግ; ለለውዝ - 5H, 7H6H.
6.10 ለስፐር ማርሽ መቻቻል
የማርሽ ማምረት ትክክለኛነት ቁጥጥር ይደረግበታል።ለእነርሱ የሚያቀርቡ አግባብነት ያላቸው GOSTs
የሃያ ዲግሪ ትክክለኛነት ግምቶች, እና ለእያንዳንዳቸው
ለኪነማቲክ ትክክለኛነት ፣ ለስላሳነት የተመሰረቱ ደረጃዎች
የዊልስ እና የማርሽ ጥርስ ሥራ እና ግንኙነት.
በጣም ትክክለኛዎቹ ዲግሪዎች 1 - 3 እንደ ተስፋ ሰጪዎች ይቀራሉ, እና
11ኛ እና 12ኛ ክፍል ለደረቅ ማርሽ እና መቻቻል ናቸው።
ረጅሙ ጊዜ አልተገለጸም.
የኪነማቲክ ትክክለኛነት ደንቦች የጠቅላላውን ዋጋ ይወስናሉ
የሚነዳው የዊል ማርሽ የማዞሪያው አንግል ስህተት
ለአንድ መሪ አብዮት.
የመንኮራኩሩ ለስላሳ አሠራር ደንቦች ዋጋውን ይወስናሉ
የባሪያው የማሽከርከር አንግል አጠቃላይ ስህተት አካላት
ማርሽ ፣ በአንድ አብዮት ውስጥ ብዙ ጊዜ ተደግሟል።
የጥርስ ግንኙነት ደንቦች የጎን መገጣጠም ሙሉነት ይወስናሉ
በእንቅስቃሴው ሂደት ውስጥ የመንኮራኩሮቹ የተጣመሩ ጥርሶች ገጽታዎች
ማስተላለፊያ ጥርስ. ከቁጥጥር ውጭ በሆነ ጊርስ ውስጥ የጎን ማጽጃ ደንቦች
ከመሃል ወደ መሃል ርቀቶች (በሌሉበት
የኋሊት መምረጫዎች እና ማካካሻዎች) እሴቶቹን ይወስናሉ
የሞቱ እንቅስቃሴዎች.
የማስተላለፊያ ዘዴዎች የማርሽ ጎማዎች 7 ሊኖራቸው ይገባል
(እስከ V = 10 m / s) ወይም 7 ኛ (እስከ V = 6 m / s) ትክክለኛነት ደረጃ. በ
የእንቅስቃሴ ትክክለኛነት መጨመር መስፈርቶች
ዊልስ በ 6 ኛ ደረጃ ትክክለኛነት የተሰሩ ናቸው.
ለሲሊንደሪክ ጊርስ በ STSEV 642 - 77 (በኤም<1 мм)
አምስት ዓይነት የትዳር ጓደኞች ተመስርተዋል፡- H፣ G፣ F፣ E እና D
የተረጋገጠውን የጎን ማጽጃ ዋጋ መወሰን j ደቂቃ
(ስዕል 6 ሀ) እና አራት ዓይነት መቻቻል ለእሱ ቲ, በ ውስጥ አመልክተዋል
ወደ ላይ የሚወጣ ቅደም ተከተል h, g, f, e. መቻቻል e ጥቅም ላይ ይውላል
አጋሮች E እና D.
STSEV 641 - 77 (በ m 1 ሚሜ) ስድስት ዓይነቶችን ይመሰርታል
ተጓዳኞች፡ ኤች፣ ኢ፣ ዲ፣ ሲ፣ ቢ፣ ሀ (ምስል 6፣ ለ) እና ስምንት ዓይነት
የጎን ማጽጃ መቻቻል T: h, d, c, b, a, x, y, z.
ሩዝ. 6.6 - የመገናኛ ዓይነቶች እና በማስተላለፊያው ውስጥ የተረጋገጡ የጎን ክፍተቶች ዋጋ በ m<1 мм(а) и m>1 ሚሜ (ለ)
ሩዝ. 6.6 - የግንኙነት ዓይነቶች እና የተረጋገጡ እሴቶችበማስተላለፊያው ውስጥ የጎን ክፍተቶች በ m<1 мм(а) и m>1 ሚሜ (ለ) Mating H የተረጋገጠ የጎን ክሊራንስ j min = 0 አለው።
ጊርስ እና ጊርስ ማምረት ላይ ያሉ ስህተቶች በዚህ ላይ ይመሰረታሉ
የተወሰነ ትክክለኛነት ደረጃ. የጎን ማጽዳቱ ይወሰናል
ለእያንዳንዱ ዓይነት ደንቦች መሠረት የግንኙነት ዓይነት.
Gears በሞጁል ኤም<1 и нерегулируемым расположением осей,
በሦስቱም ደረጃዎች መሠረት 7 ኛ ደረጃ ትክክለኛነት ያለው
መንኮራኩሮች እንደሚከተለው ተሰይመዋል፡- 7- ጂ (STSEV 642 -
77); በ m 1 ሚሜ, ተመሳሳይ ትክክለኛነት እና ተያያዥነት D: 7 - D (STSEV
641 – 77).
የተለያዩ የሰውነት ቁሳቁሶችን በሚጠቀሙ ጊርስ ውስጥ
እና ጊርስ እና ጉልህ በሆነ ንዝረት መስራት
የሙቀት መጠኖች ፣ የዋስትና ማረጋገጫ ያላቸው መገናኛዎች ያስፈልጋሉ ፣
በማዕከሉ ውስጥ የመቀነስ ስርጭትን ከመጨናነቅ በስተቀር
ርቀቶች.
የተረጋጋ የሙቀት አገዛዝ ጋር ጊርስ, ጋር
የመስመራዊ መስፋፋት ተመሳሳይ የሙቀት መጠን
መኖሪያ ቤት እና ጊርስ, H በይነገጽ ይጠቀሙ.
በተገላቢጦሽ ጊርስ, የጎን ማጽዳት መኖሩ ስህተትን ያመጣል
የመንኮራኩሩ እንቅስቃሴ, እንዲሁም ተጨማሪ መልክ
ተለዋዋጭ ጭነቶች, ብዙውን ጊዜ የማይፈለግ ነው.
በስዕሎች ላይ ልኬቶች
መግቢያ
በጅምላ ምርት አካባቢ, ማረጋገጥ አስፈላጊ ነው መለዋወጥ ተመሳሳይ ዝርዝሮች. ተለዋዋጭነት በመሳሪያው አሠራር ወቅት የተበላሸውን መለዋወጫ ለመተካት ያስችልዎታል. አዲሱ ክፍል በመጠን እና ቅርፅ ከተተካው ክፍል ጋር በትክክል መመሳሰል አለበት.
ለመለዋወጥ ዋናው ሁኔታ የተወሰነ ትክክለኛነት ያለው ክፍል ማምረት ነው። የክፍሉን ማምረት ትክክለኛነት ምን መሆን አለበት ፣ በስዕሎቹ ላይ የሚፈቀዱትን ገደቦች ያመልክቱ።
ክፍሎቹ የተገናኙባቸው ቦታዎች ይባላሉ የተዋሃደ . አንዱን ወደ ሌላኛው የተካተቱት ሁለት ክፍሎች በማያያዝ የሴቷ ገጽታ እና የተሸፈነው ተለይቷል. በሜካኒካል ምህንድስና ውስጥ በጣም የተለመዱት ከሲሊንደሪክ እና ጠፍጣፋ ትይዩ ንጣፎች ጋር ግንኙነቶች ናቸው. በሲሊንደሪክ ግንኙነት ውስጥ, የጉድጓዱ ወለል የዛፉን ሽፋን ይሸፍናል (ምሥል 1, ሀ). የተዘጋው ገጽ ይባላል ቀዳዳ መሸፈኛ - ዘንግ . እነዚህ ተመሳሳይ ቃላት ቀዳዳ እና ዘንግ በተለምዶ ሌላ ማንኛውም ሲሊንደራዊ ያልሆኑ ማቀፊያ እና የተሸፈኑ ንጣፎችን ለማመልከት ያገለግላል (ምስል 1, ለ).
ሩዝ. 1. የቃላት ማብራሪያ ቀዳዳ እና ዘንግ
ማረፊያ
ማንኛውም የአካል ክፍሎች የመገጣጠም አሠራር የግንኙነት አስፈላጊነትን ያካትታል ወይም እነሱ እንደሚሉት ፣ ተክልአንዱን ዝርዝር ለሌላው. ስለዚህ, በቴክኖሎጂ, አገላለጽ ማረፊያ የክፍሎችን ግንኙነት ባህሪ ለማመልከት.
በቃሉ ስር ማረፊያ እርስ በእርሳቸው አንጻራዊ በሆነ መልኩ የተገጣጠሙ ክፍሎችን የመንቀሳቀስ ደረጃን ይረዱ.
ሶስት የማረፊያ ቡድኖች አሉ-ከክፍተት ጋር ፣ ከጣልቃ ገብነት ተስማሚ እና ሽግግር።
ማረፊያዎች ከጽዳት ጋር
ክፍተት የጉድጓዱ መጠን ከጉድጓዱ መጠን በላይ ከሆነ (ምስል 2, ሀ) ከጉድጓዱ መጠን D እና ዘንግ d መካከል ያለውን ልዩነት ይደውሉ. ክፍተቱ በጉድጓዱ ውስጥ ያለውን ዘንግ ነፃ እንቅስቃሴን (መዞር) ያረጋግጣል. ስለዚህ, ክፍተት ያላቸው ማረፊያዎች ይባላሉ የሞባይል ማረፊያዎች. ክፍተቱ በሰፋ መጠን የመንቀሳቀስ ነፃነት ይጨምራል። ይሁን እንጂ እንደ እውነቱ ከሆነ, የሚንቀሳቀሱ ማረፊያዎች ያላቸው ማሽኖች ሲሠሩ, የሾላውን እና ቀዳዳውን የግጭት መጠን የሚቀንስ እንዲህ ዓይነቱ ክፍተት ይመረጣል.

ሩዝ. 2. ማረፊያዎች
ጣልቃ-ገብ ማረፊያዎች
ለእነዚህ ተስማሚዎች, ቀዳዳው ዲያሜትር D ከግንዱ ዲያሜትር d (ምስል 2, ለ) ያነሰ ነው. .በእውነታው, ይህ ግንኙነት በግፊት ውስጥ ሊፈጠር ይችላል, የሴቷ ክፍል (ቀዳዳ) ሲሞቅ እና (ወይም) የወንዱ ክፍል (ዘንግ) ሲቀዘቅዝ.
ጣልቃ-ገብ ማረፊያዎች ይባላሉ ቋሚ ማረፊያዎች , የተገናኙት ክፍሎች የጋራ እንቅስቃሴ ስለማይካተት.
የሽግግር ማረፊያዎች
እነዚህ ማረፊያዎች መሸጋገሪያ ተብለው ይጠራሉ ምክንያቱም ዘንጉን እና ጉድጓዱን ከመገጣጠም በፊት, በግንኙነቱ ውስጥ ምን እንደሚሆን መናገር አይቻልም - ክፍተት ወይም ጣልቃገብነት. ይህ ማለት በሽግግር መጋጠሚያዎች ውስጥ, የቀዳዳው ዲያሜትር D ከግንዱ ዲያሜትር ያነሰ, የበለጠ ወይም እኩል ሊሆን ይችላል (ምሥል 2, ሐ).
የመጠን መቻቻል. የመቻቻል መስክ. የትክክለኛነት ጥራት መሰረታዊ ፅንሰ ሀሳቦች
በክፍል ስዕሎች ውስጥ ያሉ ልኬቶች የክፍሉን የጂኦሜትሪክ ቅርጾች መጠን ይለካሉ። ልኬቶች በስመ, ትክክለኛ እና ገደብ የተከፋፈሉ ናቸው (ምስል 3).
የስም መጠን - ይህ ዓላማውን እና አስፈላጊውን ትክክለኛነት ግምት ውስጥ በማስገባት የክፍሉ ዋና ስሌት መጠን ነው.
የግንኙነት መጠን - ይህ መገጣጠሚያውን ለሚፈጥሩት ቀዳዳ እና ዘንግ የተለመደ (ተመሳሳይ) መጠን ነው። የክፍሎች እና የግንኙነቶች ስያሜዎች በዘፈቀደ የተመረጡ አይደሉም ነገር ግን በ GOST 6636-69 "መደበኛ መስመራዊ ልኬቶች" መሠረት. በእውነተኛው ምርት ውስጥ, ክፍሎችን በማምረት, የስም ልኬቶች ሊቆዩ አይችሉም እና ስለዚህ ትክክለኛ ልኬቶች ጽንሰ-ሐሳብ ገብቷል.
ትክክለኛው መጠን - ይህ ክፍል በሚመረትበት ጊዜ የተገኘው መጠን ነው. ሁልጊዜ ከስም ወደላይ ወይም ወደ ታች ይለያል. የእነዚህ ልዩነቶች የሚፈቀዱት ወሰኖች በመገደብ ልኬቶች የተመሰረቱ ናቸው.
ልኬቶችን ይገድቡ ሁለት የድንበር እሴቶች ተጠርተዋል, በመካከላቸው ትክክለኛው መጠን መሆን አለበት. ከእነዚህ እሴቶች ውስጥ ትልቁ ይባላል ትልቁ መጠን ገደብትንሽ - ትንሹ መጠን ገደብ. በዕለት ተዕለት ልምምድ ፣ በክፍሎች ሥዕሎች ላይ ፣ ከስመ-ስነ-ጥበባት ልዩነቶችን በመጠቀም ውስን ልኬቶችን ማመልከት የተለመደ ነው።
መዛባትን ይገድቡ - ይህ በመገደብ እና በስም መጠኖች መካከል ያለው የአልጀብራ ልዩነት ነው። የላይኛው እና የታችኛውን ልዩነት ይለዩ. የላይኛው መዛባትበትልቁ የመጠን ገደብ እና በስም መጠን መካከል ያለው የአልጀብራ ልዩነት ነው። ዝቅተኛ መዛባትበትንሹ የመጠን ገደብ እና በስም መጠን መካከል ያለው የአልጀብራ ልዩነት ነው።
የመጠሪያው መጠን ለመለያየት እንደ መነሻ ሆኖ ያገለግላል። ልዩነቶች አወንታዊ፣ አሉታዊ ወይም ዜሮ ሊሆኑ ይችላሉ። በደረጃ ሰንጠረዦች፣ ልዩነቶች በማይክሮሜትሮች (µm) ተሰጥተዋል። በሥዕሎቹ ውስጥ, ልዩነቶች ብዙውን ጊዜ በ ሚሊሜትር (ሚሜ) ውስጥ ይገለጣሉ.
ትክክለኛ መዛባት - ይህ በእውነተኛ እና በስም መጠኖች መካከል ያለው የአልጀብራ ልዩነት ነው። የተረጋገጠው መጠን ትክክለኛ መዛባት በከፍተኛ እና ዝቅተኛ ልዩነቶች መካከል ከሆነ ክፍሉ ተስማሚ ነው ተብሎ ይታሰባል።
የመጠን መቻቻል - ይህ በትልቁ እና በትንሹ ገደብ መጠኖች መካከል ያለው ልዩነት ወይም በከፍተኛ እና ዝቅተኛ ልዩነቶች መካከል ባለው የአልጀብራ ልዩነት ፍጹም እሴት መካከል ያለው ልዩነት ነው።
ስር ጥራት በስመ መጠኑ መጠን የሚለያዩ የመቻቻል ስብስቦችን ይረዱ። 19 ብቃቶች ተመስርተዋል, አንድ ክፍልን በማምረት ረገድ ከተለያዩ ትክክለኛነት ደረጃዎች ጋር ይዛመዳል. ለእያንዳንዱ መመዘኛ፣ የመቻቻል መስኮች ረድፎች ተገንብተዋል።
የመቻቻል መስክ በላይኛው እና በታችኛው መዛባት የታሰረ መስክ ነው። ለጉድጓዶች እና ዘንጎች ሁሉ የመቻቻል መስኮች በላቲን ፊደላት ይጠቁማሉ: ለቀዳዳዎች - በትላልቅ ፊደላት (ኤች, ኬ, ኤፍ, ጂ, ወዘተ.); ለዘንጎች - ትንሽ ሆሄ (h, k, f, g, ወዘተ).

ሩዝ. 3. የቃላት ማብራሪያ
ትምህርት
ርዕስ #5መቻቻል እና ማረፊያዎች
መግቢያ
አንድ ምርት (ማሽን, አሃድ, አሃድ) በማዳበር ሂደት ውስጥ, ተፈፃሚነት, repeatability እና ኢንተር-ፕሮጀክት መካከል ውህደት መካከል Coefficients የሚወሰን ይህም standardization እና ውህደት የተሰጠ ደረጃ, ከ መቀጠል አስፈላጊ ነው. የእነዚህ ውህዶች እሴት በመጨመር ፣ የሚመረተው የምርት ኢኮኖሚያዊ ውጤታማነት በምርት እና በአሰራር ሂደት ውስጥ ይጨምራል። ደረጃውን የጠበቀ እና የተዋሃደውን ደረጃ ለመጨመር, አስቀድሞ በምርት ዲዛይን ደረጃ ላይ, በኢንዱስትሪው የሚመረተውን ከፍተኛ ቁጥር ያላቸውን ንጥረ ነገሮች መጠቀም እና የኦሪጂናል አካላትን እድገት ምክንያታዊ ገደብ ለማግኘት መጣር አስፈላጊ ነው. በተመሳሳይ ጊዜ በልማት ሂደት ውስጥ ዋናው ጉዳይ በዋናነት በጂኦሜትሪክ መመዘኛዎች ውስጥ የሚለዋወጡ ክፍሎች, ስብሰባዎች እና ክፍሎች ትክክለኛነት ነው.
ክፍሎች, ስብሰባዎች እና ስብሰባዎች መካከል interchangeability የሚቻል አንድ መደበኛ ዘዴዎች እንደ ድምር ማካሄድ, የመለዋወጫ አቅርቦት ለማደራጀት, ጥገና ለማመቻቸት, በተለይ አስቸጋሪ ሁኔታዎች ውስጥ, ያረጁ ክፍሎች ቀላል ምትክ በመቀነስ.
መለዋወጥ- በተናጥል የተመረተ ክፍሎች ንብረት ተጨማሪ ሜካኒካዊ ወይም በእጅ ሂደት ያለ ስብሰባ ዩኒት ውስጥ ያላቸውን ቦታ መውሰድ, ተሰብስበው ምርቶች (ጉባኤዎች, ስልቶች) መካከል መደበኛ ክወና በማረጋገጥ ላይ ሳለ.
ከተለዋዋጭነት ፍቺው የተከተለው ለምርት ክፍፍል ቅድመ ሁኔታ ነው, ማለትም. በቅደም ተከተል ወደ መሰብሰቢያ ክፍሎች የተገጣጠሙ ክፍሎች ፣ ስብሰባዎች ፣ ስብሰባዎች ፣ እና የመሰብሰቢያ ክፍሎች ወደ አንድ የጋራ ስርዓት (ሜካኒዝም ፣ ማሽን ፣ መሳሪያ) ገለልተኛ ማምረት። መገጣጠም በሁለት መንገዶች ሊከናወን ይችላል-የተገጣጠሙ ክፍሎች ወይም የመሰብሰቢያ ክፍሎች ሳይገጠሙ እና ሳይጫኑ. መገጣጠም ያለ ማገጣጠም በጅምላ እና በመስመር ላይ ማምረት, እና ከመገጣጠም ጋር - በነጠላ እና በትንሽ መጠን ማምረት. ሳይገጣጠሙ በሚገጣጠሙበት ጊዜ ክፍሎቹ በሚፈለገው ትክክለኛነት ማምረት አለባቸው. ይሁን እንጂ መለዋወጥ በጂኦሜትሪክ መለኪያዎች ትክክለኛነት ብቻ አይረጋገጥም. ቁሳቁስ ፣ የአካል ክፍሎች ዘላቂነት ፣ የመሰብሰቢያ ክፍሎች እና አካላት ከመጨረሻው ምርት ዓላማ እና የአሠራር ሁኔታዎች ጋር የሚጣጣሙ መሆን አለባቸው። ይህ ተለዋዋጭነት ይባላል ተግባራዊ, እና የጂኦሜትሪክ መለዋወጥ ልዩ የተግባር መለዋወጥ አይነት ነው.
ተለዋዋጭነት ሙሉ እና ያልተሟላ, ውጫዊ እና ውስጣዊ ነው.
የተሟላ የመለዋወጥ ችሎታበስብሰባው ሂደት ውስጥ ያለ ተጨማሪ ክዋኔዎች የተገለጹትን የጥራት አመልካቾች እንዲያገኙ ይፈቅድልዎታል.
በ ያልተሟላ ተለዋዋጭነትየመሰብሰቢያ ክፍሎችን እና የመጨረሻ ምርቶችን በሚሰበሰብበት ጊዜ, ከአንዳንድ ክፍሎች እና የመሰብሰቢያ ክፍሎች ምርጫ እና ማስተካከያ ጋር የተያያዙ ስራዎች ይፈቀዳሉ. የተጠናቀቁትን ምርቶች በትንሹ ትክክለኛነት የተገለጹትን ቴክኒካዊ እና የአሠራር አመልካቾችን እንዲያገኙ ያስችልዎታል። በተመሳሳይ ጊዜ, የተግባር መለዋወጥ ብቻ የተሟላ መሆን አለበት, እና ጂኦሜትሪክ - ሙሉ እና ያልተሟላ.
ውጫዊ ተለዋዋጭነት- ይህ በአሠራር መለኪያዎች እና በማገናኘት ልኬቶች ውስጥ የአሃዶች እና አካላት መለዋወጥ ነው። ለምሳሌ የኤሌክትሪክ ሞተር መተካት. የእሱ የአሠራር መለኪያዎች - ኃይል, ፍጥነት, ቮልቴጅ, ወቅታዊ; የማገናኘት ልኬቶች በኤሌክትሪክ ሞተር እግሮች ውስጥ ያሉ ዲያሜትሮች ፣ ቁጥር እና ቀዳዳዎች ቦታ ፣ ወዘተ.
የውስጥ መለዋወጥክፍሎችን ወደ ክፍሎች እና ክፍሎች ወደ ስልቶች ለመገጣጠም አስፈላጊ በሆኑት መለኪያዎች ትክክለኛነት የተረጋገጠ ነው. ለምሳሌ የኳስ ተሸካሚዎች ወይም የሚሽከረከሩ ሮሌቶች መለዋወጥ፣ የመንዳት እና የሚነዱ የማርሽ ሳጥኑ ዘንጎች ወዘተ.
የመለዋወጥ መርሆዎች ለክፍሎች ፣ የመሰብሰቢያ ክፍሎች ፣ ክፍሎች እና የመጨረሻ ምርቶች ላይ ይተገበራሉ።
ተለዋዋጭነት የሚረጋገጠው በምርት መለኪያዎች ትክክለኛነት, በተለይም በመጠን ነው. ሆኖም ፣ በማምረት ሂደት ውስጥ ፣ ስህተቶች Х መከሰቱ የማይቀር ነው ፣ የቁጥር እሴቶቹ በቀመሩ ይገኛሉ።
የት X የመጠን (መለኪያ) የተሰጠው እሴት;
Xi የተመሳሳዩ መለኪያ ትክክለኛ ዋጋ ነው።
ስህተቶች ወደ ተከፋፈሉ ስልታዊ ፣ የዘፈቀደ እና አጠቃላይ(ናፈቀ)።
የዘፈቀደ ስህተቶች በመለኪያ ትክክለኛነት ላይ የሚያሳድሩት ተጽዕኖ በፕሮባቢሊቲ ቲዎሪ እና በሂሳብ ስታቲስቲክስ ዘዴዎች ሊገመገም ይችላል። ብዙ ሙከራዎች እንደሚያሳዩት የዘፈቀደ ስህተቶች ስርጭት ብዙውን ጊዜ መደበኛውን የስርጭት ህግ ያከብራል ፣ እሱም በ Gaussian ጥምዝ (ምስል 1) ተለይቶ ይታወቃል።
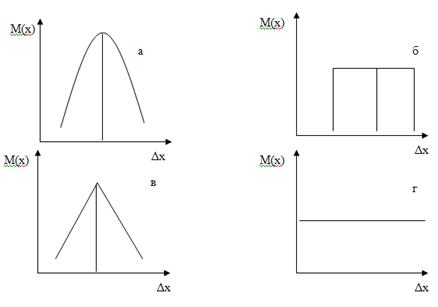
ምስል 1 - የዘፈቀደ ስህተቶች ስርጭት ህጎች
a - መደበኛ; ለ - ማክስዌል; ሐ - ትሪያንግል (ሲምፕሰን); g - ተመጣጣኝ.
ከፍተኛው የመጠምዘዣው መስመር ከተሰጠው መጠን አማካኝ ዋጋ ጋር ይዛመዳል (ላልተገደበ የመለኪያ ብዛት፣የሒሳብ ጥበቃ ተብሎ ይጠራል እና በኤም(X) ይገለጻል።
የዘፈቀደ ስህተቶች ወይም ልዩነቶች በ x-ዘንጉ ላይ ተቀርፀዋል። ከ y ዘንግ ጋር ትይዩ የሆኑ ክፍሎች የተመሳሳይ እሴት የዘፈቀደ ስህተቶች የመከሰት እድልን ይገልጻሉ። የ Gaussian ጥምዝ ስለ ከፍተኛው ordinate የተመጣጠነ ነው። ስለዚህ, ከተመሳሳይ ፍፁም እሴት ልዩነቶች, ግን የተለያዩ ምልክቶች, እኩል ሊሆኑ ይችላሉ. የጠመዝማዛው ቅርፅ እንደሚያሳየው ትናንሽ ልዩነቶች (በፍፁም ዋጋ) ከትላልቅ ሰዎች በጣም ብዙ ጊዜ ይታያሉ ፣ እና በጣም ትልቅ ልዩነቶች መታየት በእውነቱ የማይቻል ነው። ስለዚህ የሚፈቀዱት ስህተቶች ለተወሰኑ ገደቦች የተገደቡ ናቸው (V በዘፈቀደ ስህተቶች መበተን ተግባራዊ መስክ ነው ፣ በክፍሎች ስብስብ ውስጥ በትልቁ እና በትንሹ በሚለካ ልኬቶች መካከል ካለው ልዩነት ጋር እኩል ነው)። እሴቱ የሚወሰነው ምርቶችን ለማምረት በተመጣጣኝ ወጪዎች በቂ ትክክለኛነት ካለው ሁኔታ ነው። በተስተካከለ የባዶ ሜዳ፣ ከ2.7% በላይ የዘፈቀደ ስህተቶች ከገደቡ በላይ ሊሄዱ አይችሉም። ይህ ማለት ከ 100 ማሽነሪዎች ውስጥ, ጉድለት ያለባቸው ከሶስት የማይበልጡ ሊሆኑ አይችሉም. በቴክኒክ እና በኢኮኖሚያዊ ሁኔታዎች ውስጥ የተበላሹ ምርቶች ገጽታ መቶኛ ተጨማሪ ቅነሳ ሁልጊዜ ጥሩ አይደለም ፣ ምክንያቱም። በተግባራዊ የተሳሳተ መስክ ላይ ከመጠን በላይ መጨመርን ያመጣል, እና, በዚህም ምክንያት, የመቻቻል መጨመር እና የምርቶች ትክክለኛነት ይቀንሳል. የመጠምዘዣው ቅርፅ የሚወሰነው ምርቶችን በማቀነባበር እና በመለኪያ ዘዴዎች ላይ ነው; ትክክለኛ ዘዴዎች ኩርባ ይሰጣሉ 1 የባዘነውን መስክ V1 ያለው; ኩርባ 2፣ ለዚህም V2
ተቀባይነት ባለው የቴክኖሎጂ ሂደት, የምርት መጠን እና ሌሎች ሁኔታዎች ላይ በመመስረት, የዘፈቀደ ስህተቶች በጋውስ ህግ መሰረት ሳይሆን በተመጣጣኝ ህግ (ምስል 1 ለ), በሶስት ማዕዘን ህግ (ምስል 1 ሐ) መሰረት ሊሰራጭ ይችላል. የማክስዌል ህግ (ምስል 1 ዲ) እና ወዘተ የዘፈቀደ ስህተቶች ቡድን ማእከል ከአማካይ መጠን (ምስል 1 ሀ) መጋጠሚያ ወይም ከእሱ ጋር በተዛመደ ለውጥ (ምስል 1 መ) ጋር ሊገጣጠም ይችላል።
በሂደት እና በመለኪያ ላይ ስህተቶችን የሚያስከትሉትን መንስኤዎች ተፅእኖ ሙሉ በሙሉ ለማስወገድ የማይቻል ነው, የበለጠ የላቀ የቴክኖሎጂ ሂደት ሂደቶችን በመተግበር ስህተቱን መቀነስ ብቻ ነው. የመጠን ትክክለኛነት (የማንኛውም ግቤት) ለተሰጠው ትክክለኛ መጠን የመጠገን ደረጃ ይባላል, ማለትም. የመጠን ትክክለኛነት የሚወሰነው በስህተት ነው. ስህተቱ እየቀነሰ ሲሄድ ትክክለኛነት ይጨምራል እና በተቃራኒው.
በተግባር, ስህተቶችን በመገደብ መለዋወጥ ይረጋገጣል. ስህተቶችን በመቀነስ ፣ የመለኪያዎቹ ትክክለኛ እሴቶች ፣ በተለይም ልኬቶች ፣ የተሰጡትን ይቀርባሉ ። በትንሽ ስህተቶች, ትክክለኛው ልኬቶች ከተሰጡት በጣም ትንሽ ስለሚለያዩ ስህተታቸው የምርቶቹን አፈፃፀም አይጎዳውም.
2. መቻቻል እና ማረፊያዎች. የጥራት ጽንሰ-ሐሳብ
ዋናዎቹ ቃላቶች እና ፍቺዎች በ GOST 25346 ፣ GOST 25347 ፣ GOST 25348 መቻቻልን ያቋቁማሉ እና ከ 1 ሚሊ ሜትር በታች ለሆኑ መጠኖች ፣ እስከ 500 ሚሜ ፣ ከ 500 እስከ 3150 ሚ.ሜ.
ቀመሮች (7) እና (8) ከሚከተሉት እሳቤዎች የተገኙ ናቸው. ከቀመሮች (2) እና (3) እንደሚከተለው፣ ትልቁ እና ትንሹ የገደብ መጠኖች ከስም መጠን ድምሮች እና ከተዛማጅ ገደብ መዛባት ጋር እኩል ናቸው።
![]() (9)
(9)
![]() (10)
(10)
ከቀመርው የገደቡ ልኬቶች እሴቶች ወደ ቀመር (5) መተካት
ተመሳሳይ ቃላትን በመቀነስ, ቀመር (7) እናገኛለን. ፎርሙላ (8) በተመሳሳይ መልኩ የተገኘ ነው።

ምስል - ቀዳዳው እና ዘንግ ወደ ክፍተት ሲወርድ የመቻቻል መስኮች (የጉድጓድ ልዩነቶች አወንታዊ ናቸው ፣ የዘንጉ ልዩነቶች አሉታዊ ናቸው)
እንዴት እንደሚሰላ ቢሆን መቻቻል ሁል ጊዜ አዎንታዊ እሴት ነው።
ለምሳሌ.ለገደብ ልኬቶች እና ልዩነቶች መቻቻልን አስላ። የተሰጠው: = 20.010 ሚሜ; = 19.989 ሚሜ; = 10 µm; = -11 µm
አንድ). በቀመር (6) መሠረት መቻቻልን በተገደቡ ልኬቶች እናሰላለን።
Td = 20.010 - 19.989 = 0.021 ሚሜ
2) በቀመር (8) መሠረት ለገደብ ልዩነቶች መቻቻልን እናሰላለን።
Td = 10 - (-11) = 0.021 ሚሜ
ለምሳሌ. በዘንጉ እና ቀዳዳ (ዘንግ - , ቀዳዳ 20) በተሰጡት ምልክቶች መሰረት, ስመ እና ገደብ ልኬቶችን, ልዩነቶችን እና መቻቻልን (በሚሜ እና ማይክሮኖች) ይወስኑ.
2.2 የመቻቻል ክፍሎች እና የብቃት ጽንሰ-ሀሳብ
የመጠን ትክክለኛነት በመቻቻል ይወሰናል - መቻቻል ሲቀንስ, ትክክለኛነት ይጨምራል, እና በተቃራኒው.
እያንዳንዱ የቴክኖሎጂ ዘዴ ክፍሎችን በማቀነባበር በኢኮኖሚያዊ ትክክለኛ ትክክለኛ ትክክለኛነት ተለይቶ ይታወቃል ፣ ግን ልምምድ እንደሚያሳየው በመጠን መጨመር ፣ አነስተኛ መቻቻል ያላቸውን ክፍሎች በማስኬድ ረገድ የቴክኖሎጂ ችግሮች ይጨምራሉ እና ጥሩ መቻቻል ባልተቀየሩ የማስኬጃ ሁኔታዎች ውስጥ በትንሹ ይጨምራል። በኢኮኖሚ ሊደረስ በሚችል ትክክለኛነት እና ልኬቶች መካከል ያለው ግንኙነት የመቻቻል ክፍል ተብሎ በሚጠራ ሁኔታዊ እሴት ይገለጻል።
የመቻቻል ክፍል() የመቻቻልን ጥገኝነት በስም መጠን ይገልፃል እና መደበኛ መቻቻልን ለመወሰን እንደ መሠረት ሆኖ ያገለግላል።
የመቻቻል አሃድ፣µm፣ በቀመሮቹ ይሰላል፡-
እስከ 500 ሚሊ ሜትር ለሆኑ መጠኖች
ከ 500 እስከ 10000 ሚሜ በላይ ለሆኑ መጠኖች
በ ሚሜ ውስጥ አማካይ ዘንግ ዲያሜትር የት ነው.
ከላይ በተጠቀሱት ቀመሮች ውስጥ, የመጀመሪያው ቃል የሂደቱን ስህተቶች ግምት ውስጥ ያስገባል, እና ሁለተኛው - የመለኪያ ስህተቶች እና የሙቀት ስህተቶች ተጽእኖ.
ልኬቶች፣ ተመሳሳይ እሴት ቢኖራቸውም፣ የተለያዩ ትክክለኛነት መስፈርቶች ሊኖራቸው ይችላል። እንደ ክፍሉ ዲዛይን, ዓላማ እና የአሠራር ሁኔታ ይወሰናል. ስለዚህ, ጽንሰ-ሐሳቡ ገብቷል ጥራት .
ጥራትለሁሉም የመጠን መጠኖች ከተመሳሳይ ትክክለኛነት ጋር በተዛመደ የመቻቻል ስብስብ የሚወሰን ክፍል የማምረት ትክክለኛነት ባህሪ።
ለብቃቶች መቻቻል (ቲ)፣ ከአንዳንድ ልዩ ሁኔታዎች ጋር፣ በቀመሩ ተቀምጧል
የት የመቻቻል ክፍሎች ብዛት;
i (I) - የመቻቻል ክፍል.
ከ 1 እስከ 500 ሚሜ ለሆኑ መጠኖች በ ISO ስርዓት መሠረት ፣ 19 ብቃቶች. እያንዳንዳቸው ለተወሰነ የስም መጠኖች ቋሚ አንጻራዊ ትክክለኛነት የሚያረጋግጡ እንደ የመቻቻል ስብስብ ተረድተዋል።
የ19 መመዘኛዎች ብቃቶች በቁልቁለት ትክክለኛነት ደረጃ በደረጃ ተቀምጠዋል፡- 01፣ 0፣ 1፣ 2፣ 3፣..17፣ እና ሁኔታዊ በሆነ መልኩ IT01፣ IT0፣ IT1 ... IT17 ያመለክታሉ። እዚህ IT ቀዳዳ እና ዘንግ መቻቻል ነው, ትርጉሙም "ISO መቻቻል" ማለት ነው.
በአንድ ጥራት ውስጥ "a" ቋሚ ነው, ስለዚህ በእያንዳንዱ ጥራት ውስጥ ያሉ ሁሉም የመጠን መጠኖች አንድ አይነት ትክክለኛነት አላቸው. ሆኖም ፣ ለተለያዩ መጠኖች በተመሳሳይ ጥራት ያለው መቻቻል አሁንም ይለወጣል ፣ ምክንያቱም በመጠን መጨመር ፣ የመቻቻል ክፍሉ ይጨምራል ፣ ይህም ከላይ ከተጠቀሱት ቀመሮች ይከተላል። ከከፍተኛ ትክክለኝነት መመዘኛዎች ወደ ሻካራ-ትክክለኛነት መመዘኛዎች በሚሸጋገርበት ጊዜ, የመቻቻል ክፍሎች ብዛት በመጨመሩ ምክንያት መቻቻል ይጨምራል, ስለዚህ, በተለያዩ ብቃቶች, ተመሳሳይ የመጠን መጠኖች ትክክለኛነት ይለወጣል.
ከላይ ከተጠቀሱት ነገሮች ሁሉ የሚከተለው ነው.
የመቻቻል ክፍሉ በመጠን ላይ የሚመረኮዝ እና እንደ ዓላማ ፣ የሥራ ሁኔታ እና የማቀነባበሪያ ዘዴዎች ላይ የተመካ አይደለም ፣ ማለትም ፣ የመቻቻል ክፍሉ የተለያዩ መጠኖችን ትክክለኛነት ለመገምገም እና አጠቃላይ ትክክለኛነት ወይም የተለያዩ የመቻቻል ሚዛን ነው። ብቃቶች;
በተለያዩ መመዘኛዎች ውስጥ ያሉ ተመሳሳይ መጠኖች መቻቻል የተለያዩ ናቸው ፣ ምክንያቱም እነሱ በመቻቻል አሃዶች ቁጥር “a” ላይ ስለሚመሰረቱ ፣ ማለትም ፣ ብቃቶቹ ተመሳሳይ የመጠን መጠኖችን ትክክለኛነት ይወስናሉ ።
የተለያዩ የማቀነባበሪያ ዘዴዎች የተወሰነ ኢኮኖሚያዊ ትክክለኛ ትክክለኛነት አላቸው: "ሸካራ" ማዞር ክፍሎቹን በሻካራ መቻቻል እንዲሰሩ ያስችልዎታል; በጣም ትንሽ መቻቻልን ለማቀነባበር ፣ ጥሩ መፍጨት ፣ ወዘተ ጥቅም ላይ ይውላል ፣ ስለሆነም ብቃቶች በትክክል ክፍሎችን የማቀነባበር ቴክኖሎጂን ይወስናሉ።
የብቃት ወሰን፡-
ከ 01 እስከ 4 ያሉ ጥራቶች የመለኪያ ብሎኮችን ፣ መለኪያዎችን እና ቆጣሪዎችን ፣ የመለኪያ መሳሪያዎችን ክፍሎች እና ሌሎች ከፍተኛ-ትክክለኛ ምርቶችን ለማምረት ያገለግላሉ ።
ከ 5 ኛ እስከ 12 ኛ ያሉት ጥራቶች በዋናነት ከሌሎች የተለያዩ ዓይነቶች ክፍሎች ጋር ተጓዳኝ የሚፈጥሩ ክፍሎችን ለማምረት ያገለግላሉ ።
ከ 13 ኛው እስከ 18 ኛ ያሉት ጥራቶች የትዳር ጓደኛን ለማይፈጥሩ እና በምርቶች አፈፃፀም ላይ ወሳኝ ተፅእኖ ለሌላቸው ክፍሎች መለኪያዎች ጥቅም ላይ ይውላሉ ። ገደቦች የሚወሰኑት በ GOST 25346-89.
የመቻቻል መስኮችን የተለመደ ስያሜ ለ GOST 25347-82.
የገደብ መዛባት እና ማረፊያ ምልክት
የመስመራዊ ልኬቶች ገደቦች በሥዕሎቹ ላይ በሁኔታዊ (ደብዳቤ) የመቻቻል መስኮች ወይም የቁጥር እሴቶች ፣ እንዲሁም የመቻቻል መስኮች ፊደል ስያሜዎች በተመሳሳይ ጊዜ በቅንፍ ውስጥ ያሉ ገደቦችን የቁጥር እሴቶችን ያመለክታሉ ። ቀኝ (ምስል 5.6, ሀ...ሐ)ማረፊያዎች እና በተሰበሰበው ስዕል ላይ የሚታየውን የንድፍ ክፍሎቹን መመዘኛዎች በክፍልፋይ ይጠቁማሉ-በቁጥር ውስጥ - የደብዳቤው ስያሜ ወይም የቀዳዳው ከፍተኛው ልዩነት ወይም የፊደል አሃዛዊ እሴቱ በቅንፍ ውስጥ ያለውን የቁጥር እሴቱን የሚያመለክት ነው። በቀኝ በኩል, በተከፋፈለው ውስጥ - የሻፍ መቻቻል መስክ ተመሳሳይ ስያሜ (ምስል 5.6, መ፣ ሠ)አንዳንድ ጊዜ, ማረፊያውን ለማመልከት, ከተጣመሩ ክፍሎች ውስጥ አንዱን ብቻ ከፍተኛው ልዩነት ይገለጻል (ምስል 5.6, ሠ)
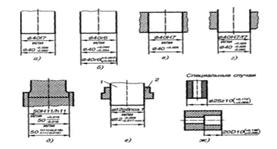
ሩዝ. 5.6. በስዕሎቹ ውስጥ የመቻቻል መስኮች እና ማረፊያዎች መሰየም ምሳሌዎች
በመቻቻል መስኮች አፈ ታሪክ ውስጥ ፣ በሚቀጥሉት ጉዳዮች ላይ ገደቦችን የቁጥር እሴቶችን መጠቆም ግዴታ ነው-በመደበኛ መስመራዊ ልኬቶች ተከታታይ ውስጥ ያልተካተቱ መጠኖች ፣ ለምሳሌ 41.5 H7 (+0.025) ; ገደብ ልዩነቶችን ሲመድቡ, ምልክቶቹ በ GOST 25347-82 ያልተሰጡ, ለምሳሌ የፕላስቲክ ክፍል (ምስል 5.6, ሰ).
የማይዛመዱ እና ኃላፊነት የጎደላቸው ልኬቶችን ጨምሮ በስራው ሥዕሎች ላይ ለተገለጹት ልኬቶች ሁሉ ገደቦች መሰጠት አለባቸው። የመጠን ከፍተኛው ልዩነቶች ካልተመደቡ ተጨማሪ ወጪዎች ሊኖሩ ይችላሉ (ይህን መጠን ከአስፈላጊው የበለጠ በትክክል ለማግኘት ሲሞክሩ) ወይም የክፍሉ ብዛት መጨመር እና ከመጠን በላይ የብረት ፍጆታ።
ተመሳሳይ የመጠን መጠን ያላቸው ክፍሎች, ነገር ግን የተለያዩ ከፍተኛ ልዩነቶች ላሉት ላዩን በእነዚህ ክፍሎች መካከል ያለው ድንበር በቀጭኑ ጠንካራ መስመር ይሳባል እና ተመሳሳይ መጠን ያለው ከፍተኛ ልዩነቶች ለእያንዳንዱ ክፍል ለብቻው ይገለጻል።
የብረት ክፍሎች ለስላሳ ንጥረ ነገሮች ትክክለኛነት ፣ ለእነርሱ ልዩነቶች ከስመ-ልኬቶች በኋላ በቀጥታ ካልተገለፁ ፣ ግን በአጠቃላይ መዝገብ ከተደነገገው በብቃቶች (ከ 12 እስከ 17 ከ 1 እስከ 1000 ሚሜ ለሆኑ መጠኖች) መደበኛ ናቸው ። በ IT, ወይም በ GOST 25670-83 የተቋቋመ ትክክለኛነት ክፍሎች (ትክክለኛ, መካከለኛ, ሻካራ እና በጣም ሻካራ) የተገለጹ. ለትክክለኛነት ክፍሎች መቻቻል t1, t2, t3 እና t4 - በቅደም ተከተል ለትክክለኛነት ክፍሎች - ጥሩ, መካከለኛ, ሻካራ እና በጣም ሻካራ.
ዘንጎች እና ጉድጓዶች ልኬቶች ለ ያልተገለጹ ገደብ መዛባት አንድ-ጎን እና ሲምራዊ ሁለቱም ሊመደብ ይችላል; ከጉድጓዶች እና ዘንጎች ጋር ላልሆኑ ንጥረ ነገሮች ልኬቶች ፣ የተመጣጠነ ልዩነቶች ብቻ ይመደባሉ ። የአንድ-ጎን ገደብ ልዩነት በሁለቱም ብቃቶች (+ IT ወይም -IT) እና በትክክለኛነት ክፍሎች (± t / 2) ሊመደብ ይችላል ነገር ግን በብቃቶች (± T / 2) ተፈቅዷል። ጥራት 12 ከትክክለኛው ክፍል "ትክክለኛ", ጥራት 14 - "መካከለኛ", ጥራት 16 - "ሸካራ", ጥራት 17 - "በጣም ሻካራ" ጋር ይዛመዳል. በ GOST 25670-83 ውስጥ ያልተገለጹ የገደብ ልዩነቶች አሃዛዊ እሴቶች ተሰጥተዋል. በመቁረጥ ለሚሠሩ የብረት ክፍሎች ልኬቶች ፣ በጥራት 14 ወይም በ “አማካኝ” ትክክለኛነት ክፍል ላይ ያልተገለፁ ገደቦችን መመደብ ተመራጭ ነው። ያልተገለጸ ገደብ የኖቶች፣ የክርቫተር ራዲየስ እና chamfers በ GOST 25670-83 መሠረት የተመደቡት በጥራት ወይም በትክክለኛነት ያልተገለጹ የመስመራዊ ልኬቶች ገደብ ልዩነቶች ላይ በመመስረት ነው።
የክፍሎች (የስብስብ ክፍሎች) ግንኙነት የአቀማመጃቸውን ወይም የእንቅስቃሴውን ትክክለኛነት, የአሠራሩን አስተማማኝነት እና የጥገና ቀላልነት ማረጋገጥ አለባቸው. በዚህ ረገድ በግንኙነቶች ዲዛይን ላይ የተለያዩ መስፈርቶች ሊጫኑ ይችላሉ. በአንዳንድ ሁኔታዎች, ከክፍተት ጋር ተንቀሳቃሽ ግንኙነትን ማግኘት አስፈላጊ ነው, በሌሎች ውስጥ - ጣልቃገብነት ተስማሚ የሆነ ቋሚ ግንኙነት.
ክፍተት ኤስየጉድጓዱን እና የሾላውን መጠን ልዩነት ብለው ይጠሩታል, የጉድጓዱ መጠን ከግንዱ መጠን የበለጠ ከሆነ, ማለትም. ኤስ= ዲ- መ.
ጣልቃ መግባት ኤንየጉድጓዱ መጠን ከጉድጓዱ መጠን በላይ ከሆነ ከጉድጓዱ እና ከጉድጓዱ ውስጥ ያለው ልዩነት ይባላል. ከዲያሜትሮች ተመሳሳይ ሬሾ ጋር መእና ዲቅድመ ጭነት እንደ አሉታዊ ማጽዳት ሊቆጠር ይችላል, ማለትም.
ኤን= - ኤስ= - (ዲ- መ) = መ- ዲ , (12)
ማጽጃዎች እና ውጥረቶች የሚቀርቡት በግለሰብ ክፍሎች ልኬቶች ትክክለኛነት ብቻ አይደለም, ነገር ግን በዋናነት, በማጣመጃው ወለሎች ልኬቶች ጥምርታ - ተስማሚ.
ማረፊያበእሱ ውስጥ በተፈጠሩት ክፍተቶች ወይም ጣልቃገብነቶች መጠን የሚወሰን የአካል ክፍሎችን ግንኙነት ተፈጥሮ ይደውሉ።
የመቻቻል መስኮች ባሉበት ቦታ ላይ በመመስረት ቀዳዳዎቹ እና የማረፊያ ዘንግ በሦስት ቡድን ይከፈላሉ ።
ክፍተት ያለው ማረፊያ (በግንኙነት ውስጥ ክፍተት ያቅርቡ);
ጣልቃ-ገብ ማረፊያዎች (በግንኙነት ውስጥ ጣልቃ ገብነትን ያቅርቡ);
የሽግግር ማረፊያዎች (በመገጣጠሚያዎች ላይ ሁለቱንም ክፍተቶች እና ውጥረቶች እንዲያገኙ ማድረግ).
ክፍተት ያላቸው ማረፊያዎች በኅዳግ ክፍተቶች ተለይተው ይታወቃሉ - ትልቁ እና ትንሹ። ትልቁ ማጽጃ ስማክስበትልቁ ጉድጓድ መጠን ገደብ እና በትንሹ ዘንግ መጠን ገደብ መካከል ካለው ልዩነት ጋር እኩል ነው. ትንሹ ማጽጃ ስሚንበቀዳዳው ትንሹ ገደብ መጠን እና በሾሉ ትልቁ ገደብ መካከል ካለው ልዩነት ጋር እኩል ነው. ክፍተት ያላቸው ማረፊያዎች የቀዳዳ መቻቻል መስክ ዝቅተኛ ወሰን ከዘንጉ መቻቻል መስክ የላይኛው ወሰን ጋር የሚገጣጠምበትን ማረፊያዎችን ያጠቃልላል።
ጣልቃ-ገብነት ለመፍጠር ፣ ከመሰብሰቡ በፊት የሾሉ ዲያሜትር ከጉድጓዱ ዲያሜትር የበለጠ መሆን አለበት። በተሰበሰበው ሁኔታ, በመገናኛ ዞን ውስጥ ያሉት የሁለቱም ክፍሎች ዲያሜትሮች እኩል ናቸው. ትልቁ ጥብቅነት Nmaxከግንዱ ትልቁ ገደብ መጠን እና ከጉድጓዱ ትንሹ ገደብ መካከል ካለው ልዩነት ጋር እኩል ነው. ቢያንስ ቅድመ ጭነት ንሚንበትንሹ በትንሹ የገደብ መጠን እና በቀዳዳው ትልቁ ገደብ መካከል ካለው ልዩነት ጋር እኩል ነው.
Nmax=dmax-Dmin; Nmin=dmin-Dmax
ጣልቃገብነቶች ገድብ፣እንዲሁም ገደብ ማጽጃዎች፣በአመቺ ሁኔታ በገደብ ልዩነቶች ይሰላሉ፡
![]()
![]() , (13)
, (13)
የሽግግር ማረፊያዎች. የሽግግር መጋጠሚያዎች ዋናው ገጽታ ከተመሳሳይ ስብስቦች ጋር በተያያዙ ክፍሎች መገጣጠሚያዎች ውስጥ ክፍተቶች ወይም ጣልቃገብነቶች ሊገኙ ይችላሉ. የመሸጋገሪያ ማረፊያዎች በትልቁ ክፍተቶች እና በትልቅ ጣልቃገብነት ተለይተው ይታወቃሉ.
በስሌቶቹ ላይ በመመስረት, የሚከተሉትን መደምደሚያዎች እናቀርባለን.
አሉታዊ ክፍተቶች ከአዎንታዊ ጣልቃገብነቶች ጋር እኩል ስለሆኑ እና በተቃራኒው በሽግግሩ ውስጥ ያሉትን ዋጋዎች ለመወሰን ስማክስእና Nmaxሁለቱንም ገደብ ክፍተቶች ወይም ሁለቱንም ገደብ ጣልቃ ገብነት ማስላት በቂ ነው;
በትክክለኛው ስሌት ስሚንወይም ንሚንየግድ ወደ አሉታዊነት ይለወጣል ፣ እና ፍጹም እሴቶች በቅደም ተከተል እኩል ይሆናሉ ፣ Nmaxወይም ስማክስ.
ተስማሚ መቻቻል ቲፒከቦርዱ እና ዘንግ መቻቻል ድምር ጋር እኩል ነው። ክሊራንስ ላላቸው ማረፊያዎች፣ የማረፊያ መቻቻል ከማጽዳቱ መቻቻል ወይም በገደብ ማጽጃዎች መካከል ካለው ልዩነት ጋር እኩል ነው።
TP =ቲ.ኤስ= ስማክስ- ስሚን , (14)
በተመሳሳይ፣ ለጣልቃገብነት ተስማሚነት፣ ብቃት ያለው መቻቻል ከጣልቃ ገብነት መቻቻል ወይም ከጣልቃ ገብነት ልዩነት ጋር እኩል መሆኑን ማረጋገጥ ይቻላል፡-
TP =ቲ.ኤን= Nmax- ንሚን , (15)
3.1 በቀዳዳው ስርዓት እና በዘንግ ስርዓት ውስጥ ይጣጣማል
የመቻቻል መስክ አቀማመጥ በተመጣጣኝ ዓይነት ላይ የማይመሠረትበት ክፍል የስርዓቱ ዋና አካል ተብሎ ይጠራል. ዋናው ክፍል የመቻቻል መስክ በዚህ የመቻቻል እና የመገጣጠም ስርዓት ውስጥ የተመሰረቱ ምቹ ሁኔታዎችን ለመፍጠር መሠረት የሆነ ክፍል ነው።
ዋና ቀዳዳ- ቀዳዳ, የታችኛው ልዩነት ከዜሮ ጋር እኩል ነው EI = 0. ለዋናው ጉድጓድ, የላይኛው ልዩነት ሁልጊዜ አዎንታዊ እና ከመቻቻል ጋር እኩል ነው ES = 0 = T; የመቻቻል መስክ ከዜሮ መስመሩ በላይ የሚገኝ ሲሆን ወደ ስመ መጠን ለመጨመር ይመራል።
መሰረታዊ ዘንግ- ዘንግ, የላይኛው ልዩነት ከዜሮ ጋር እኩል ነው es = 0. በዋናው ዘንግ ላይ, Td = 0 (ei) = የመቻቻል መስክ ከዜሮ መስመር በታች ይገኛል እና የመጠን መጠኑን ለመቀነስ ይመራል.
ከሁለቱ የማጣመጃ ክፍሎች ውስጥ ዋናው የትኛው እንደሆነ, የመቻቻል እና የመገጣጠም ስርዓቶች ሁለት ረድፎችን ያካተቱ ናቸው: በቀዳዳው ስርዓት ውስጥ - የተለያዩ ክፍተቶች እና ጣልቃገብነቶች የተለያዩ ዘንጎችን ከዋናው ጉድጓድ ጋር በማገናኘት ይገኛሉ; በሾላ ስርዓት ውስጥ ማረፊያዎች - የተለያዩ ክፍተቶችን እና ጣልቃገብነቶችን ከዋናው ዘንግ ጋር በማገናኘት የተለያዩ ቀዳዳዎችን ያገኛሉ.
በእንጨቱ አሠራር ውስጥ, ለእያንዳንዱ ተስማሚ የሆነ ቀዳዳ መጠን ገደቦች የተለያዩ ናቸው, እና ሶስት ስብስቦችን ለማዘጋጀት ልዩ መሳሪያዎች ያስፈልጋሉ. ለተለያዩ ማረፊያዎች ለስላሳ ዘንግ (ፒን) ብዙ ክፍሎችን ሲያገናኙ የሾል ስርዓቱ ማረፊያዎች ጥቅም ላይ ይውላሉ. ለምሳሌ, በመሳሪያዎች ውስጥ, ትናንሽ ዲያሜትር (ከ 3 ሚሊ ሜትር ያነሰ) ትክክለኛ መጥረቢያዎች ብዙውን ጊዜ ለስላሳ የተስተካከሉ ባርዶች ይሠራሉ.
በቀዳዳው ስርዓት ውስጥ የተለያዩ ተስማሚዎችን ለማግኘት ፣ ልዩ ቀዳዳዎችን ለመስራት በጣም ያነሱ መሣሪያዎች ያስፈልጋሉ። በዚህ ምክንያት, ይህ ስርዓት በሜካኒካል ኢንጂነሪንግ ውስጥ ዋነኛው መተግበሪያ አለው.
በተጨማሪም
ለስላሳ የሲሊንደሪክ ክፍሎች መለኪያዎች.መለኪያዎች ዋና ዋና ክፍሎችን የመቆጣጠር ዘዴዎች ናቸው. ለእጅ መቆጣጠሪያ ጥቅም ላይ ይውላሉ እና በአውቶማቲክ ክፍሎች ቁጥጥር ውስጥ በስፋት ጥቅም ላይ ይውላሉ. መለኪያዎች የቁጥጥር ከፍተኛ አስተማማኝነት ይሰጣሉ.
እንደ ዓላማቸው, መለኪያዎች በሁለት ዋና ዋና ቡድኖች ይከፈላሉ: የሥራ መለኪያዎች - በመተላለፊያ R-PR እና የማይታለፍ - R-NOT; የመቆጣጠሪያ መለኪያዎች - K-RP, K-NE እና K-I.
የስራ መለኪያዎች PR እና NOT ምርቶችን በማምረት ሂደት ውስጥ ለመቆጣጠር የተነደፉ ናቸው። እነዚህ መለኪያዎች በአምራቹ የጥራት ቁጥጥር ክፍል ሰራተኞች እና ተቆጣጣሪዎች ጥቅም ላይ ይውላሉ.
የእነሱ ልኬቶች ከተቆጣጠሩት ክፍሎች መገደብ ጋር ስለሚዛመዱ የሥራ መለኪያዎች መገደብ ይባላሉ። የመገደብ መለኪያዎች ትክክለኛዎቹ የክፍሎች ልኬቶች በመቻቻል ውስጥ መሆናቸውን ለመወሰን ያስችሉዎታል። አንድ ክፍል በማለፊያ ቦይ ውስጥ ካለፈ እና ወደማያልፍ ማለፊያ ካላለፈ ጥሩ እንደሆነ ይቆጠራል።
የመለኪያዎቹ ስመ ልኬቶች በትክክል በትክክል ከተመረቱ ካሊበሮች ሊኖራቸው የሚገባቸው ልኬቶች ናቸው። በዚህ ሁኔታ ውስጥ, በኩል-አማካኝነት ቅንፍ በስመ መጠን ዘንግ ያለውን ትልቁ ገደብ መጠን ጋር እኩል ይሆናል, እና ያልሆነ-በኩል ቅንፍ በስመ መጠን ዘንግ ያለውን ትንሹ ገደብ መጠን ጋር እኩል ይሆናል. የመሰኪያው መጠሪያ መጠን ከቀዳዳው ትንሹ ገደብ መጠን ጋር እኩል ይሆናል፣ እና የማያልፍ መሰኪያው መጠሪያ መጠን ከጉድጓዱ ትልቁ ገደብ መጠን ጋር እኩል ይሆናል።
የቁጥጥር መስፈርቶች የሚከተሉት ናቸው ከፍተኛ ምርታማ መሆን; ለቁጥጥር የሚሆን ጊዜክፍሉን ለማምረት የሚያስፈልገው ጊዜ በተቻለ መጠን አጭር መሆን አለበት; ቁጥጥር አስተማማኝ እና ኢኮኖሚያዊ መሆን አለበት.
የመቆጣጠሪያው ኢኮኖሚያዊ አዋጭነት የሚወሰነው በመቆጣጠሪያ መሳሪያዎች ዋጋ, የመለኪያ ንጣፎችን የመልበስ መከላከያ እና የክፍሉ የጠረጴዛ መቻቻል መስክ መጠን በመጥበብ ነው.

ለምሳሌ ፣ ትልቁ የመቻቻል መስክ ጠባብ የሚገኘው የካሊበሮች ትክክለኛ ልኬቶች በክፍሉ የመቻቻል መስክ ውስጥ ከሚገኙት ከፍተኛ ልኬቶች ጋር ሲገጣጠሙ ነው።
በካሊበሮች የተጠበበው የሰንጠረዥ መቻቻል የምርት መቻቻል ይባላል። በካሊበሮች ምክንያት የተራዘመው መቻቻል ዋስትና ይባላል. አነስተኛውን ምርት, በተለይም ይበልጥ ትክክለኛ በሆኑ ጥራቶች ውስጥ ክፍሎችን ለማምረት በጣም ውድ ነው.
መገደብ መለኪያዎች ክፍሎች መካከል መቻቻል ጋር ተገቢነት ያረጋግጡ IT6ከዚህ በፊት የአይቲ 17, በተለይም በጅምላ እና በትላልቅ ምርቶች.
በቴይለር መርህ መሰረት, በፕላጎች እና ቀለበቶች ሙሉ ቅርጾች እና ርዝመቶች ከተጣመሩ ርዝመቶች ጋር እኩል ናቸው, እና የማይሄዱ መለኪያዎች ብዙውን ጊዜ ያልተሟላ ቅርጽ አላቸው: ለምሳሌ, ከቀለበት ይልቅ ምሰሶዎች, እንዲሁም ያልተሟሉ መሰኪያዎች ጥቅም ላይ ይውላሉ. በመስቀለኛ መንገድ እና በአክሱ አቅጣጫ አጠር ያለ. የቴይለር መርህን በጥብቅ መከተል ከተወሰኑ ተግባራዊ ችግሮች ጋር የተያያዘ ነው።
የመቆጣጠሪያ መለኪያዎች ለ-እናየሚስተካከሉ መለኪያዎች-ቅንፎችን ለመጫን እና የማይስተካከሉ መለኪያዎች-ቅንፎችን ለመቆጣጠር ይጠቅማል፣ እነዚህም ሊተላለፉ የማይችሉ እና ከቀዳዳ የስራ ቅንፍ በመልበሳቸው ከስራ ለመውጣት ያገለግላሉ። የቁጥጥር መለኪያዎች አነስተኛ መቻቻል ቢኖራቸውም ፣ አሁንም የተቋቋሙትን የመቻቻል መስኮችን ለማምረት እና ለሥራ መለኪያዎችን ለመልበስ ያዛባሉ ፣ ስለሆነም ከተቻለ የቁጥጥር መለኪያዎች ጥቅም ላይ መዋል የለባቸውም። በተለይም በአነስተኛ ምርት ውስጥ የመቆጣጠሪያ መለኪያዎችን በመለኪያ መለኪያዎች መተካት ወይም ሁለንተናዊ የመለኪያ መሳሪያዎችን መጠቀም ጠቃሚ ነው.
GOST 24853-81 ለስላሳ መለኪያዎች የሚከተሉትን የምርት መቻቻልን ያዘጋጃል- ኤች- ለጉድጓዶች የሚሰሩ መለኪያዎች (መሰኪያዎች) (ምስል 5.9, ሀ) (ኤች- ተመሳሳይ መለኪያዎች ፣ ግን ከሉላዊ የመለኪያ ገጽታዎች ጋር); ሀ\ -መለኪያዎች (ቅንፎች) ለዘንጎች (ምስል 5.9, ለ); ኤች.ፒ- ለስቴፕሎች የመቆጣጠሪያ መለኪያዎች.
በመቆጣጠሪያው ሂደት ውስጥ ለሚያልፉ መለኪያዎች, ከማምረት መቻቻል በተጨማሪ, የመልበስ መቻቻል ተዘጋጅቷል. እስከ 500 ሚሜ ለሚደርሱ መጠኖች ይልበሱ መለኪያዎች PR እስከ መቻቻል የአይቲ 8፣ አካታች፣ ክፍሎችን ከመቻቻል መስክ በላይ በሆነ መጠን ማለፍ ይችላል። በለትራፊክ መጨናነቅ እና y1ለዋናዎች; ለ PR መለኪያዎች ከ tolerances ጋር የአይቲ 9 ለ IT17መልበስ በመተላለፊያው ገደብ የተገደበ ነው, ማለትም. y = 0እና y1=0. የመልበስ መቻቻል መስክ የመለኪያውን አማካይ በተቻለ መጠን እንደሚያንፀባርቅ ልብ ሊባል ይገባል።
ለሁሉም ማለፊያ መለኪያዎች የመቻቻል መስኮች ኤች (ኤችሰ) እና H1በምርቱ የመቻቻል መስክ ውስጥ በእሴት z ለ ተሰኪ መለኪያዎች ተለወጠ z1ለቅንጥብ መለኪያዎች.
ከ180 ሚሊ ሜትር በላይ በሆነው የመጠን መጠናቸው፣ የማይሄድ የካሊበር የመቻቻል መስክ በክፍል ውስጥ ባለው የመቻቻል መስክ ውስጥም በዋጋ a ለ plugs እና a] በቅንፍ ይቀየራል፣ ይህም ስህተቱን ለማካካስ የተፈጠረ የደህንነት ዞን ይፈጥራል። ቀዳዳዎችን እና ዘንጎችን በቅደም ተከተል በማጣራት ላይ. የካሊበሮች የመቻቻል መስክ አይደለምበመጠን እስከ 180 ሚሊ ሜትር በሲሜትሪክ እና በቅደም ተከተል = 0 እና l = 0።
የካሊበሮች የመቻቻል መስኮች ሽግግር እና የጎኖቻቸው የመልበስ ገደቦች በክፍሉ ውስጥ ባለው የመቻቻል መስክ ውስጥ የማረፊያ ቦታዎችን ተፈጥሮ ማዛባትን ለማስወገድ እና ተስማሚ የአካል ክፍሎች ልኬቶች በ ውስጥ መገኘታቸውን ለማረጋገጥ ያስችላል ። የተቋቋሙ የመቻቻል መስኮች.
በ GOST 24853-81 ቀመሮች መሠረት የካሊበሮች አስፈፃሚ ልኬቶች ተወስነዋል. ሥራ አስፈፃሚው አዲስ ካሊበር የተሠራበትን የካሊብሩን ውስን ልኬቶች ይደውሉ። በሥዕሉ ላይ እነዚህን ልኬቶች ለመወሰን ቅንፍዎቹ አነስተኛውን ገደብ መጠን በአዎንታዊ ልዩነት ያስቀምጣሉ; ለቡሽ እና ለቁጥጥር መለኪያ - የእነሱ ትልቅ መጠን ገደብ ከአሉታዊ ልዩነት ጋር.
መለኪያውን በሚያመለክቱበት ጊዜ, መለኪያው የታሰበበት ክፍል የመጠሪያ መጠን, የምርት መቻቻል መስክ ፊደል ስያሜ, የቁጥር እሴቶቹ በ ሚሊሜትር (በሥራ መለኪያዎች ላይ) የምርት ከፍተኛ ልዩነቶች, የመለኪያ ዓይነት (ለምሳሌ ፣ PR፣ ኖት፣ ኬ-እና)እና የአምራች የንግድ ምልክት.
መደምደሚያ
በዛሬው ዝግጅታችን የሚከተሉትን ርዕሶች ተመልክተናል።
ስለ ተለዋዋጭነት አጠቃላይ መረጃ።
መቻቻል እና ማረፊያዎች. የጥራት ጽንሰ-ሐሳብ.
የመሬት ማረፊያዎች, መቻቻል እና ብቃቶች ስርዓት ምርጫ.
ራስን የማጥናት ተግባር
(ራስን ለማጥናት 1 ሰዓት)
የተሟላ የንግግር ማስታወሻዎች።
ሥነ ጽሑፍ ያግኙ;
ዋና
ተጨማሪ
1. ሰርጌቭ ኤ.ጂ., ላቲሼቭ ኤም.ቪ., ቴሬጀርያ ቪ.ቪ. መደበኛነት, የስነ-ልኬት, የምስክር ወረቀት. አጋዥ ስልጠና። - ኤም.: ሎጎስ, 2005. 560 p. (ገጽ 355-383)
2. Lifis I.M. መደበኛነት, የስነ-ልክ እና የምስክር ወረቀት. የመማሪያ መጽሐፍ. 4ኛ እትም። - ኤም.: Yurayt. 2004. 335 p.
3. የኬሚካል ወታደሮች የጦር መሳሪያዎች እና የመከላከያ ዘዴዎች አሠራር. አጋዥ ስልጠና። VAHZ ፣ ቺፕቦርድ። 1990. (ኢንቪ. 2095).
4. የጦር መሳሪያዎችን እና ወታደራዊ መሳሪያዎችን ማምረት እና ማምረት የጥራት ቁጥጥር. የተስተካከለው በኤ.ኤም. ስሚርኖቫ. ቺፕቦርድ 2003. 274 p. (እ.ኤ.አ. 3447)
በትምህርቱ ወቅት ለሚከተሉት ይዘጋጁ፡-
1. የመምህሩን ጥያቄዎች ይመልሱ።
በተግባሩ መሰረት የስራ መጽሃፍትን ከጥያቄዎች ጋር ያቅርቡ።
ስነ-ጽሁፍ
ተለዋዋጭነት ክፍል ማሽነሪ
1. ስታንዳርድላይዜሽን, ሜትሮሎጂ, የምስክር ወረቀት. ኢድ. ስሚርኖቫ ኤ.ኤም. VU RHBZ, DSP, 2001. 322 p. (ቁጥር 3460)
2. ሰርጌቭ ኤ.ጂ., ላቲሼቭ ኤም.ቪ., ቴሬጀርያ ቪ.ቪ. መደበኛነት, የስነ-ልኬት, የምስክር ወረቀት. አጋዥ ስልጠና። - ኤም.: ሎጎስ, 2005. 560 p.
3. የብረታ ብረት ቴክኖሎጂ. የመማሪያ መጽሐፍ. ኢድ. ቪ.ኤ. ቦብሮቭስኪ. - ኤም. ወታደራዊ ማተሚያ ቤት. 1979, 300 ፒ.
አንዱን ወደ ሌላው የተካተቱ 2 ክፍሎችን ሲገጣጠሙ, ይለያሉ የተሸፈነእና መሸፈንንጣፎች ፣ ትርጉማቸው ከስሙ ግልፅ ነው።
የተዘጋው ገጽ ይባላል ቀዳዳየተሸፈነ - ዘንግ.
ለምሳሌ, የእጅጌው ውስጠኛው የሲሊንደሪክ ሽፋን እና የቁልፍ መንገዱ ገጽታ - የሴት ንጣፎች, ቀዳዳዎች; የጫካው ውጫዊ ሲሊንደራዊ ገጽታ እና የቁልፉ ገጽታ - የወንድ ንጣፎች, ዘንጎች.
በሴት እና ወንድ ወለል መካከል ያለው ልዩነት (በቀዳዳው እና በዘንጉ መካከል ባሉት ልኬቶች መካከል) መካከል ያለው ልዩነት ይወሰናል. የግንኙነት ተፈጥሮዝርዝሮች ወይም ማረፊያ፣ ማለትም እ.ኤ.አ. ከፍተኛ ወይም ትንሽ የአካል ክፍሎች የመንቀሳቀስ ችሎታ ወይም የመገጣጠሚያዎች ጥንካሬ (ለቋሚ መገጣጠሚያዎች).
የጉድጓዱ መጠን D ከዘንጉ መ መጠን በላይ ከሆነ ፣ በመካከላቸው ያለው አወንታዊ ልዩነት ፣ የመንቀሳቀስ ደረጃን (የአንፃራዊ እንቅስቃሴ ነፃነት) ባሕርይን ያሳያል። ክፍተትኤስ፡
S = D - መ; Dd; S0 (3.8)
የዘንባባው መ መጠን ከጉድጓዱ D መጠን በላይ ከሆነ, በመካከላቸው ያለው አወንታዊ ልዩነት, የግንኙነት ጥንካሬን በመለየት, ይባላል. ጣልቃ መግባትመ፡
N = d - D; መ D; N0 (3.9)
ቅድመ ጭነት (አስፈላጊ ከሆነ) እንደ አሉታዊ ክፍተት እና በተቃራኒው ሊገለጽ ይችላል-
S=-N;N=-S. (3.10)
የስም መጠን -ዋናው የተገመተው መጠን, እስከ መደበኛው የተጠጋጋ. የ ቀዳዳ እና የሚመጥን ውስጥ ያለውን ዘንግ ያለውን ስመ ልኬቶች በሥዕሉ ላይ ምልክት የተደረገባቸው ሲሆን ልዩነቶች መቻቻል ለ መስፈርቶች ሠንጠረዥ ውስጥ ተሰጥቷል ይህም ከ ተቆጥረዋል.
የስም ልኬቶች (ለጥንካሬ ፣ ጥንካሬ ፣ መረጋጋት ...) ከተሰላ በኋላ ሲጠጋጉ በ GOST 6636-69 * “መደበኛ መስመራዊ ልኬቶች” መሠረት ይመረጣሉ። መደበኛ መስመራዊ ልኬቶችን ብቻ መጠቀም ባዶዎችን መደበኛ ልኬቶችን ፣ መቁረጥን ፣ የመለኪያ መሳሪያዎችን እና የምርት ዋጋን መቀነስ ያስከትላል።
እንደ GOST ከሆነ በተመረጡት ቁጥሮች መሠረት የተገነባው ከ 0.001 እስከ 20000 ሚሊ ሜትር የሆነ የመጠን መጠን ይቀርባል. አራት ረድፎች መጠኖች ተመስርተዋል ፣ በጂኦሜትሪክ እድገት ጉልህ በሆነ =;  ;
;
 ;
;
 . ረድፎች Ra5፣ Ra10፣ Ra20፣ Ra40 ተሰይመዋል። በመጨረሻው ረድፍ ውስጥ ትልቁን የመጠን ብዛት, ትንሹ - በመጀመሪያው. ቤተ እምነቶችን በሚመርጡበት ጊዜ እያንዳንዱ የቀደመ ረድፍ ለቀጣዩ ተመራጭ መሆን አለበት።
. ረድፎች Ra5፣ Ra10፣ Ra20፣ Ra40 ተሰይመዋል። በመጨረሻው ረድፍ ውስጥ ትልቁን የመጠን ብዛት, ትንሹ - በመጀመሪያው. ቤተ እምነቶችን በሚመርጡበት ጊዜ እያንዳንዱ የቀደመ ረድፍ ለቀጣዩ ተመራጭ መሆን አለበት።
ትክክለኛው መጠንከሚፈቀደው ስህተት ጋር በመለኪያ ምክንያት የተገኘው መጠን ይባላል.
በጥቅሉ ውስጥ ያሉት ጥሩ ክፍሎች ትክክለኛ መጠን (ወይም እኩል መሆን) የሚኖርባቸው ልኬቶች ገደቡ ተብለው ይጠራሉ - በቅደም ተከተል ከፍተኛ ገደብ D max , d max እና ትንሹ ገደብደ ደቂቃ፣ ደ ደቂቃ
ለማቃለል, በስዕሎች እና በጠረጴዛዎች ውስጥ, ከመገደብ ልኬቶች ይልቅ, ተጓዳኝ ገደቦች ተዘጋጅተዋል - የላይኛው እና የታችኛው.
የላይኛው መዛባት(ES፣es) በትልቁ የመጠን ገደብ እና በግንኙነቱ መጠሪያ መጠን መካከል ያለው የአልጀብራ ልዩነት ነው።
ES = D max - d n s; (3.11)
es = d max - d n s፣ (3.12)
የት d n s የመገጣጠሚያው ስመ ዲያሜትር ነው.
የታችኛው መዛባት(EI, ei) - በትንሹ ገደብ መጠን እና በግንኙነቱ መጠሪያ መጠን መካከል የአልጀብራ ልዩነት፡-
EI = D ደቂቃ - d n s; (3.13)
ei = ደ ደቂቃ - d n s. (3.14)
ልዩነቶች አወንታዊ፣ አሉታዊ ወይም ዜሮ ሊሆኑ ይችላሉ።
የመጠን መቻቻል T በገደብ መጠኖች መካከል ያለው ልዩነት ነው-
ቲ ዲ \u003d D ከፍተኛ - D ደቂቃ; (3.15)
T d \u003d d ከፍተኛ - ደ ደቂቃ. (3.16)
መቻቻል - እሴቱ ሁል ጊዜ አዎንታዊ ነው, ስለዚህ ያለ ምልክት በሰነዶች ውስጥ ይገለጻል.
በአገላለጾች (3.15) እና (3.16) የመገደብ ልኬቶች እሴቶችን በመተካት በተዛማችነት እና የፊት እሴት ውስጥ የተገለጹትን እንወስናለን-
T D \u003d (ES + d n s) - (EI + d n s) \u003d ES - EI; (3.17)
T d \u003d (es + d n s) - (ei + d n s) \u003d es - ei. (3.18)
መቻቻል ከገደብ ልዩነቶች ልዩነት ጋር እኩል ነው (በራሱ ምልክት!).
መቻቻል የመጠን ትክክለኛነትን ያሳያል. አነስተኛ መቻቻል, ትክክለኝነቱ ከፍ ያለ ነው, አነስተኛ ሊሆን የሚችለው የመጠን መጠን በቡድን እና በተቃራኒው ይለወጣል. የመቻቻል እሴቱ የግንኙነት እና የምርቱን የአሠራር ባህሪያት እንዲሁም የማምረቻውን ውስብስብነት እና የክፍሉን ዋጋ ይነካል ። ዝቅተኛ መቻቻል ያላቸው ክፍሎችን ማምረት የበለጠ ትክክለኛ የሆኑ መሳሪያዎችን, ትክክለኛ የመለኪያ መሳሪያዎችን, እቃዎችን, ተስማሚ የማቀነባበሪያ ዘዴዎችን መጠቀም ይጠይቃል, ይህም የምርት ዋጋን ይጨምራል.
በመቻቻል ውስጥ የተመረተ ክፍሎችን (ለምሳሌ ፣ ዘንግ ከእጅጌ ጋር የተገናኘ) በሚሰበሰብበት ጊዜ ፣ እንደ ቀዳዳ መጠኖች እና ዘንጎች በዘፈቀደ ጥምረት ላይ በመመስረት ፣ የተለያዩ ተስማሚዎችን ማግኘት ይቻላል ። ብዙውን ጊዜ ወደ ማረፊያዎች ከክሊራንስ (ኤስ), ጣልቃገብነት (N), የሽግግር (ኤን-ኤስ) ጋር ይከፋፈላሉ.
ማጽጃ ተስማሚበስብሰባው ላይ በሁሉም መገጣጠሚያዎች ላይ ክፍተቶች የሚቀርቡበት ተስማሚ ተብሎ ይጠራል. የ ጣልቃ-ገብ ማረፊያዎች.
መሸጋገሪያማረፊያ ተብሎ የሚጠራው, በስብሰባው ላይ ያሉ አንዳንድ ግንኙነቶች ክፍተቶችን ያገኛሉ, እና የተቀረው - ጥብቅነት.
እያንዳንዱ ማረፊያ በመገደብ (ትልቁ, ትንሹ) ክፍተቶች ወይም ጣልቃገብነቶች ይገለጻል, እሴቱ በክፍሎቹ መገደብ ይወሰናል.
በግንኙነቱ ውስጥ ያለው ትንሹ ክፍተት S ደቂቃ የሚፈጠረው መጠነ-መጠን ያለው ዘንግ መጠን D ደቂቃ ባለው ጉድጓድ ውስጥ ከተጫነ ነው።
ሰ ደቂቃ = D ደቂቃ -d ከፍተኛ (3.19)
S ደቂቃ \u003d (EI + d n s) - (es + d n s) \u003d EI - es. (3.20)
በግንኙነቱ ውስጥ ትልቁ ክፍተት S max የሚገኘው በትንሹ ገደብ መጠን d ደቂቃ ያለው ዘንግ ከትልቅ ገደብ መጠን D ከፍተኛ ጋር ከተጫነ ነው።
ኤስ ከፍተኛ = D ከፍተኛ -d ደቂቃ (3.21)
S max \u003d (ES + d n s) - (ei + d n s) \u003d ES - ei. (3.22)
እንደዚሁ
N ደቂቃ \u003d d ደቂቃ - D max \u003d ei - ES \u003d - S max; (3.23)
N max \u003d d max - D ደቂቃ \u003d eS - EI \u003d - S ደቂቃ. (3.24)
አማካይ ማጽጃ ወይም ጣልቃገብነት እኩል ነው፡-
S c (N c) =  .
(3.25)
.
(3.25)
ክፍተቱ ወይም የጣልቃ ገብነት ክልሉ ማጽዳቱን፣ ጣልቃ ገብነትን ወይም ተስማሚ መቻቻልን (T S፣ T N) ይወስናል።
ተስማሚ መቻቻል(Т S፣ T N) - በመገደብ ክፍተቶች ወይም ጣልቃገብነቶች መካከል ያለው ልዩነት፡-
T S = (T N) = S max (N max) - ኤስ ደቂቃ (N ደቂቃ). (3.26)
በዚህ አገላለጽ፣ ከS max፣ S min ይልቅ፣ እሴቶቻቸውን በ (3.20)፣ (3.22) እንተካለን።
T S \u003d (ES - ei) - (EI - es) \u003d (ES - EI) + (es - ei) \u003d T D + T መ. (3.27)
ስለዚህ, የተመጣጠነ መቻቻል ከጉድጓዱ እና ከጉድጓዱ መቻቻል ድምር ጋር እኩል ነው.
እንደዚሁ
T N \u003d N max - N ደቂቃ \u003d T D + T መ. (3.28)
ቁጥቋጦዎች እና ዘንጎች መሰብሰብ ያለባቸው ዘንጎች እንዳሉ አስብ. በዚህ ትልቅ መጠን ያለው የጫካ ክፍል ውስጥ D max በጣም ትንሽ ይሆናል (ለምሳሌ ከ 100 ቁርጥራጭ 1) በተመሳሳይ መልኩ አነስተኛ መጠን ባለው ዘንጎች ውስጥ, d min ደግሞ ትንሽ ይሆናል (ለምሳሌ, 1). ከ 100). ተሰብሳቢው ፣ ክፍሎችን በመምረጥ እና ግንኙነቶችን ያለ ምርጫ መገጣጠም ፣ በተመሳሳይ ጊዜ ክፍሎችን D max እና dmin ይወስዳል ብሎ መገመት ተፈጥሯዊ ነው (የዚህ ክስተት ዕድል ለእኛ ምሳሌ 1/1001/100 = 1/ ነው)። 10 4)። የእንደዚህ አይነት ክስተት እድል በጣም ትንሽ ነው, ስለዚህ በስብሰባው ውስጥ ከ S max ጋር እኩል የሆነ ክፍተት ያላቸው መገጣጠሚያዎች በተግባር አይኖሩም. በተመሳሳዩ ምክንያቶች በስብሰባው ውስጥ ከ S max ጋር እኩል የሆነ ክፍተት ያላቸው ግንኙነቶች በተግባር አይኖሩም.
ትልቁን መጠን ለመወሰን  እና ቢያንስ
እና ቢያንስ  ከጉባኤው የመነጩ (የይሆናል) ክፍተቶች ይህንን የምህንድስና ችግር ከፕሮባቢሊቲ ቲዎሪ አንፃር እንቀርባለን።
ከጉባኤው የመነጩ (የይሆናል) ክፍተቶች ይህንን የምህንድስና ችግር ከፕሮባቢሊቲ ቲዎሪ አንፃር እንቀርባለን።
የክፍሎቹን መመዘኛዎች ስርጭት መደበኛውን ህግ የሚከተል እና የአምራችነት መቻቻል በማምረት ጊዜ ካለው የመጠን መጠን ጋር እኩል ነው ብለን እናስባለን, ማለትም. ቲ = 6. እንዲሁም በስብሰባ ወቅት ምንም አይነት ክፍሎች እንደማይመረጡ እንገምታለን (ስብሰባው በዘፈቀደ ነው).
የሁለት መደበኛ ህጎች ስብጥር (ጥምረት) መደበኛ ህግም እንደሚሰጥ ይታወቃል። ስለዚህ የማጽጃ (ጣልቃ ገብነት) እሴቶች ስርጭት መደበኛውን ህግ ይከተላል.
ከፕሮባቢሊቲ ቲዎሪ አካሄድ የነሲብ ተለዋዋጮች ድምር ሒሳባዊ ጥበቃ ከሒሳብ ከሚጠበቁት ድምር ጋር እኩል እንደሆነ ይታወቃል። የክፍሎቹ ትክክለኛ ልኬቶች የዘፈቀደ ተለዋዋጮች ናቸው፣ የሒሳቡ የሚጠበቁት በዕጣው ውስጥ ካሉት አማካኝ መጠኖች ጋር ይቀራረባል።
የዘፈቀደ መጠኖች ድምር ሒሳባዊ ጥበቃ የክፍተቱ ሒሳብ መጠበቅ ነው፡-
M, ቊቊ = M , D ቊ ፭ (3.29)
S c = D c -d c , (3.30)
የት S c, D c, d c ክፍተቱ, ቀዳዳ እና ዘንግ ልኬቶች አማካኝ እሴቶች ናቸው.
የነሲብ ተለዋዋጮች ድምር ልዩነት ከልዩነታቸው ድምር ጋር እኩል ነው። ልዩነቱ፣ D ቊንቌ መደበኛው ስኩዌር ነው፡
D , ቊቊቊ = D, D, (3.31)
 .
(3.32)
.
(3.32)
ከዚያ T = 6 ን ወስደን እናገኛለን፡-
ቲ ኤስ =  .
(3.33)
.
(3.33)
በፕሮባቢሊቲ P = 0.9973 ፣ የእውነተኛ ክፍተቶች እሴቶች በሚከተሉት ውስጥ ይሆናሉ-
ከዚያ ትልቁ የፕሮባቢሊቲ ክፍተት ከሚከተሉት ጋር እኩል ይሆናል፡-
 ,
(3.35)
,
(3.35)
እና ትንሹ የፕሮባቢሊቲካል ክፍተት፡-
 .
(3.36)
.
(3.36)
አገላለጾች (3.35) እና (3.36) ግምታዊ ናቸው (ከዚህ ቀደም እነሱን ለማግኘት ሁኔታዎች ተገልጸዋል)። ይበልጥ በትክክል እነዚህ እሴቶች በክፍል "ልኬት ሰንሰለቶች" ውስጥ ይወሰናሉ.
የመቻቻል እና ማረፊያዎችን ስሌቶች ለማቃለል, የመቻቻል መስኮችን አቀማመጥ ጥቅም ላይ ይውላል. በእነሱ ላይ ያሉ ግንባታዎች የሚከናወኑት ከተሰየመ መስመር አንጻር ነው 0 - 0. የመገደብ እና የመጠን መጠኖች መስመሮች ከአንድ ድንበር ተዘርግተዋል.
ስለዚህ, ከስም በላይ የሆኑ የመጠን መስመሮች ከ0 - 0 መስመር በላይ ይቀመጣሉ, እና ከስም ያነሰ የመጠን መስመሮች ከታች ይሆናሉ.
በተመረጠው ሚዛን ላይ ካለው መስመር 0 - 0 ላይ አዎንታዊ ልዩነቶችን ያሳያል, ታች - አሉታዊ. ሁለት የከፍተኛው ልኬቶች ወይም የጉድጓዱ እና ዘንግ ከፍተኛ ልዩነቶች ሁለት የመቻቻል መስኮች ይመሰርታሉ ፣ እነሱም እንደ አራት ማዕዘኖች (የአራት ማዕዘኑ ልኬት በዘፈቀደ ርዝመት ነው)። የመቻቻል መስክ የላይኛው እና የታችኛው መዛባት (ወይም ተጓዳኝ ልኬቶች) መስመሮች መካከል የተዘጋው የመጠን ዞን ነው. የመቻቻል መስክ ከመቻቻል የበለጠ ሰፊ ጽንሰ-ሀሳብ ነው። እሱ የሚገለጠው በመቻቻል ዋጋ ብቻ ሳይሆን ከፊቱ እሴት አንፃር ባለው ቦታ ነው። የተለያዩ (በአካባቢው) የመቻቻል መስኮች ተመሳሳይ መቻቻል ሊኖራቸው ይችላል።
ክፍተት ጋር ማረፊያዎች ውስጥ, ቀዳዳ መቻቻል መስክ ዘንግ መቻቻል መስክ በላይ በሚገኘው, ጣልቃ የሚስማማ ውስጥ, ቀዳዳ መቻቻል መስክ ዘንግ መቻቻል መስክ በታች መቀመጥ አለበት. በሽግግር ማረፊያዎች, የመቻቻል መስኮች መደራረብ አለባቸው.