Open Library - отворена библиотека с образователна информация. Бележки от лекциите Лекция Основни понятия за допуските и кацанията
Прецизност на производството на детайли радиоелектронно оборудване
Чертежна и проектна документация
В процеса на работа по курсов проект студентите изпълняват монтажен чертеж (или чертеж общ изглед) конструкции на корпуса на инструментите и работни чертежи от две части.
Монтажният чертеж е начертан върху стандартен лист хартия А3. , A4. Първо се определя подходящото местоположение на проекциите на конструкцията на корпуса на устройството, необходимите изгледи и сечения и след това се избира мащабът на чертежа. Поради малкия размер на полупроводниковите устройства се препоръчва да изберете мащаб 5:1, 10:1. Монтажният чертеж показва габаритни и присъединителни размери, позиции на монтажни единици, части и стандартни продукти. След това се съставя спецификация за него.
Работните чертежи на частите се правят на стандартни листове хартия А4 (поради малкия размер на частите). Препоръчителният мащаб за рисуване е 10:1, 20:1. На чертежа на всяка част са посочени всички необходими размери, гранични отклонения за линейните размери, за формата и разположението на повърхностите и за грапавостта на повърхностите на детайла. За повече подробности относно точността на производствените части и настройката на граничните отклонения вижте по-нататък в 6.4. Чертежът посочва материала на детайла, видовете защитни покрития и др. При изработването на монтажни чертежи и работни чертежи на части е изключително важно да се ръководите от ESKD GOST 2.104-68, GOST 2.108-68, GOST 2.109-73.
Споразумението и обяснителната бележка, съставени на листове хартия във формат 210x297 в плътна корица, със заглавна страница в предписаната форма и подвързани, трябва да включват следните елементи:
● задание за курсов проект;
● описание на устройството;
● изчисляване на здравината на кабелите на устройството от инерционно натоварване;
● изчисляване на здравината на кабелите на устройството при динамично външно въздействие;
● изчисляване на топлинните напрежения в корпуса на инструмента;
● заключения;
● списък на използваната литература;
Размерите на реалния продукт винаги имат отклонения от реалните (номинални) параметри. Днес допустимите отклонения на линейните размери, формата и относителното положение на повърхностите, както и грапавостта на повърхността на детайла, се регулират от съответните стандарти. Параметрите и техните допуски са посочени в технически документисъгласно правилата, предвидени също в стандартите. Спазването на изискванията на стандартите при изготвянето на техническите документи е задължително.
Допустими отклонения в размерите на гладките елементи на частите и прилягането, образувани при свързване на тези елементи. Необходимо е действителните размери на частите на продукта да се поддържат между две допустими гранични стойности на размерите, чиято разлика образува толеранс. За удобство е посочен номиналният размер и всеки от двата гранични размера се определя от неговото отклонение от този номинален размер. Абсолютната стойност и знакът на отклонението се получават чрез изваждане на номиналния размер от съответния пределен размер (фиг. 6.9).
Ориз. 6.9.
На фиг. 6.9 например, и двете отклонения на вала имат отрицателен знак (полето на толеранс на вала е разположено под нулевата линия и на известно разстояние от нея), а и двете отклонения на отвора са положителни (полето на толеранс на отвора е разположено над нулевата линия и на известно разстояние от него).
GOST 25347-82 предвижда определено положение на полетата на толеранс за отвори и валове спрямо нулевата линия. На фиг. 6.10 показва такива относителни позиции и някои полета на толеранс за всеки размер в рамките на същия интервал от номинални размери (над 6 до 10 mm) на 6-ти и 9-ти клас. На тази фигура плътните линии показват полетата, дадени в GOST 25347-82, пунктираните линии са тези, които не са посочени в таблиците на GOST 25347-82 (те не се препоръчват за използване), но се изчисляват съгласно правилата на GOST 25347 -82.
Действителен размер - размерът, установен от измерването с допустима грешка.
Гранични размери - два максимално допустими размера, между които трябва да бъде действителният размер или които могат да бъдат равни.
Ориз. 6.10
Номинален размер - размерът, спрямо който се определят граничните размери и който също служи като отправна точка за отклонения. При проектирането на продуктите номиналните размери се получават чрез изчисление или се избират от дизайнера. По правило те трябва да лежат в серия от стандартни линейни размери на GOST 6636-69 *.
Горното отклонение е алгебричната разлика между най-голямата граница и номиналните размери.
Долно отклонение - алгебричната разлика между най-малката граница и номиналните размери.
толерантност ( 1T) е абсолютната стойност на алгебричната разлика между горното и долното отклонение. за дупка: ТО=ES-EI; за вал: ТО=es-ei, където ESи EI- горни и долни отклонения на отвора; esи ei– отклонения на горния и долния вал.
Поле на толерантност - поле, ограничено от горни и долни отклонения. Определя се от стойността на толеранса и основното отклонение, което показва позицията на толеранса спрямо нулевата линия. Стандартните полета на толеранс за валове и отвори са посочени в таблиците на GOST 25347-83.
Основното отклонение е отклонението, което е най-близо до нулевата линия. Стойността му зависи от номиналния размер и местоположението на полето на толеранса и не зависи от качеството (фиг. 6.10).
Качество - набор от толеранси, съответстващи на еднаква степен на точност за всички номинални размери.
Вал - термин, използван за обозначаване на външните (покрити) елементи на частите.
Дупка е термин, използван за обозначаване на вътрешните (покриващи) елементи на частите.
Основният вал е вал, чието горно отклонение е нула (поле n на фиг. 6.10).
Основният отвор е отвор, чието долно отклонение е нула (поле H на фиг. 6.10).
Термините "вал" и "отвор" се отнасят не само до цилиндрични повърхности, но и до елементи от части с различна форма (например ограничени до две плоски или извити повърхности).
Кацане - естеството на свързването на частите, определено от големината на пролуките или смущенията, които се получават, които са разликата в размерите на "отвора" и "вала" преди връзката. Приземяването определя свободата на относително движение на частите, които трябва да бъдат свързани или степента на съпротивление на тяхното взаимно движение, както и точността на взаимното положение на свързаните части. Като се има предвид зависимостта от местоположението на полетата на толеранс на отвора и вала, се формират площадки:
● с междина, (при която е предвидена междина в съединението - (полето на толеранс на отвора е разположено над полето на толеранс на вала), например, както е на фиг. 6.9);
● със стягане, (при което е осигурено стягане на съединението - полето на толеранс на отвора се намира под полето на толеранс на вала);
●преходен, (при който е възможно да се получи както междина, така и намеса - полетата на толеранс на отвора и вала се припокриват частично или напълно).
В системата с отвори и в системата на вала, като правило, се използват прилягания.
● площадки в системата на дупките - площадки, при които се образуват различни пролуки и смущения чрез свързване на различни шахти към основния отвор;
● система за площадки и валове - площадки, при които се получават различни пролуки и смущения чрез свързване на различни отвори към главния вал.
Ако елементите на части с полета на толеранс на основния отвор и главния вал са свързани помежду си, прилягането може да се припише както на едната, така и на другата системи.
Поради факта, че при използване на валова система са необходими по-голям брой специални режещи и измервателни инструменти за правене и контрол на точни отвори, в по-голямата част от случаите се използват вмествания в системата от отвори.
В същото време за всички площадки за даден номинален размер се правят едни и същи отвори и различни шахти, които имат определени допустими отклонения за всяка площадка.
Кацанията в системата на шахтите обикновено трябва да се прилагат в два случая:
1) когато при един и същ диаметър на ролката се изисква да се получат различни прилягания за няколко части с еднакъв номинален размер на отвора;
2) когато част е монтирана на ролката или в седалката, вече направена за монтаж в системата на вала. В същото време кацането на всички други части, монтирани на ролка със същия диаметър, също трябва да се извърши в системата на вала.
Във всяка връзка е възможно да се получат различни пролуки или смущения в зависимост от произволните действителни размери на вала и отвора в рамките на толеранса. Колкото по-високи са изискванията за точността на връзката и за сигурността на естеството на интерфейса, толкова по-точно трябва да бъдат направени частите, включени в него, тоест толкова по-малки трябва да бъдат допуските на размерите на отвора и вала . Допуските за размери до 500 mm се определят в съответствие с GOST 25346-82 по следния начин:
1. Целият диапазон от размери е разделен на интервали (в мм) до 3, над 3 до 6, над 6 до 10 и т.н.
2. Толерансът се задава еднакво за всеки номинален размер в рамките на интервала и зависи от точността (качеството).
Приети са 19 квалификации (01; 0; 1; 2, ... 16, 17). За формиране на различни кацания (връзки с определен характер на чифтосване на части) в машиностроенето и приборостроенето се използват квалификации от 5-ти до 12-ти. Качества 14-ти ... 17-ти се използват за ограничаване на отклоненията на несъответстващи (безплатни) размери, квалификации 01-ви ... 4-ти - за производство на калибри.
GOST 25346-82 предвижда 28 вида основни отклонения (положения на полето на толеранс спрямо нулевата линия) за валове и отвори. Стойността на основните отклонения зависи от номиналния размер и не зависи от качеството (стойност на толеранса). Основните отклонения са обозначени с буквите на латинската азбука:
● за дупки: A, B, C, CD, D, E, EF, FG, G, H, J, Js, K, M, N, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC;
● за валове: a, b, c, cd, d, e, ef, f, fg, g, h, j, js, k, m, n, p, r, s, t, u, v, x, y, z, za, zb, zc.
Част от тези основни отклонения с един номинален размер за 6-та и 9-та квалификация е показана на фиг. 6.10.
Основните отклонения се изчисляват съгласно методологията, описана от GOST 25346-82 g, съгласно две правила:
1) Като общо правило основните отклонения на отвора и вала, обозначени с една и съща буква, трябва да са симетрични спрямо нулевата линия, напр. ги ж(фиг. 6.10);
2) Специално правило е, че две съответни паса в системата от отвори и в системата на вала, при които отворът с дадено качество е свързан към вала с най-близкото по-точно качество (например H7 / n6 и N7 / h6 ), трябва да имат същите пролуки и плътност. Правилото е валидно за интервали на размери над 3 mm.
На всеки работен чертеж всички размери, които се изпълняват съгласно този документ, трябва да имат индикации за допустими отклонения.
Граничните отклонения на размерите са посочени по един от трите начина (GOST 2.307-68):
1) в условно обозначени полета на толеранс в съответствие с GOST 25347-82 (например 8 Х 7; 5е 8; 12js 7);
2) числени стойности на граничните отклонения в милиметри. При асиметрични отклонения те се обозначават, както следва: отгоре - отгоре, отдолу - отдолу непосредствено след номиналния размер с шрифт, по-малък от основния (например 5 +0,03; ).
Със симетрично отклонение се обозначава в основния шрифт (например 8 ± 0,007). Обозначенията на отклоненията трябва да завършват със значителна цифра, освен ако горните и долните отклонения имат различен брой десетични знаци (например );
3) чрез комбиниране на първия и втория метод, а числовите стойности на отклоненията се записват в скоби след символите (например 8 Х 7 (+0.015) ; 5е ; 12js 7 (±0,009)).
Когато е необходимо, монтажните чертежи показват кое прилягане трябва да се извърши в едно или друго сдвояване. В този случай се поставя номиналният размер на съчетаването, който е еднакъв и за двата свързващи елемента (отвор и вал), а непосредствено след него следват обозначенията на полетата за толеранс за всеки елемент, започвайки от отвора, например:
Или 8 Х 7-ж 6 или 8 Х 7/ж 6 .
●на чертежи на детайли 18 Х 8; 18е 7;
●на монтажни чертежи 18 Х 8/е 7.
Освен това трябва да се дават цифрови стойности на допустимите отклонения в следните случаи:
● ако номиналният размер не е в диапазона на предпочитаните числа GOST 6636-69 * (например 39 Х 7 (+0.025));
● За всички основни допуски на дупки с изключение Х(например, когато кацанията не са в системата на дупките).
На работния чертеж на детайла размерите на фаските, радиусите на закръгляне и огъването могат да бъдат посочени без толеранс; ширина и дълбочина на каналите за изход на инструмента; зони с различна грапавост на една и съща повърхност; зони за термична обработка, покрития, довършителни работи, гофриране, прорези, диаметри на гофрирани и назъбени повърхности, както и референтни размери (например размерът на детайла, ако той не се променя според този чертеж).
Струва си да се каже, че за няколко размера с една и съща относително ниска точност, допустимите отклонения не са зададени близо до всеки от тях, но е даден общ надпис в полето за чертежа (вижте по-долу).
Монтажните чертежи трябва да посочват номиналните стойности и допустимите отклонения на размерите, направени съгласно този документ (например размери, които определят относителното положение на частите, които ще бъдат заварени, или размери, получени чрез настройка), както и както всички свързващи размери.
Габаритните размери на монтажните чертежи са дадени без пределни отклонения.
Граничните отклонения на размерите с неуточнени допуски се определят от стандарта GOST 25670-83, който се отнася за гладки елементи от метални части, обработени чрез рязане, и се препоръчва за метални части, обработени по други начини, ако допуските са посочени в общ запис.
Неуточнените гранични отклонения на линейните размери, с изключение на радиусите на закръгленията и фаските, могат да бъдат определени или според квалификациите на GOST 25346-82, или според класовете на точност на GOST 25670-83. Числовите стойности на пределните отклонения по класове на точност се задават чрез грубо закръгляване на числовите стойности на отклоненията по квалификации. В табл. 6.17 показва приблизително съответствие между класовете на точност и квалификациите.
Неуточнените гранични отклонения на радиусите на закръгленията, фаските и ъглите се задават в зависимост от качеството или класа на точност на неустановените гранични отклонения на линейните размери.
Таблица 6.17
Таблица 6.18
| Линейни размери, ъглови радиуси и фаски | ъгли | ||||||
| Интервал между размери, мм | Гранични отклонения, мм | Интервал на дължините на по-малката страна на ъгъла | Ограничете отклоненията | ||||
| линейни размери | радиуси на закръгляване и фаски | ang. единици | мм на 100 мм дължина | ||||
| ± | минус т 2 | +т 2 | |||||
| 0,3 до 0,5 | - | - | - | ±0,1 | До 10 | ±10 | 1,8± |
| Над 0,5 до 1 | ±0,1 | минус 0,2 | +0.2 | ||||
| Над 1 до 3 | ±0,2 | ||||||
| Над 3 до 6 | ±0,1 | минус 0,2 | +0.2 | ±0,3 | |||
| Над 6 до 10 | ±0,2 | минус 0,4 | +0.4 | ±0,5 | Над 10 до 40 | ±30" | ±0,9 |
| Над 10 до 18 | |||||||
| Над 18 до 30 | |||||||
| Над 30 до 50 | ±0,3 | минус 0,6 | +0.6 | ±1 | Над 40 до 160 | ±20' | ±0,6 |
| Над 50 до 80 | |||||||
| Над 80 до 120 | |||||||
| Над 120 до 180 | ±0,5 | минус | +1 | ±2 | Над 160 до 500 | ±10' | ±0,3 |
| Над 180 до 250 | |||||||
| Над 250 до 350 | |||||||
| Над 350 до 400 | ±0,8 | минус 1.6 | +1.6 | ±1 | |||
| Над 400 до 500 |
В табл. 6.18 показва стойностите на граничните отклонения на размерите според класа на точност "средно" GOST 25670-83.
Пример за препоръчителен общ надпис в чертежите на образователни проекти: неуточнени гранични отклонения на размерите - според Х 14, н 14, ± т 2/2. Трябва да се има предвид, че такова решение е най-оправдано за линейните размери на елементите, получени чрез рязане. За повечето свободни размери, получени чрез леене, щамповане, пресоване, може да е по-приемливо да има симетрично разположение на полето на толеранс за всички размери.
След номиналния размер на чертежите символите + т, минус т, и ± т/2 не са зададени. Ако не е направен общ надпис за големи допуски, тогава след номиналния размер трябва да се посочи полето на толеранса за квалификация (например 5 Хчетиринадесет). За размери, които не са свързани с валове или отвори, в този случай се задава само числовата стойност на полето на толеранс на класа на качество или точност със симетрично разположение (например 8 ± 0,18 или 8 ± 0,2).
Допуски на формата и разположението на повърхностите.Основните термини и дефиниции са дадени в GOST 24642-81. Нека ви представим някои от тях.
Отклонение на формата - най-голямото разстояние от точките на реалната повърхност (профил) до съседната повърхност (профил) по нормалата към съседната повърхност (профил).
Толеранс на формата - най-голямата допустима стойност на отклонението на формата.
Общата ос е права линия, спрямо която най-голямото отклонение на осите на няколко разглеждани повърхности на въртене в рамките на дължината на тези повърхности има минимална стойност.
Отклонение от успоредността на равнините - разликата ∆ на най-голямото и най-малкото разстояния между равнините в рамките на нормализираната област.
Отклонение от равнината - най-голямото разстояние ∆ от точките на реалната повърхност до съседната равнина в рамките на нормализираната област.
Радиалното биене е разликата между най-голямото и най-малкото разстояние от точките на реалния профил на повърхността на въртене до основната ос в сечение от равнина, перпендикулярна на основната ос.
Крайно биене - разликата ∆ на най-голямото и най-малкото разстояние от точките на реалния профил на крайната повърхност до равнината, перпендикулярна на основната ос.
Позиционно отклонение - най-голямото разстояние ∆ между действителното местоположение на елемента (неговия център, ос или равнина на симетрия) и номиналното му местоположение в нормализираната област.
Толеранс на позицията:
1) толеранс в диаметралното положение - два пъти максимално допустимата стойност на позиционното отклонение на елемента;
2) толеранс в израза на радиуса - най-голямата допустима стойност на позиционното отклонение на елемента.
Зависимият толеранс на разположението на гладките отвори - за крепежни елементи - минималната стойност на толеранс, ĸᴏᴛᴏᴩᴏᴇ, може да бъде надвишена при производството на продукти със сума, съответстваща на отклонението на действителния размер на елемента надолу от най-големия пределен размер на прът и нагоре от най-малкия пределен размер на отвора.
Допуските за формата и местоположението на повърхността се определят като правило само ако тези отклонения трябва да са по-малки от толеранса за линейния размер. Когато толерансите на формата и местоположението не са посочени, се приема, че отклоненията могат да бъдат в рамките на толеранса за линейния размер.
Методите за символизиране на допуските на формата и местоположението на повърхностите се вземат предвид от стандартите ST SEV 368-76 и GOST 2.308-79.
Признаци на някои видове толерантност:
правота -
плоскост
закръгленост О
цилиндричност /○/
успоредно //
Позиционен
перпендикулярност ┴
Пресечки на оста X
подравняване
краен ритъм,
Радиално биене
симетрия ÷
Знакът и числовата стойност на толеранса, както и обозначението на основата, от която се извършва измерването, се въвеждат в рамка, направена от плътни тънки линии или линии с еднаква дебелина с цифри. Рамката е разделена на две или три полета. В първия от тях се дава знакът на толеранса, във втория - стойността на толеранса в милиметри, в третия (ако е изключително важен) - буквеното обозначение на основата (основите), ако рамката не е свързана с почерненото триъгълник, съседен на основата.
На фиг. 6.11 показва най-простите случаи на обозначаване на толеранси. Знакът α показва, че толерансът е зависим. Височината на знаците в рамките и равностранните почернени триъгълници е равна на височината на размерните числа. Ширината на рамката е два пъти по-голяма от височината на щифта.
Когато правите отвори за крепежни елементи, разстоянието между осите на реалните отвори в частите, които трябва да се съединят, както всеки друг линеен размер, не може да бъде равно на номиналния размер. При сглобяване на части тези отвори не са напълно подравнени. Ако отклонението на централното разстояние от номинална стойностминимум, тогава се получава най-близкото съвпадение на свързаните отвори и прътът за закрепване (винтове, шпилки, нитове и т.н.) с необходимата хлабина се поставя в образуваната междина.
GOST 14140-81 определя методология за определяне на позиционния толеранс тв диаметрално отношение, т.е. два пъти максимално допустимото разстояние между действителното местоположение на оста на отвора и неговото номинално местоположение. Той съдържа таблици, според които въз основа на стойността на този толеранс е възможно да се задават допустимите отклонения на размерите, които координират осите на отворите.
Ориз. 6.11
Грапавост на повърхността.Всякаква повърхност твърдо тяло, колкото и внимателно и по какъвто и метод да се извършва, има микро грапавост. Тези грапавини не трябва да се бъркат с макро-грапавини, които образуват вълнообразност и изкривяване на формата на повърхността (например отклонение от плоскост, цилиндричност и т.н.).
С увеличение от десетки и стотици пъти профилът на сечението (например нормален към номиналната повърхност, посочен в техническата документация) се представя във форма, подобна на тази, показана на фиг. 6.12.
дължина на основата Лизползва се за подчертаване на неравности, които характеризират грапавостта на повърхността. В рамките на основната дължина Лстандартното отклонение на профила към средната линия е минимално; г– отклонение на профила; на стр- височина на издатината на профила, Vе дълбочината на профилната кухина.
Грапавостта на повърхността се оценява по размера и формата на микронеравностите в нормалния участък (GOST 25142-82).
Измерванията се правят на дължината на основата Лподбрани по определена методика. GOST 2789-73 * установява няколко параметъра на грапавостта, от които най-често използваните Rzи Ра.
Височина на неравностите на профила с десет точки Rz- средната абсолютна стойност на сумите от височините на петте най-големи издатини на профила и дълбочините на петте най-големи вдлъбнатини на профила в рамките на основната дължина (виж фиг. 6.12):
Средноаритметично отклонение на профила Ра– средноаритметично на абсолютните стойности на отклоненията на профила в рамките на основната дължина:
Ра= , или приблизително, Ра = .
В проекти за обучение, ако няма специални изисквания за тях, се препоръчва да се ограничите до посочване само на един от тези два параметъра на грапавостта на повърхността и само на техните максимални стойности за всеки от 14-те класа на грапавост съгласно GOST 2789-73 * , виж таблицата. 6.11 (Символ Рапропуснат от нотацията).
Грапавостта се определя в зависимост от изискванията за връзката или за външен видчасти или от избрания технологичен процес на образуване на повърхността. Грапавостта трябва да се посочи за всички повърхности, изпълнени съгласно този чертеж. При обозначенията на грапавостта на повърхността се използват знаци от три вида:
√ - когато не е посочен методът за получаване на повърхността (предпочитан знак);
√ - когато се образува чрез отстраняване на слой материал;
√ - когато повърхността е получена без отстраняване на слой материал или когато тази повърхност не е оформена съгласно този чертеж.
Размерите на знака са посочени, както следва:
където з- височината на цифрите на размерните числа в чертежа, Х = 1.5 з. Знакът се поставя с точка върху обозначената повърхност отвън върху материала или (също) върху удължителната линия от тази повърхност. Параметърът и неговата стойност са посочени в съответствие с фиг. 6.13, а, б.
Таблица 6.19
| Клас на грапавост | Максималната стойност на параметъра съгласно GOST 2789-73 * |
| Rz 320 | |
| Rz 160 | |
| Rz 80 | |
| Rz 40 | |
| Rz 20 | |
| 2.5 | |
| 1.25 | |
| 0.63 | |
| 0.32 | |
| 0.16 | |
| 0.08 | |
| 0.04 | |
| Rz 0.1 | |
| Rz 0.05 |
Ако голям брой повърхности имат еднаква грапавост, тогава в горния десен ъгъл на чертежа има обозначение, подобно на това, показано на фиг. 6.13, д. Това означава, че повърхности, за които грапавостта не е посочена на чертежа, не трябва да е по-груба. Rz 40.
За малки дупки грапавостта се отбелязва на измервателната линия (вижте също фиг. 6.13).
Обозначението на грапавостта е посочено подробно в GOST 2.309-85.
a B C
Ориз. 6.13
Препоръки за избор на прилягания, полета на толеранс и грапавост на повърхността.Високо качество и надеждност на целия продукт и всяка част от него са до голяма степен осигурени правилният избордопуски за производство и грапавост на повърхността на детайлите.
За да се получи едно или друго качество на повърхностите, което осигурява например необходимите свойства на конюгиране на части, се използват различни технологични процеси. В табл. 6.20 показва възможностите на процесите за оформяне както на неконюгирани, така и на съвпадащи повърхности на метални части. При чифтосване на две части, използването на основни отклонения от НО(а) преди г(ж) дава възможност за кацане с пролука, от Дж(j) преди н(н) - преходен от П(стр) преди З(х) с напрежение. За да се намали сложността и цената на продуктите в предприятията, броят на използваните разтоварвания е ограничен. При производството на метални части на електронно оборудване за фиксирани съединения, смущения като напр Х 7/r6, Х 8/s7, за части от фибростъкло - Х 8/u 8. Струва си да се каже, че за фиксирани съединения на пластмасови части се препоръчва да се използват само преходни напасвания от типа Х 8/да се 8, Х 9/да се 9, Х 10/да се 10. Не се препоръчват кацания по-груби от 11-ти клас.
Таблица 6.20
| Технологичен процес | Точност на линейните размери, квалификация | Грапавост | ||||
| обикновени | увеличена | |||||
| Кастинг | в пясъчни форми | Rz 160 | ||||
| Изгубени восъчни модели | Rz 20 | |||||
| В студена форма | Rz 40 | |||||
| Под напрежение | Rz 20 | |||||
| студено щамповане | сеч | Диаметри | Rz 40 | |||
| Дължини | ||||||
| первази | ||||||
| С размах | 2,5 | |||||
| огъване | ± т 3 */2 | ± т 2 */2 | ||||
| Обръщане | 12…14 | Rz 20…0,63 | ||||
| фрезоване | 12…14 | Rz 40…0,63 | ||||
| Рязане на запаси | смилане | 2,5…0,16 | ||||
| пробиване | Rz 40 | |||||
| Разгръщане | 0,63 | |||||
| Пробиване на дупки | ||||||
| Толеранс на формата и местоположението, мм | ||||||
| Плоски референтни повърхности | 0,05…0,03 // 0,1…0,02 ┴ 0,1…0,05 на 100 mm | 2,5 | ||||
* На чертежа посочете числовата стойност.
Всички съвпадащи метални повърхности трябва да имат грапавост не по-груба от клас 6 ( Ра 2.5); несъответстващи в пакетите на микросхеми и други полупроводникови продукти обикновено имат клас 5 ( Rx 20). В точката на контакт със стъкло металната повърхност трябва да има 5-7 клас на чистота ( Rz 20 … - Ра 1.25).
Грапавостта на стъклото по правило е 25 микрона (5-ти клас и по-точно), грапавостта на пластмасовите части е 6-9-ти клас. Керамичните и металокерамичните части след синтероване имат размери с допуски от 10 - 12 степени и грапавост на повърхността Ра 2,5.
При производството на полупроводникови устройства и микросхеми се поставят високи изисквания към чистотата на повърхностите на контактните подложки за свързване на проводници (тя трябва да бъде най-малко 8 - 9 клас ( Ра 0,63 ... 0,32) и особено високо - до чистотата на повърхността на субстратите, която след полиране трябва да съответства на 14-ти клас ( Rz 0.05).
В случаите от изключителна важност на производството чертежите предвиждат допуски за формата и разположението на повърхността, които са част от толеранса на размера: при нормална точност на фуги "60%; при връзки с повишена точност „40%; във високоточни съединения „25%. За цилиндрични повърхности толерансът на формата ограничава отклоненията на радиуса и следователно възлиза съответно на 30, 20 и 12% от толеранса на размера.
Въпроси, поставени в лекцията:6.1 Основни понятия
6.2 Толерансна система за гладки цилиндрични съединители
6.3 Обозначаване на полетата на толеранс и препоръки за избор
квалификации
6.4 Гранични отклонения на чертежа върху чертежи
6.5 Относно зависимите допуски
6.7 Допуски за метрични резби
6.8 Разположение на полетата на толеранс, степени на точност и тяхното
обозначения
6.9 Полета на толерантност
6.10 Допуски за цилиндрични зъбни колела
6.1 Основни понятия
Взаимозаменяемостта позволява пълна подмяначасти и възли от всякакви подобни части и възли, не
нарушаване на условията на работа на машина или устройство, механизъм и др.
Пълната взаимозаменяемост осигурява сглобяването на механизмите
и оборудване без никакви операции по усъвършенстване, монтаж
или регулиране на детайлите (т.е. за всички посочени параметри).
С пълна взаимозаменяемост, отделни части или възли
пристигат на поточните линии, от които готовите
продукти. Непълна взаимозаменяемост, когато за индивидуално
параметри, части и възли не са взаимозаменяеми.
Единната международна система за толеранси и кацания е
условие за сигурност:
взаимозаменяемост на части, възли и машини;
унифицирано изпълнение на техническата документация;
един парк от инструменти, калибри и други размери
технологично оборудване. В механична обработкапартиди от хомогенни части
невъзможно е да се получи точно същия размер.
Всеки артикул ще има размери, малко по-различни от
друг.
Причините за отклонението на размера са различни. Те зависят от
качество на материала, износване на инструменти и приспособления,
условия на затягане в приспособлението, температурни колебания по време на
обработка и др.
Отклонението на размерите е много важно
свързващи части един към друг. С модерни технологии,
когато в производството на механизми и оборудване широко
използва се производствено транспортиране, съвпадащи части
трябва да се сглобяват един с друг без допълнителни
обработка и монтиране на моста.
Неизбежни колебания в размерите и различен характер
връзките са обобщени в единна система от толеранси и кацания.
6.2 Толерансна система за гладки цилиндрични съединители
Основните системи са две системи за кацане: систематасистема за отвори и валове.
Системата с дупки се характеризира с това, че в нея за всички
кацания със същото качество на точност, отнесени към един
и същия номинален диаметър, гранични размери на отворите
остават постоянни и се постигат различни кацания
съответна промяна в пределните размери на вала.
Номиналният размер на връзката е най-малкият
ограничение за размера на дупката.
Валовата система се характеризира с това, че в нея за всички кацания
със същото качество на точност, отнесено към същото
същия номинален диаметър остават ограничителните размери на вала
постоянна и се постига различен характер на връзката
съответна промяна в граничните размери на отвора.
Номиналният размер на връзката е най-големият
ограничение на размера на вала. При всички стандартни кацания на системата
отклонението на дъното на отвора е нула. По-икономично е да се правят връзки в системата с отвори, отколкото в
валова система, броя на свредлата, райберите и
протяги, така че тази система е получила в машиностроенето
преобладаващо разпространение.
Валовата система се използва само в случаите, когато валът е
готов продукт по технологични причини.
За получаване на взаимозаменяеми части е необходимо това
отклоненията на техните размери са били в границите, посочени на чертежа.
Номиналният размер е основният изчислен размер (фиг. 6.1).
Ориз. 6.2 - схема на свързване 6.3 - схема на свързване с пролука. с издърпване.
Реалният размер е този, койтополучени чрез директно измерване.
Граничните размери се наричат размери, между
което може да варира в действителния размер. Един от
от тях се нарича най-голям лимит за размер, другият -
най-малкото.
Толерантността е разликата между най-големите и
най-малките граници.
Горното отклонение е разликата между най-голямото
и размер и номинален размер.
Долното отклонение е разликата между най-малкото
ограничен размер и номинален размер.
Разликата е положителната разлика между диаметъра
дупка и вал, създавайки свобода на техния роднина
движения (фиг. 6.2)
Най-голямата разлика е разликата между най-голямата
ограничаване на размера на отвора и най-малката граница
размер на вала. Най-малката разлика е разликата между най-малката
ограничаване на размера на отвора и най-голямата граница
размер на вала.
Предварителното натоварване е отрицателната разлика между диаметъра
диаметър на отвора и вала преди монтажа, създаване след монтажа
фиксирани връзки (Фигура 6.3).
Най-голямата (по абсолютна стойност) интерференция се нарича
разликата между най-малкия размер на дупката и
най-голям размер на вала.
Най-малката (по абсолютна стойност) интерференция се нарича
разликата между границата на най-големия размер на дупката и
най-малкият размер на вала.
И двете съединителни части имат номинален вал и размер на отвора
трябва да е същото. Нарича се номинален размер.
връзки.
Кацането определя естеството на връзката на две вмъкнати един в
други подробности и предоставя до известна степен поради
разликата в действителните размери на частите, свободата на техния роднина
движение или силата на тяхната неподвижна връзка. От своя страна всяка от системите е разделена на квалификации.
Броят на квалификациите варира в зависимост от обхвата
номинални размери.
Качество - набор от допуски, съответстващи на
еднаква степен на точност за всички номинални размери.
Задава се избор на полета на толеранс за съвпадащи елементи
различни за трите диапазона от номинални размери.
По-долу са приетите размери и съответните
техните квалификации.
За размери:
а) малки - до 1 мм, приемат се 15 квалификации от 01, 0, 1, 2, ... 13.
б) среден - от 1 до 500 мм се приемат 19 квалификации
от 01, 0, 1, 2, …17.
в) голям - над 500 мм се приемат 19 квалификации
от 01, 0, 1, 2, …17.
Всички размери от 1 до 500 мм са разделени на 12 интервала. В рамките на
всеки интервал отклонения и отклонения за всички размери се приемат
същото. Те се изчисляват от средния диаметър за даден
интервал. Има 17 до 19 интервала за намеса. Това е
направено така, че за екстремни размери на интервала да не се получи
твърде много напрежение. За предотвратяване на неразумно разнообразие в толерансите
и насаждения и подобряване на икономическите резултати
се задава следната последователност на избор на полета
толеранси:
1. Първо приложете предпочитаните полета
допуски;
2. ако е невъзможно да се осигурят конструктивни и
технологични изисквания поради предпочитани области
допуски, други полета на толерантност от гл
подбор;
3. в отделни, технически обосновани случаи, ако
прилагането на полетата на толеранс от основния избор не може
отговарят на изискванията на продукта
са разрешени допълнителни полета на толеранс.
По-специално редове с полета за толерантност на основния избор
предпочитан, добре съобразен с препоръката на ISO
1829 – 70.Всичко пасва, както в системата с отвори, така и в системата на вала
се разделят на три групи:
кацане с празнина, които се характеризират с наличието между
гарантирани свързващи повърхности (най-малки)
празнина, осигуряваща възможност за относителна
движещи се части. Тази група включва и плъзгащи се
кацания, при които най-малката междина е нула;
интерференционно прилягане, характеризиращо се с наличието между
съвпадащи повърхности преди сглобяване гарантирано
(най-малко) херметичност, която предотвратява относител
движещи се части след сглобяване;
преходни кацания, позволяващи както пролуки, така и плътност.
Преходното кацане е кацане, при което можете
получите както хлабина, така и предварително натоварване. Те са предназначени за
фиксирани, но разглобяеми връзки и осигурят
добро центриране на съвпадащите части.
Списък и обозначения на всички кацания, приети в различни
квалификации, виж STSEV 144 - 75, STSEV 145 - 75, или
справочна литература. 6.3 Обозначаване на полетата на толеранс и препоръки за избор
квалификации
Позицията на полето на толеранса спрямо нулевата линия,
в зависимост от номиналния размер, обозначен в системата ISO
букви от латинската азбука: главни за дупката и
малки букви за вала.
Обозначава се полето на толеранс на основния отвор в системата ISO
буквата H и главният вал h. Полета на толеранс на валове j, j, k, m, n и
дупките J, J, K, M, N са предназначени да образуват главния
преходни кацания.
На дизайнера при избор на качеството на връзката и вида на кацане
Трябва да знам:
необходимия характер на спрежение;
условия на работа: вибрации, експлоатационен живот, колебания
температура и др.;
осигуряване на взаимозаменяемост;
производствена цена. Качества 01, 0, 1 са предназначени за габаритни блокове.
Качества от 2-ро до 4-то - за високо прецизни продукти.
В квалификации от 5-ти до 13-ти са дадени допуски за конюгирани
размери на частите.
Качества от 12 до 17 се прилагат за неконюгирани
размери на частите.
Не всички груби
квалификации (в диапазона от 12 до 17). Преди всичко
препоръчва се да се помисли за ограничаване
гранични отклонения за 12, 14 и 16 квалификации.
Допуски за 13, 15 и 17 квалификации в чуждестранна практика
се избира по-рядко, точно както в нашата индустрия.
За безотговорни несъответстващи размери се препоръчва
приемете следното подреждане на полетата на толеранса:
за дупки - плюс (обозначен с буквата H);
за валове - минус (означава се с буквата h);
за размери, които не са свързани с отвори и валове -
симетричен (означава се с JT/2 или t/2).
6.4 Гранични отклонения на чертежа върху чертежи
Могат да се задават гранични отклонения на линейните размеривърху чертежите по един от трите начина:
1. символи на полетата на толеранс съгласно STSEV 145 - 75,
например 18H7, 12e8;
2. числови стойности на граничните отклонения, например 18,
12 ;
3. символи на полетата на толеранса с индикация вдясно
в скоби числови стойности на граничните отклонения,
например 18H7(0,018), 12e8().
Изборът на един или друг метод за прилагане на лимит
отклоненията могат да бъдат ограничени в нормативни и технически
индустриални документи.
Трябва да се посочат граничните отклонения на размерите
непосредствено след номиналните размери. Общ запис на максималните отклонения на размерите с
неопределените толеранси трябва да съдържат условни
обозначение на граничните отклонения на линейните размери в
в съответствие с GOST 23346 - 82 (за отклонения в квалификациите)
или съгласно GOST 25670 - 83 (за отклонения по класове на точност).
Симетрични гранични отклонения, определени съгласно
квалификациите трябва да бъдат обозначени JT / 2 с номера
качество.
Обозначения на едностранни гранични отклонения за
квалификации, присвоени само за кръгли отвори и валове
допълнен със знака за диаметър ().
Примери за общи записи, съответстващи на опциите по GOST
Дадени са 25670 - 83 за 14 клас качество или точност
маса.
Забележка. Разрешено е записване за неопределен лимит
отклонения на размерите допълват с обяснителни думи,
Например:
“Неуточнени гранични отклонения на размерите: H14, h14, t /2”.
На фиг. 6.4. Горен
обозначението се отнася до системата с отвори, долният символ се отнася до систематавал.
Два отвора не Един или повече дупки, свързани с основи, свързани с основи
Две дупки сасвързани с основата
Номер на варианта
1
2
3
Една или повече дупки
свързани с базата
Пример за условно записване
обозначения
H14, h14, t /2 или H14, h14, JT14/2
+t, –t, t/2
t /2 или JT14/2
Ориз. 6.6 - Три или повече отвора, които не са свързани към основи
6.5 Относно зависимите допуски
Зависи е толерансът на местоположението, чиято стойностзависи не само от определеното гранично отклонение, но и от
действителните размери на разглежданите повърхности.
С други думи, зависимите толеранси на местоположението са свързани с
пролуки между съвпадащи повърхности. Конструктор
е необходимо да поставите на чертежа минималните стойности
толеранси, съответстващи на възможно най-малките празнини
(виж фигура 6.5).
6.6 Обозначения за отклонения във формата и разположението на повърхностите
В символданни за толерантностформите и подредбата на повърхностите са посочени в
правоъгълна рамка, разделена на две или три части в
които са поставени:
в първия - знакът на отклонението;
във втория - максималното отклонение в милиметри;
в третия - буквеното обозначение на основата или др
повърхността, към която се отнася отклонението на местоположението;
ако има няколко бази, тогава въведете всичките им обозначения.
Височината на рамката трябва да надвишава размера на шрифта с 2–3 мм.
Не е позволено да се пресича рамката с никакви линии. кадър
поставени хоризонтално. Основата на нормализиране и количествено отклонение
формата и подредбата на повърхностите е принципът
съседни прави линии, повърхности и профили.
Номиналната повърхност е идеалната повърхност,
чиито размери и форма отговарят на посочените
номинални размери и номинална форма.
Съседна повърхност - повърхност, която има
формата на номиналната повърхност в контакт с
реална повърхност и разположени отвън
част материал, така че отклонението от най-много
отдалечена точка към реалната повърхност вътре
нормализираната площ има минимална стойност.
За измерване на отклоненията на формата в съседство
повърхности прилагат контролни повърхности
плочи, линейки, габарити.
Отклонението на формата е отклонението на формата на реалното
елемент от номиналната форма, оценен
най-голямото разстояние от точките на реалния елемент
нормален към съседния елемент. Толерансът на формата е най-голямата стойност на отклонението
форма, тоест най-голямото разстояние от точките на реалното
повърхност към съседната повърхност по протежение на нормала.
Повърхностното отклонение е
отклонение на действителното местоположение на елемента
разглеждана повърхност, ос или равнина
симетрия от номиналното местоположение.
За оценка на точността на местоположението на повърхността
задайте база.
Основата е повърхност, нейната образуваща или точка,
определяне на свързване на части към равнина или ос,
спрямо това кои толеранси за местоположение са посочени.
Ако основата е въртяща се повърхност или нишка,
тогава за основа се приема оста.
Толерансът на местоположението е граница, която ограничава
допустима стойност на отклоненията на местоположението
повърхности. Числени стойности на отклоненията на формата и местоположението
повърхностите се избират съгласно GOST 24643-81. Инсталиран 16
степени на точност на формата и разположението на повърхностите.
Грапавост на повърхността
Повърхности, получени чрез обработка върху металорежене
машини, или по друг начин имат редуващи се издатини и
вдлъбнатини с различна височина и форма и относително малки
размери във височина и стъпка. Грапавост на повърхността в
в съчетание с други характеристики определя състоянието
повърхност и е, наред с точността на формата, един от
основни геометрични характеристики на качеството на повърхността
Грапавостта на повърхността е съвкупност от неравности
дължина на основата. Грапавостта на повърхността е съвкупност от неравности
повърхности с относително малки стъпки вътре
дължина на основата.
Грапавост на повърхността, независимо от материала и метода
производството може да бъде оценено от един или повече
параметри:
Ra е средноаритметичното отклонение,
Rz е височината на неравностите на профила с 10 точки (5
представления и 5 кухини),
Rmax е максималната височина на неравностите,
Smin - средна стъпка на нередности,
S е средната стъпка на локалните издатини,
tp е относителната референтна дължина на профила.
Параметърът Ra представлява най-пълната информация, т.е
е основният от параметрите на височината на грапавостта
и се приписва на всички конюгирани и чисто обработени
несвързани повърхности на части. Изискванията за грапавост на повърхността се определят от
определяне на параметъра за грапавост (или няколко
параметри), неговата числена стойност (най-голямата,
най-малкият, номинален), а също така, ако е необходимо,
дължина на основата и посока на неравностите.
Съгласно GOST 2.309-73 (с изменение № 3 от 2002 г.)
грапавостта на повърхността е посочена на чертежа за всички
повърхности на детайла, които се изпълняват съгласно този чертеж.
6.7 Допуски за метрични резби
Прилагат се допуски за метрични резби съгласно GOST 16093 - 70за метрични резби с диаметри 1 - 600 мм с профил и
основни размери съгласно GOST 9150 - 59.
Стандартът установява гранични отклонения на резбите в
плъзгащи се площадки с пролуки.
6.8 Разположение на полетата на толеранс, степени на точност и тяхното
обозначения Разположението на полетата за толеранс на резбата спрямо номиналното
профилът се определя от основното отклонение - горното за болтове и
дъно - за ядки.
GOST е разработен, като се вземат предвид препоръките на ISO R965 и CMEA RS2272 - 69.
Установени са следните серии от основни отношения, обозначени
букви от латинската азбука (малки - за болт и главни - за
гайки): за резби на болтове - h, g, e, d; за резби за гайки - H, G.
Установяват се следните степени на якост, които определят допуските
диаметри на резбата на болтове и гайки и се обозначават с числа:
Диаметър на болтовете:
степен на точност
външен
4; 6;
8;
средно аритметично
4; 6;
7; 8
Диаметър на гайката:
степен на точност
интериор
5;
6; 7;
средно аритметично
4; 5;
6; 7.
Обозначаването на полето за толеранс на диаметъра на резбата се състои от число,
показваща степента на точност и буква, обозначаваща основната
отклонение.
Например: 6h, 6g, 6h. Обозначаването на полето за толеранс на резбата се състои от обозначението на полето
толеранс на средния диаметър, поставен на първо място, и
обозначение на полето на толеранс на външния диаметър за болтове и
вътрешни - за ядки.
Например: Ако обозначението на полето на толеранс на диаметъра в върховете на резбата
съвпадат с обозначението на полето на толеранс на средния диаметър, тогава е в
се повтаря обозначението на полето на толеранс за резбата HC.
Например:
Обозначението на толеранса на резбата следва обозначението на размера
нишки.
Примери за обозначение на полета на толеранс:
груби резби - болтове M12 - 6g; ядки M12 - 6H;
резба с фин стъпка - болтове M12 1 - 6g; ядки M12 1 - 6H;
болтове със задължително заобляне на кухината - M12 - g - R.
Фитингите на резбовите части са обозначени с дроб, в чийто числител
посочете обозначението на полето на толеранса на гайката, а в знаменателя -
обозначение на полето на толеранс на болта.
Например: M12 - 6H / 6g; M12 1 - 6H / 6g.
6.9 Полета на толерантност
Полета за толерантност на резбатаКлас на точност
точен
болтове
ядки
4ч
4H5H
средно аритметично
6 часа; 6g;6e; 6г
5H6H; 6Н; 6G
В съответствие с изискванията за точност на резбата
връзките, полетата на толеранс за болтове и гайки са установени в три класа на точност:
фин, среден и груб.
Препоръка ISO R965 предоставя следните насоки за избора на класове
точност:
клас "прецизен" - за прецизни резби, когато минимум
колебания в естеството на кацането;
клас "среден" - за общо ползване;
клас "груб" - за случаите, когато може да има производство
трудности, например при нарязване на резби върху горещо валцувани пръти или в дълги
слепи дупки.
В обосновани случаи е позволено да се прилагат полета на толеранс, които
формира се от комбинация от полета на толеранс от различни класове на точност средно
диаметър и диаметър на издатините (външен диаметър на болтовете или вътрешен
диаметър на гайката). Например: за болтове - 4h 6h; 8 часа 6 часа; 8g 6g; за ядки - 5H, 7H6H.
6.10 Допуски за цилиндрични зъбни колела
Точността на производство на зъбни колела е регулиранасъответните GOSTs, предвиждащи за тях
оценки за двадесет степени на точност и за всяка от тях
установени стандарти за кинематична точност, плавност
работа и контакт на зъбите на колелата и зъбните колела.
Най-точните степени 1 - 3 са оставени като обещаващи и
Класове 11 и 12 са за груби предавки и допуски в
най-дългото време не е посочено.
Нормите на кинематичната точност определят стойността на общата сума
грешка в ъгъла на въртене на задвижваното колело
за една революция на лидера.
Правилата за безпроблемна работа на колелото определят стойността
компоненти на общата грешка на ъгъла на въртене на подчинения
предавка, повтаряна много пъти в един оборот.
Нормите на контакт на зъбите определят пълнотата на прилягането на страничната
повърхности на съвпадащите зъби на колелата в процеса на движение
трансмисионни зъби. Нормите на страничните хлабини в предавки с нерегулирани
разстояния център-център (при отсъствие
селектори на хлабина и компенсатори) определят стойностите
мъртви ходове.
Зъбните колела на трансмисионните механизми трябва да имат 7
(до V=10 m/s) или 7-ма (до V=6 m/s) степен на точност. В
повишени изисквания за точност на движението
колелата са изработени до 6-та степен на точност.
За цилиндрични зъбни колела съгласно STSEV 642 - 77 (при m<1 мм)
установени са пет типа партньори: H, G, F, E и D,
определяне на стойността на гарантирания страничен луфт j min
(фиг. 6а) и четири вида толеранси за него T, посочени в
възходящ ред h, g, f, e. Толерантност e се използва за
другари E и D.
STSEV 641 - 77 (при m 1 mm) установява шест типа
приятели: H, E, D, C, B, A (Фигура 6, b) и осем типа
допуски на страничен луфт T: h, d, c, b, a, x, y, z.
Ориз. 6.6 - Видове интерфейси и стойността на гарантираните странични хлабини в трансмисията при m<1 мм(а) и m>1 mm (b).
Ориз. 6.6 - Видове спрежения и стойности на гарантиранистранични хлабини в трансмисията при m<1 мм(а) и m>1 mm (b). Чифтосването H има гарантиран страничен просвет j min = 0.
Грешките при производството на зъбни колела и зъбни колела зависят от
определена степен на точност. Определя се страничният просвет
вид спрежение според нормите за всеки вид.
Зъбни колела с модул m<1 и нерегулируемым расположением осей,
имаща 7-ма степен на точност, според трите стандарта с
колелата са обозначени, както следва: 7– G (STSEV 642 –
77); при m 1 mm, същата степен на точност и спрежение D: 7 - D (STSEV
641 – 77).
В предавки, които използват различни материали на тялото
и зъбни колела и работещи със значителни вибрации
температури, са необходими интерфейси с гарантиран просвет,
с изключение на заглушаване на трансмисията с намаляване в центъра
разстояния.
За предавки със стабилен температурен режим, с
същия температурен коефициент на линейно разширение
корпус и зъбни колела, използвайте H интерфейс.
При задни скорости наличието на страничен луфт причинява грешка
движение на задвижваното колело, както и появата на доп
динамични натоварвания, което често е нежелателно.
Размери по чертежи
Въведение
В среда на масово производство е важно да се гарантира взаимозаменяемост същите подробности. Взаимозаменяемостта ви позволява да замените резервна част, която се е счупила по време на работа на механизма. Новата част трябва точно да съответства на заменената част по размер и форма.
Основното условие за взаимозаменяемост е производството на част с определена точност. Каква трябва да бъде точността на производството на детайла, посочете на чертежите допустимите гранични отклонения.
Повърхностите, по които са свързани части, се наричат конюгирани . При свързването на две части, които се включват една в друга, се разграничават женска повърхност и покрита. Най-често срещаните в машиностроенето са връзките с цилиндрични и плоски успоредни повърхности. При цилиндрична връзка повърхността на отвора покрива повърхността на вала (фиг. 1, а). Ограждащата повърхност се нарича дупка покриване - вал . Същите тези условия дупка и вал обикновено се използва за обозначаване на всякакви други нецилиндрични ограждащи и покрити повърхности (фиг. 1, б).
Ориз. 1. Обяснение на термините дупка и вал
Кацане
Всяка операция по сглобяване на части се състои в необходимостта от свързване или, както се казва, растениеедин детайл към друг. Оттук и в технологията изразът кацане за да се посочи естеството на свързването на частите.
Под термина кацане разберете степента на подвижност на сглобените части една спрямо друга.
Има три групи кацания: с празнина, с намеса и преходни.
Кацания с просвет
празнина наричаме разликата между размерите на отвора D и вала d, ако размерът на отвора е по-голям от размера на вала (фиг. 2, а). Пролуката осигурява свободно движение (въртене) на вала в отвора. Следователно кацанията с празнина се наричат мобилни кацания. Колкото по-голяма е разликата, толкова по-голяма е свободата на движение. В действителност обаче, когато се проектират машини с подвижни кацания, се избира такава междина, която ще сведе до минимум коефициента на триене на вала и отвора.

Ориз. 2. Кацания
Интерференционни кацания
За тези напасвания диаметърът на отвора D е по-малък от диаметъра на вала d (фиг. 2, б). .Реално тази връзка може да се осъществи под налягане, когато женската част (отвор) се нагрява и (или) мъжката част (вала) се охлажда.
Приземяването на смущения се нарича фиксирани кацания , тъй като взаимното движение на свързаните части е изключено.
преходни кацания
Тези кацания се наричат преходни, тъй като преди сглобяването на вала и отвора е невъзможно да се каже какво ще има във връзката - пролука или намеса. Това означава, че при преходни напасвания диаметърът на отвора D може да бъде по-малък, по-голям или равен на диаметъра на вала d (фиг. 2, в).
Толеранс на размера. Поле на толерантност. Качество на точността Основни понятия
Размерите в чертежите на детайлите определят количествено големината на геометричните форми на детайла. Размерите се разделят на номинални, действителни и гранични (фиг. 3).
Номинален размер - това е основният изчислен размер на частта, като се вземе предвид нейното предназначение и необходимата точност.
Номинален размер на връзката - това е общият (същият) размер за отвора и вала, които съставляват съединението. Номиналните размери на частите и връзките не се избират произволно, а според GOST 6636-69 "Нормални линейни размери". В реалното производство, при производството на части, номиналните размери не могат да се запазят и затова се въвежда понятието действителни размери.
действителен размер - това е размерът, получен при производството на детайла. Той винаги се различава от номиналния нагоре или надолу. Допустимите граници на тези отклонения се установяват чрез ограничителни размери.
Гранични размери се извикват две гранични стойности, между които трябва да бъде действителният размер. По-голямата от тези стойности се нарича най-голямо ограничение на размера, по-малък - най-малка граница за размер. В ежедневната практика на чертежите на части е обичайно да се посочват граничните размери чрез отклонения от номиналните.
Гранично отклонение - това е алгебричната разлика между граничния и номиналния размер. Правете разлика между горни и долни отклонения. Горно отклонениее алгебричната разлика между най-големия размер и номиналния размер. нисък отклонениее алгебричната разлика между най-малкия размер и номиналния размер.
Номиналният размер служи като отправна точка за отклонения. Отклоненията могат да бъдат положителни, отрицателни или нулеви. В стандартните таблици отклоненията са дадени в микрометри (µm). В чертежите отклоненията обикновено са посочени в милиметри (mm).
Действително отклонение - това е алгебричната разлика между действителните и номиналните размери. Частта се счита за годна, ако валидното отклонение на проверявания размер е между горното и долното отклонение.
Толеранс на размера - това е разликата между най-големия и най-малкия гранични размери или абсолютната стойност на алгебричната разлика между горното и долното отклонение.
Под качество разбират набор от толеранси, които варират в зависимост от размера на номиналния размер. Установени са 19 квалификации, отговарящи на различни нива на точност при изработката на дадена част. За всяка квалификация се изграждат редове с полета на толерантност
Поле на толерантност е поле, ограничено от горни и долни отклонения. Всички полета на толеранс за отвори и валове са обозначени с латински букви: за отвори - с главни букви (H, K, F, G и др.); за валове - малки букви (h, k, f, g и др.).

Ориз. 3. Обяснение на термините
Лекция
Тема №5Допуски и кацания
Въведение
В процеса на разработване на продукт (машина, агрегат, агрегат) е необходимо да се изхожда от дадено ниво на стандартизация и унификация, което се определя от коефициентите на приложимост, повторяемост и междупроектна унификация. С увеличаване на стойностите на тези коефициенти икономическата ефективност на разработвания продукт се увеличава в процеса на неговото производство и експлоатация. За да се повиши нивото на стандартизация и унификация, е необходимо още на етапа на проектиране на продукта да се използва по-голям брой компоненти, произведени от индустрията, и да се стремим към разумно ограничаване на разработването на оригинални компоненти. В същото време основният проблем в процеса на разработка е точността на взаимозаменяемите части, възли и компоненти, предимно по отношение на геометричните параметри.
Взаимозаменяемостта на части, възли и възли прави възможно извършването на агрегиране като един от методите за стандартизация, организиране на доставката на резервни части, улесняване на ремонта, особено в трудни условия, свеждайки го до проста подмяна на износени части.
Взаимозаменяемост- свойството на самостоятелно произведените части да заемат своето място в монтажната единица без допълнителна механична или ръчна обработка по време на сглобяването, като същевременно се гарантира нормалната работа на сглобените продукти (възли, механизми).
От самото определение на взаимозаменяемостта следва, че тя е предпоставка за разделянето на производството, т.е. самостоятелно производство на части, възли, възли, които впоследствие се сглобяват последователно в монтажни единици, а монтажни единици в обща система (механизъм, машина, устройство). Монтажът може да се извърши по два начина: със и без монтаж на сглобени части или монтажни единици. Монтажът без фитинг се използва в масово и поточно производство, а с монтаж - в единично и дребно производство. При монтаж без монтаж, частите трябва да бъдат произведени с необходимата точност. Въпреки това, взаимозаменяемостта не се осигурява само от точността на геометричните параметри. Необходимо е материалът, издръжливостта на частите, монтажните възли и компонентите да са съобразени с предназначението и условията на работа на крайния продукт. Тази взаимозаменяемост се нарича функционален, а геометричната взаимозаменяемост е особен вид функционална взаимозаменяемост.
Взаимозаменяемостта е пълна и непълна, външна и вътрешна.
Пълна взаимозаменяемостви позволява да получите посочените показатели за качество без допълнителни операции в процеса на сглобяване.
В непълна взаимозаменяемостпо време на монтажа на монтажни единици и крайни продукти са разрешени операции, свързани с избора и настройката на някои части и монтажни единици. Позволява ви да получите посочените технически и експлоатационни показатели на готови продукти с по-малка точност на частите. В същото време функционалната взаимозаменяемост трябва да бъде само пълна, а геометричната - както пълна, така и непълна.
Външна взаимозаменяемост- това е взаимозаменяемостта на възли и компоненти по отношение на работни параметри и свързващи размери. Например смяна на електродвигател. Неговите работни параметри ще бъдат - мощност, скорост, напрежение, ток; свързващите размери включват диаметри, брой и разположение на отворите в краката на електродвигателя и др.
Вътрешна взаимозаменяемостсе осигурява от точността на параметрите, които са необходими за сглобяването на части в възли и възли в механизми. Например, взаимозаменяемостта на сачмени лагери или ролки на търкалящи лагери, възли на задвижващия и задвижваните валове на скоростната кутия и др.
Принципите на взаимозаменяемост се прилагат за части, монтажни единици, компоненти и крайни продукти.
Взаимозаменяемостта се осигурява от точността на параметрите на продукта, по-специално на размерите. В производствения процес обаче неизбежно възникват грешки Х, чиито числови стойности се намират по формулата
където X е дадената стойност на размера (параметъра);
Xi е действителната стойност на същия параметър.
Грешките се разделят на систематично, произволно и грубо(пропуска).
Влиянието на случайните грешки върху точността на измерването може да се оцени чрез методи на теорията на вероятностите и математическата статистика. Многобройни експерименти показват, че разпределението на случайните грешки най-често се подчинява на нормалния закон за разпределение, който се характеризира с гаусова крива (Фигура 1).
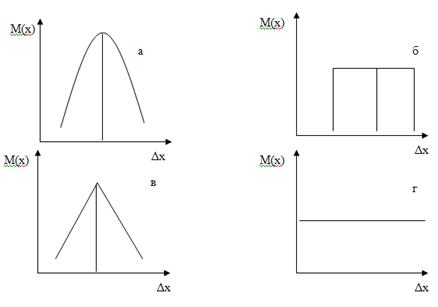
Фигура 1 - Закони за разпределение на случайните грешки
а - нормално; б - Максуел; в - триъгълник (Симпсън); g - равновероятно.
Максималната ордината на кривата съответства на средната стойност на даден размер (за неограничен брой измервания се нарича математическо очакване и се обозначава с M(X).
Случайни грешки или отклонения от са нанесени по оста x. Сегменти, успоредни на оста y, изразяват вероятността за възникване на случайни грешки със съответната стойност. Гаусовата крива е симетрична спрямо максималната ордината. Следователно отклоненията от една и съща абсолютна стойност, но с различни знаци, са еднакво възможни. Формата на кривата показва, че малките отклонения (в абсолютна стойност) се появяват много по-често от големите, а появата на много големи отклонения е практически малко вероятно. Следователно допустимите грешки са ограничени до определени гранични стойности (V е практическото поле на разсейване на случайни грешки, равно на разликата между най-големите и най-малките измерени размери в партида от части). Стойността се определя от условието за достатъчна точност при оптимални разходи за производството на продуктите. При регулирано разсеяно поле не повече от 2,7% от случайните грешки могат да надхвърлят границите. Това означава, че от 100 обработени детайла не може да има повече от три дефектни. По-нататъшно намаляване на процента на поява на дефектни продукти в техническо и икономическо отношение не винаги е препоръчително, т.к. води до прекомерно увеличаване на практическото блуждаещо поле и, следователно, увеличаване на толерансите и намаляване на точността на продуктите. Формата на кривата зависи от методите на обработка и измерване на продуктите; точните методи дават крива 1 с разсеяно поле V1; крива 2, за която V2
В зависимост от приетия технологичен процес, обема на производството и други обстоятелства, случайните грешки могат да се разпределят не по закона на Гаус, а по равновероятния закон (фиг. 1б), според закона на триъгълника (фиг. 1в), според закона на Максуел (фиг. 1г) и др. Центърът на групиране на случайни грешки може да съвпада с координатата на средния размер (фиг. 1а) или да се измества спрямо него (фиг. 1г).
Невъзможно е напълно да се елиминира влиянието на причините, които причиняват грешки при обработката и измерването, възможно е само да се намали грешката чрез прилагане на по-модерни технологични процеси на обработка. Точността на размера (на всеки параметър) се нарича степента на приближаване на действителния размер към дадения, т.е. точността на размера се определя от грешката. С намаляването на грешката точността се увеличава и обратно.
На практика взаимозаменяемостта се осигурява чрез ограничаване на грешките. С намаляващи грешки действителните стойности на параметрите, по-специално размерите, се доближават до дадените. При малки грешки действителните размери се различават толкова малко от дадените, че тяхната грешка не влошава производителността на продуктите.
2. Допуски и кацания. Концепцията за качество
Основните термини и дефиниции са установени от GOST 25346, GOST 25347, GOST 25348 установяват допуски и прилягания за размери по-малки от 1 mm, до 500 mm, над 500 до 3150 mm.
Формулите (7) и (8) са получени от следните съображения. Както следва от формули (2) и (3), най-големият и най-малкият гранични размери са равни на сумите от номиналния размер и съответното гранично отклонение:
![]() (9)
(9)
![]() (10)
(10)
Заместване във формула (5) на стойностите на пределните размери от формулата
Редуцирайки подобни членове, получаваме формула (7). Формула (8) се извлича по подобен начин.

Фигура - Полета на толерантност на отвора и вала при кацане с празнина (отклоненията на отвора са положителни, отклоненията на вала са отрицателни)
Толерансът винаги е положителна стойност, независимо как се изчислява.
ПРИМЕР.Изчислете толеранса за гранични размери и отклонения. Дадено: = 20.010 mm; = 19,989 мм; = 10 цт; = -11 µm.
едно). Изчисляваме толеранса чрез граничните размери по формула (6):
Td = 20,010 - 19,989 = 0,021 mm
2). Изчисляваме толеранса за гранични отклонения по формулата (8):
Td = 10 - (-11) = 0,021 mm
ПРИМЕР. Съгласно дадените символи на вала и отвора (вал - , отвор 20) се определят номиналните и граничните размери, отклонения и допуски (в mm и микрони).
2.2 Единици за толерантност и концепция за квалификации
Точността на размерите се определя от толеранса - с намаляване на толеранса точността се увеличава и обратно.
Всеки технологичен метод за обработка на детайли се характеризира със своята икономически обоснована оптимална точност, но практиката показва, че с увеличаване на размера технологичните трудности при обработка на детайли с малки допуски се увеличават и оптималните допуски леко се увеличават при непроменени условия на обработка. Връзката между икономически постижимата точност и размерите се изразява с условна стойност, наречена единица на толеранс.
Единица за толерантност() изразява зависимостта на толеранса от номиналния размер и служи като основа за определяне на стандартните допуски.
Единицата на толеранс, µm, се изчислява по формулите:
за размери до 500 мм
за размери над 500 до 10000 мм
където е средният диаметър на вала в mm.
В горните формули първият член отчита влиянието на грешките при обработката, а вторият - влиянието на грешките в измерването и температурните грешки.
Размерите, дори с една и съща стойност, могат да имат различни изисквания за точност. Зависи от дизайна, предназначението и условията на работа на частта. Следователно се въвежда понятието качество .
качество- характеристика на точността на производство на детайл, определена от набор от толеранси, съответстващи на еднаква степен на точност за всички номинални размери.
Толерансът (T) за квалификациите, с някои изключения, се задава от формулата
където а е броят на толерансните единици;
i(I) - единица на толеранс.
Според системата ISO за размери от 1 до 500 мм, 19 квалификации. Всеки от тях се разбира като набор от допуски, които осигуряват постоянна относителна точност за определен диапазон от номинални размери.
Допуските на 19 квалификации в низходящ ред на точността се подреждат: 01, 0, 1, 2, 3,..17 и условно означават IT01, IT0, IT1 ... IT17. тук ИТ са толерансите на отвора и вала, което означава „ISO толеранс“.
В рамките на едно качество “a” е постоянно, следователно всички номинални размери във всяко качество имат еднаква степен на точност. Въпреки това, толерансите в същото качество за различни размери все още се променят, тъй като с увеличаване на размера единицата на толеранса се увеличава, което следва от горните формули. При преминаване от квалификации с висока точност към квалификации с груба точност, толерансите се увеличават поради увеличаване на броя на толерансните единици, следователно в различни квалификации точността на едни и същи номинални размери се променя.
От всичко казано по-горе следва, че:
Единицата на толеранса зависи от размера и не зависи от предназначението, условията на работа и методите на обработка на детайлите, тоест единицата за толеранс ви позволява да оцените точността на различни размери и е обща мярка за точност или скала на толеранс на различни квалификации;
Толерансите на едни и същи размери в различни квалификации са различни, тъй като зависят от броя на толерансните единици „а”, тоест квалификациите определят точността на едни и същи номинални размери;
Различните методи за обработка на детайли имат определена икономически постижима точност: „грубото“ струговане ви позволява да обработвате детайли с груби допуски; за обработка с много малки допуски се използва фино смилане и т.н., следователно квалификацията всъщност определя технологията за обработка на детайлите.
Обхват на квалификациите:
Качества от 01 до 4 се използват при производството на габарити, габарити и броячи, части от измервателни уреди и други високопрецизни изделия;
Качества от 5-ти до 12-ти се използват при производството на части, които основно се съединяват с други части от различен тип;
Качествата от 13-ти до 18-ти се използват за параметрите на частите, които не се съединяват и не оказват решаващо влияние върху производителността на продуктите.Граничните отклонения се определят от GOST 25346-89.
Конвенционално обозначение на полетата на толеранс за GOST 25347-82.
Символ за гранични отклонения и кацания
Граничните отклонения на линейните размери са обозначени на чертежите чрез условни (буквени) обозначения на полетата на толеранса или цифрови стойности на граничните отклонения, както и буквени обозначения на полетата на толеранса с едновременно индикация на цифровите стойности на граничните отклонения в скоби на дясно (фиг. 5.6, а...в).Кацанията и граничните отклонения на размерите на частите, показани в сглобения чертеж, са обозначени с дроб: в числителя - буквено обозначение или цифровата стойност на максималното отклонение на отвора или буквено обозначение, указващо неговата цифрова стойност в скоби до вдясно, в знаменателя - подобно обозначение на полето на толеранс на вала (фиг. 5.6, г, д).Понякога, за да се посочи кацането, се посочват максималните отклонения само на една от съвпадащите части (фиг. 5.6, д).
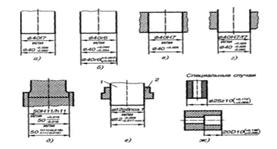
Ориз. 5.6. Примери за обозначаване на полета на толеранс и кацания в чертежите
В легендата на полетата на толеранса е задължително да се посочат числовите стойности на пределните отклонения в следните случаи: за размери, които не са включени в серията от нормални линейни размери, например 41,5 H7 (+0,025) ; при определяне на гранични отклонения, символите на които не са предвидени от GOST 25347-82, например за пластмасова част (фиг. 5.6, g).
Граничните отклонения трябва да бъдат определени за всички размери, посочени на работните чертежи, включително несъответстващи и неотговорни размери. Ако не са определени пределни отклонения за размера, може да има допълнителни разходи (когато се стремят да получат този размер по-точен от необходимото) или увеличаване на масата на детайла и прекомерна консумация на метал.
За повърхност, състояща се от секции с еднакъв номинален размер, но различни максимални отклонения, границата между тези участъци се очертава с тънка плътна линия и номиналният размер със съответните максимални отклонения се посочва за всеки участък поотделно.
Точността на гладките елементи на метални части, ако отклоненията за тях не са посочени непосредствено след номиналните размери, а са предвидени от общ запис, те се нормализират или чрез квалификации (от 12 до 17 за размери от 1 до 1000 mm), обозначава се с IT или с класове на точност (точни, средни, груби и много груби), установени от GOST 25670-83. Допуските за класове на точност означават t1, t2, t3 и t4 - съответно за класове на точност - фина, средна, груба и много груба.
Неуточнените гранични отклонения за размерите на валовете и отворите могат да се определят както едностранно, така и симетрично; за размери на елементи, които не са свързани с отвори и валове, се задават само симетрични отклонения. Едностранните пределни отклонения могат да се определят както по квалификации (+ IT или -IT), така и по класове на точност (± t / 2), но се допуска и от квалификации (± T / 2). Качество 12 отговаря на класа на точност "точно", качество 14 - "средно", качество 16 - "грубо", качество 17 - "много грубо". Числовите стойности на неуточнените гранични отклонения са дадени в GOST 25670-83. За размерите на металните части, обработени чрез рязане, е за предпочитане да се определят неуточнени гранични отклонения според качество 14 или „средния“ клас на точност. Неуточнените максимални отклонения на възлите, радиусите на кривина и фаските се определят съгласно GOST 25670-83 в зависимост от класа на качество или точност на неуточнените максимални отклонения на линейните размери.
Свързването на части (монтажни единици) трябва да гарантира точността на тяхното положение или движение, надеждност на работа и лекота на ремонт. В тази връзка могат да бъдат наложени различни изисквания към проектирането на връзките. В някои случаи е необходимо да се получи подвижна връзка с пролука, в други - фиксирана връзка с намеса.
празнина Снаричат разликата в размерите на отвора и вала, ако размерът на отвора е по-голям от размера на вала, т.е. С= д- д.
намеса ннарича се разликата в размера на отвора и вала, ако размерът на вала е по-голям от размера на отвора. С подобно съотношение на диаметрите ди дпредварителното натоварване може да се счита за отрицателен луфт, т.е.
н= - С= - (д- д) = д- д , (12)
Пролуките и опъванията се осигуряват не само от точността на размерите на отделните части, но главно от съотношението на размерите на свързващите повърхности - пасване.
кацаненаричат естеството на свързването на частите, определено от големината на пролуките или смущенията, които се получават.
В зависимост от местоположението на полетата на толеранс, отворите и валът за кацане са разделени на три групи:
Кацане с пролука (осигурете празнина във връзката);
Приземления за смущения (осигуряват смущения във връзката);
Преходни кацания (дават възможност за получаване както на пролуки, така и на опън в ставите).
Кацанията с празнина се характеризират с пределни пролуки - най-големите и най-малките. най-голям клирънс Smaxе равна на разликата между границата на най-големия размер на отвора и най-малката граница на размера на вала. Най-малък луфт Sminе равна на разликата между най-малкия пределен размер на отвора и най-големия пределен размер на вала. Приземленията с хлабина включват и площадки, при които долната граница на полето на толеранс на отвора съвпада с горната граница на полето на толеранс на вала.
За да се образува намеса, диаметърът на вала преди монтажа трябва задължително да бъде по-голям от диаметъра на отвора. В сглобено състояние диаметрите на двете части в зоната на интерфейса са изравнени. Най-голямата стегнатост Nmaxравен на разликата между най-големия пределен размер на вала и най-малкия пределен размер на отвора. Най-малко предварително натоварване Nмине равна на разликата между най-малкия пределен размер на вала и най-големия пределен размер на отвора.
Nmax=dmax-Dmin; Nmin=dmin-Dmax.
Граничните смущения, както и граничните луфтове, се изчисляват удобно чрез граничните отклонения:
![]()
![]() , (13)
, (13)
Преходни кацания. Основната характеристика на преходните напасвания е, че в фугите на части, принадлежащи към едни и същи партиди, могат да се получат пролуки или смущения. Преходните кацания се характеризират с най-големи пропуски и най-голяма интерференция.
Въз основа на изчисленията правим следните изводи:
Тъй като отрицателните пропуски са равни на положителната интерференция и обратно, тогава за определяне на преходните стойности на пасване Smaxи Nmaxдостатъчно е да се изчислят и двете гранични междини или и двете гранични смущения;
С правилното изчисление Sminили Nминзадължително ще се окаже отрицателен и в абсолютни стойности ще бъде равен, съответно, Nmaxили Smax.
толерантност на прилягане TPе равен на сбора от допуските на отвора и вала. За кацания с хлабина толерансът за кацане е равен на толеранса на хлабината или разликата между граничните просвети:
TP =TS= Smax- Smin , (14)
По същия начин може да се докаже, че за напасванията с намеса, толерансът на прилягане е равен на толеранса на намеса или разликата в намесата:
TP =TN= Nmax- Nмин , (15)
3.1 Побира се в системата от отвори и в системата на вала
Част, в която позицията на полето на толеранса не зависи от вида на прилягането, се нарича основна част на системата. Основната част е част, чието поле на толеранс е основата за формиране на прилягания, установени в тази система от допуски и напасвания.
Основен дупка- отвор, чието долно отклонение е равно на нула EI = 0. За основния отвор горното отклонение винаги е положително и е равно на толеранса ES = 0 = T; полето на толеранса е разположено над нулевата линия и е насочено към увеличаване на номиналния размер.
Основен вал- вал, чието горно отклонение е равно на нула es = 0. При главния вал Td = 0(ei) = полето на толеранс е разположено под нулевата линия и е насочено към намаляване на номиналния размер.
В зависимост от това коя от двете съвпадащи части е основна, системите за толерантност и напасване включват два реда напасвания: напасвания в системата на отворите - различни пролуки и смущения се получават чрез свързване на различни валове към основния отвор; кацания в шахтовата система - различни пролуки и смущения се получават чрез свързване на различни отвори към главния вал.
В системата на валовете ограниченията за размера на отвора за всяко прилягане са различни и за обработка ще са необходими три комплекта специални инструменти. Кацанията на валовата система се използват при свързване на няколко части с гладък вал (щифт) за различни площадки. Например, в инструментите, точни оси с малък диаметър (по-малко от 3 mm) често се правят от гладки калибрирани пръти.
За да получите разнообразни прилягания в системата за отвори, са необходими значително по-малко специални инструменти за пробиване на отвори. Поради тази причина тази система има преобладаващо приложение в машиностроенето.
Освен това
Габарити за гладки цилиндрични части.Габаритите са основното средство за контрол на части. Използват се за ръчно управление и са широко използвани в автоматичното управление на части. Габаритите осигуряват висока надеждност на управлението.
Според предназначението си габариите се разделят на две основни групи: работни габарити - проходни R-PR и непроходими - R-НЕ; контролни габарити - K-RP, K-NE и K-I.
Работните габарити PR и NOT са предназначени за контрол на продуктите в процеса на тяхното производство. Тези калибри се използват от работници и инспектори на отдела за контрол на качеството на производителя.
Работните калибри се наричат ограничаващи, тъй като техните размери съответстват на пределните размери на контролираните части. Граничните габарити ви позволяват да определите дали действителните размери на частите са в рамките на толеранса. Една част се счита за добра, ако минава през канал за проход и не преминава в непроходен проход.
Номиналните размери на калибрите са размерите, които трябва да имат калибрите, ако са били перфектно изработени. При това условие номиналният размер на проходната скоба ще бъде равен на най-големия пределен размер на вала, а номиналният размер на непроходната скоба ще бъде равен на най-малкия пределен размер на вала. Номиналният размер на проходната тапа ще бъде равен на най-малкия пределен размер на отвора, а номиналният размер на непроходната тапа ще бъде равен на най-големия пределен размер на отвора.
Изискванията за контрол са: да бъде високо продуктивен; необходимо време за контролтрябва да бъде възможно най-кратко времето, необходимо за производство на частта; контролът трябва да бъде надежден и икономически жизнеспособен.
Икономическата осъществимост на контрола се определя от цената на инструментите за управление, износоустойчивостта на измервателните повърхности и размера на стеснението на табличното поле на толеранс на детайла.

Например, най-голямото стесняване на полето на толеранс се получава, когато действителните размери на калибрите съвпадат с максималните им размери, разположени вътре в полето на толеранс на детайла.
Табличният толеранс, стеснен с калибри, се нарича производствен толеранс. Толерансът, удължен поради калибри, се нарича гарантиран. Колкото по-малък е производственият, толкова по-скъпо е производството на части, особено с по-точни качества.
Граничните габарити проверяват годността на части с толеранс от IT6преди ТО 17, особено в масово и едромащабно производство.
В съответствие с принципа на Тейлър, щепселите и пръстените имат пълни форми и дължини, равни на дължините на чифтосване, а неподвижните измервателни уреди често имат непълна форма: например вместо пръстени се използват скоби, както и тапи, които са непълни във форма на напречно сечение и скъсена в аксиална посока. Стриктното спазване на принципа на Тейлър е свързано с определени практически неудобства.
Контролни габарити Да се-Ислужи за монтиране на регулируеми габарити-скоби и управление на нерегулируеми габарити-скоби, които са непроходими и се използват за изтегляне от експлоатация поради износване на работни скоби за проходни отвори. Въпреки малкия толеранс на контролните габарити, те все още изкривяват установените полета на толеранс за производството и износването на работните габарити, следователно, ако е възможно, контролните габарити не трябва да се използват. Целесъобразно е, особено при дребно производство, контролните габарити да се заменят с габарити или да се използват универсални измервателни уреди.
GOST 24853-81 за гладки габарити установява следните производствени допуски: Х- работни габарити (тапи) за отвори (фиг. 5.9, а) (Hs- същите калибри, но със сферични измервателни повърхности); H\ -габарити (скоби) за валове (фиг. 5.9, б); HP- контролни габарити за скоби.
За преминаване на габарити, които се износват по време на процеса на контрол, в допълнение към производствения толеранс е предвиден толеранс на износване. За размери до 500 mm уреди за износване PR с толеранс до ТО 8, включително, може да надхвърли полето на толеранса на частите със сума вза задръствания и y1за скоби; за PR габарити с допуски от ТО 9 до IT17износването е ограничено от границата на преминаване, т.е. y = 0и y1=0. Трябва да се отбележи, че полето за толеранс на износване отразява средното възможно износване на калибъра.
За всички полета на толеранс на габаритите Х (Хпясък H1изместен вътре в полето на толеранса на продукта със стойността z за измервателни уреди и z1за измервателни уреди.
При номинални размери над 180 mm, полето на толеранс на непостоянния калибър също се измества вътре в полето на толеранса на детайла със стойността a за тапи и a] за скоби, създавайки така наречената зона на безопасност, въведена за компенсиране на грешката при проверка на калибрите, съответно, на отворите и валовете. Поле на толерантност на калибрите НЕза размери до 180 мм симетрично и съответно = 0 и l = 0.
Изместването на полетата на толеранс на калибрите и границите на износване на техните проходни страни вътре в полето на толеранса на детайла позволява да се елиминира възможността от изкривяване на естеството на приземяването и да се гарантира, че размерите на подходящите части се получават в рамките на установени полета на толерантност.
Съгласно формулите на GOST 24853-81 се определят изпълнителните размери на калибрите. Изпълнително наричат пределните размери на калибъра, според които се изработва нов калибър. За да се определят тези размери на чертежа, скобите поставят най-малкия пределен размер с положително отклонение; за корк и контролен габарит - най-голямата им граница за размер с отрицателно отклонение.
При маркиране на калибъра, номиналният размер на частта, за която е предназначен калибърът, буквеното обозначение на полето на толеранса на продукта, числовите стойности на максималните отклонения на продукта в милиметри (при работни калибри), вида на калибъра (напр. ПР, НЕ, К-И)и търговска марка на производителя.
Заключение
В днешната сесия разгледахме следните теми:
Обща информация за взаимозаменяемостта.
Допуски и кацания. Концепцията за качество.
Изборът на система от кацания, допуски и квалификации.
Задача за самообучение
(1 час за самообучение)
Пълни бележки от лекцията.
Вземете литература:
Основен
Допълнителен
1. Сергеев A.G., Latyshev M.V., Teregerya V.V. Стандартизация, метрология, сертификация. Урок. - М.: Логос, 2005. 560 с. (стр. 355-383)
2. Lifits I.M. Стандартизация, метрология и сертификация. Учебник. 4-то изд. –М.: Юрайт. 2004. 335 с.
3. Действие на оръжия на химическите войски и средства за защита. Урок. VAHZ, ПДЧ. 1990. (Инв. 2095).
4. Контрол на качеството на разработката и производството на въоръжение и военна техника. Редактирано от A.M. Смирнова. ПДЧ 2003. 274 с. (Инв. 3447).
По време на курса бъдете готови да:
1. Отговорете на въпросите на учителя.
Предайте работни тетрадки с отработени въпроси според задачата.
литература
механична обработка на взаимозаменяеми части
1. Стандартизация, метрология, сертификация. Изд. Смирнова A.M. ВУ РХБЗ, ДСП, 2001. 322 с. (Инв. 3460).
2. Сергеев A.G., Latyshev M.V., Teregerya V.V. Стандартизация, метрология, сертификация. Урок. – М.: Логос, 2005. 560 с.
3. Технология на металите. Учебник. Изд. V.A. Бобровски. -М. Военно издателство. 1979, 300 стр.
При сглобяване на 2 части, които се включват една в друга, те се различават покритии покриванеповърхности, чието значение е ясно от името.
Ограждащата повърхност се нарича дупкапокрито - вал.
Например, вътрешната цилиндрична повърхност на втулката и повърхността на шпонковия канал са женски повърхности, отвори; външната цилиндрична повърхност на втулката и повърхността на ключа - покритите повърхности, валове.
Разликата между размерите на женската и мъжката повърхност (между размерите на отвора и вала) определя природа на връзкатаподробности или кацане, т.е. по-голяма или по-малка степен на подвижност на частите или степен на здравина на ставите (за фиксирани съединения).
Ако размерът на отвора D е по-голям от размера на вала d, тогава положителната разлика между тях, характеризираща степента на подвижност (свобода на относително движение), се нарича празнинаС:
S = D - d; Dd; S0. (3.8)
Ако размерът на вала d е по-голям от размера на отвора D, тогава положителната разлика между тях, характеризираща степента на здравина на връзката, се нарича намесаН:
N = d – D; d D; N0. (3.9)
Предварително натоварване (ако е необходимо) може да се изрази като отрицателна междина и обратно:
S=-N;N=-S. (3.10)
Номинален размер -основният приблизителен размер, закръглен до стандарта. На чертежа са отбелязани номиналните размери на отвора и вала в напасването и от него се отчитат отклоненията, които са дадени в таблицата на стандартите за допуски.
Номиналните размери (когато са закръглени след изчисление за якост, твърдост, стабилност ...) се избират съгласно GOST 6636-69 * „Нормални линейни размери“. Използването само на стандартни линейни размери води до намаляване на стандартните размери на детайли, режещи, измервателни инструменти и намаляване на производствените разходи.
Според GOST се предоставя диапазон от размери от 0,001 до 20 000 mm, изградени въз основа на предпочитани числа. Установяват се четири реда с размери, нарастващи в геометрична прогресия със значително =;  ;
;
 ;
;
 . Редовете са обозначени Ra5, Ra10, Ra20, Ra40. Най-големият брой размери в последния ред, най-малкият - в първия. Когато избирате номинали, всеки предходен ред трябва да бъде предпочитан пред следващия.
. Редовете са обозначени Ra5, Ra10, Ra20, Ra40. Най-големият брой размери в последния ред, най-малкият - в първия. Когато избирате номинали, всеки предходен ред трябва да бъде предпочитан пред следващия.
Действителен размернаречен размерът, получен в резултат на измерване с допустима грешка.
Размерите, между които действителният размер на добрите части в партидата трябва да бъде (или да е равен) се наричат граница - респ. максимална граница D max , d max и най-малката граница D min , d min .
За опростяване, в чертежите и таблиците вместо граничните размери се задават съответните гранични отклонения - горни и долни.
Горно отклонение(ES, es) е алгебричната разлика между най-голямата граница на размера и номиналния размер на фугата.
ES = D max - d n s; (3.11)
es = d max - d n s, (3.12)
където d n s е номиналният диаметър на връзката.
Долно отклонение(EI, ei) - алгебрична разлика между най-малкия пределен размер и номиналния размер на връзката:
EI = D min - d n s; (3.13)
ei = d min - d n s. (3.14)
Отклоненията могат да бъдат положителни, отрицателни или нулеви.
Толерансът на размера T е разликата между граничните размери:
T D \u003d D max - D min; (3.15)
T d \u003d d max - d min. (3.16)
Толерантност - стойността винаги е положителна, така че е посочена в документи без знак.
Замествайки в изрази (3.15) и (3.16) стойностите на пределните размери, изразени чрез отклонения и номинална стойност, определяме:
T D \u003d (ES + d n s) - (EI + d n s) \u003d ES - EI; (3.17)
T d \u003d (es + d n s) - (ei + d n s) \u003d es - ei. (3.18)
Толерансът е равен на разликата в граничните отклонения (със собствен знак!).
Толерансът характеризира точността на размера. Колкото по-малък е толерансът, толкова по-висока е точността, толкова по-малък е възможният диапазон на промени в размера в партидата и обратно. Стойността на толеранса влияе върху експлоатационните свойства на връзката и продукта, както и върху сложността на производството и цената на частта. Производството на части с по-нисък толеранс изисква използването на по-точно оборудване, точни измервателни уреди, приспособления, подходящи режими на обработка, което увеличава цената на продукта.
При сглобяване на части (например вал е свързан към втулка), направени в рамките на толеранса, могат да се получат различни прилягания в зависимост от произволни комбинации от размери на отворите и валове. Обикновено се разделят на кацания с просвет (S), смущения (N), преходни (N-S).
хлабина пасванесе нарича напасване, при което са предвидени пролуки във всички фуги на монтажа. В интерференционни кацания.
преходеннаречено кацане, при което някои от връзките на монтажа получават пропуски, а останалите - херметичност.
Всяко кацане се характеризира с ограничаващи (най-големи, най-малки) хлабини или смущения, чиято стойност се определя от ограничителните размери на частите.
Най-малката междина S min във връзката се образува, ако вал с размер d max е монтиран в отвор с размер D min:
S min = D min -d max (3.19)
S min \u003d (EI + d n s) - (es + d n s) \u003d EI - es. (3,20)
Най-голямата междина S max във връзката ще се получи, ако вал с най-малкия пределен размер d min е монтиран в отвора с най-голям пределен размер D max:
S max = D max -d min (3.21)
S max \u003d (ES + d n s) - (ei + d n s) \u003d ES - ei. (3.22)
по същия начин,
N min \u003d d min - D max \u003d ei - ES \u003d - S max; (3.23)
N max = d max - D min \u003d eS - EI \u003d - S мин. (3.24)
Средният просвет или интерференция е равен на:
S c (N c) =  .
(3.25)
.
(3.25)
Интерференцията или диапазонът на смущения определя хлабината, намесата или толеранса на напасване (T S , T N).
толерантност на прилягане(Т S, T N) - разликата между ограничителните хлабини или смущения:
T S = (T N) = S max (N max) - S min (N min). (3.26)
В този израз вместо S max , S min, заместваме техните стойности според (3.20), (3.22):
T S = (ES - ei) - (EI - es) = (ES - EI) + (es - ei) \u003d T D + T d. (3,27)
По този начин толерансът на прилягане е равен на сумата от допуските на отвора и вала.
по същия начин,
T N = N max - N min = T D + T d. (3,28)
Представете си, че има партида втулки и валове, които трябва да бъдат сглобени. В тази партида от втулки с най-големи размери D max ще бъде много малък (например 1 от 100 броя), по подобен начин в партида валове с най-малки размери d min също ще бъде малък (например 1 от 100). Естествено е да се предположи, че монтажникът, избирайки части и сглобявайки връзки без избор, е малко вероятно да вземе едновременно части с размери D max и d min (вероятността за това събитие за нашия пример е 1/1001/100 = 1/ 10 4). Вероятността за такова събитие е много малка, така че практически няма да има фуги с пролука, равна на S max в монтажа. По същите причини практически няма да има връзки с пролука, равна на S max в монтажа.
За да се определи големината на най-големия  и най-малкото
и най-малкото  (вероятностни) пропуски, произтичащи от сглобяването, ще подходим към този инженерен проблем от гледна точка на теорията на вероятностите.
(вероятностни) пропуски, произтичащи от сглобяването, ще подходим към този инженерен проблем от гледна точка на теорията на вероятностите.
Приемаме, че разпределението на размерите на частите следва нормалния закон и производственият толеранс е равен на диапазона на размерите по време на производството, т.е. T = 6. Предполагаме също, че няма избор на части по време на монтажа (сглобяването е произволно).
Известно е, че съставът (комбинацията) от два нормални закона също дава нормален закон. Следователно разпределението на стойностите на клирънса (интерференцията) следва нормалния закон.
От курса на теорията на вероятностите е известно, че математическото очакване на сумата от случайни променливи е равно на сумата от техните математически очаквания. Действителните размери на частите са произволни променливи, чиито математически очаквания ще бъдат близки до средните размери в партидата.
Математическото очакване на сумата от произволни размери е математическото очакване на празнината:
M S = M D + M -d . (3,29)
S c = D c - d c , (3.30)
където S c , D c , d c са средните стойности на размерите на междината, отвора и вала.
Дисперсията на сбора от независими случайни променливи е равна на сумата от техните дисперсии. Дисперсията D е стандартното отклонение на квадрат:
D S = DD + D d; (3,31)
 .
(3.32)
.
(3.32)
Тогава, вземайки T = 6, получаваме:
T S =  .
(3.33)
.
(3.33)
С вероятност P = 0,9973, стойностите на действителните пропуски ще бъдат в рамките на:
Тогава най-голямата вероятностна разлика ще бъде равна на:
 ,
(3.35)
,
(3.35)
и най-малката вероятностна разлика:
 .
(3.36)
.
(3.36)
Изразите (3.35) и (3.36) са приблизителни (преди това бяха посочени условията за получаването им). По-точно, тези стойности ще бъдат определени в раздела „Размерни вериги“.
За опростяване на изчисленията на толерансите и кацанията се използва оформлението на полетата на толеранса. Конструкциите върху тях се извършват спрямо номиналната линия, обозначена с 0 - 0. Линиите с пределни и номинални размери се отстраняват от една граница.
Следователно линиите с размери, по-големи от номиналните, ще бъдат разположени над линията 0 - 0, а линиите с размери, по-малки от номиналните, ще бъдат под.
Нагоре от линията 0 - 0 на избраната скала показват положителни отклонения, надолу - отрицателни. Две линии с максимални размери или максимални отклонения на отвора и вала образуват две полета на толеранс, които са обозначени като правоъгълници (мащабът на правоъгълника е произволен по дължината). Полето на толеранс е зоната на преоразмеряване, затворена между линиите на горните и долните отклонения (или съответните размери). Полето на толерантност е по-широко понятие от толерантността. Характеризира се не само със стойността на толеранса, но и с местоположението си спрямо номиналната стойност. Различните (по местоположение) полета на толеранс може да имат еднакъв толеранс.
При кацания с пролука полето на толеранс на отвора е разположено над полето на толеранс на вала, при стягане полето на толеранс на отвора трябва да се намира под полето на толеранс на вала. При преходни кацания полетата на толеранса трябва да се припокриват.